

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Типовой технологической операцией называют технологическую операцию, характеризуемую единством содержания и последовательности технологических переходов для группы изделий с одними конструктивными и технологическими признаками.
Групповой технологической операцией называют технологическую операцию совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Виды технологических операций. Технологический процесс можно построить по принципу концентрированных или же дифференцированных технологических операций.
 Концентрированной технологической операцией называют такую операцию, которая включает в себя большое количество технологических переходов. Как правило, данная операция имеет многоинструментную наладку. Пределом концентрации операций является полная обработка детали на одной операции.
Концентрированной технологической операцией называют такую операцию, которая включает в себя большое количество технологических переходов. Как правило, данная операция имеет многоинструментную наладку. Пределом концентрации операций является полная обработка детали на одной операции.
Критерием оценки степени концентрации операций является количество переходов, осуществляемых в одной операции.
Различают три основных вида концентрации операций: последовательную (рис. 1.5, а), параллельную (рис. 1.5, б) и параллельно-последовательную (рис. 1.5, е). Если переходы в операции выполняются один за другим, то концентрацию называют последовательной (универсальные станки), если же они совмещены в один сложный технологический переход, т. е. выполняются одновременно, то концентрацию операций называют параллельной (многоинструментальные станки). Концентрацию называют параллельно-последовательной, если последовательно одновременно обрабатывается несколько поверхностей (многоинструментальные станки).
Достоинство параллельной концентрации операций состоят в следующем: сокращается длительность технологического цикла, уменьшается число уставов заготовок, уменьшается количество рабочих приспособлений, применяются высокопроизводительные станки, упрощаются учет и планирование производства, уменьшается количество рабочих станочников и потребная производственная площадь.
|
|
Недостатками параллельной концентрации операций является необходимость в сложном и дорогостоящем оборудовании; сложная и трудоемкая наладка.
Дифференцированной операцией называют операцию, состоящую из минимального количества переходов. Пределом дифференциации является выполнение технологической операции, состоящей из одного технологического перехода.
Достоинства дифференциации операций состоят в следующем: применяется сравнительно простое и дешевое оборудование, простота и незначительная сложность их наладки, создается возможность применения более высоких режимов обработки.
Недостатки принципа дифференциации операций: удлиняется технологическая линия, увеличивается количество потребного оборудования и производственной площади, увеличивается число рабочих, большое число установок.
Не следует опрометчиво стремиться к высокой степени концентрации операции. Часто бывает нецелесообразно производить обработку с высокой степенью концентрации операции. Неправильное определение оптимальной концентрации приводит к серьезным ошибкам и большим неоправданным затратам, которые значительно повышают себестоимость изделий.
Структура технологической операции
Операция – основной элемент ТП – имеет собственную структуру.
Состав, содержание и последовательность выполнения технологических переходов определяют структуру технологической операции.
Операция обычно выполняется за один или несколько переходов. Переходы бывают технологические и вспомогательные.
Технологический переход
 Технологическим переходом называют законченную часть технологической операции, выполняемой одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рис. 1.6). Но сама смена инструмента является вспомогательным переходом.
Технологическим переходом называют законченную часть технологической операции, выполняемой одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рис. 1.6). Но сама смена инструмента является вспомогательным переходом.
|
|
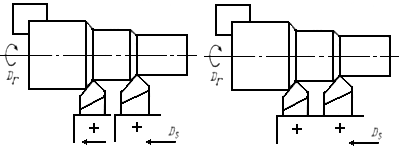
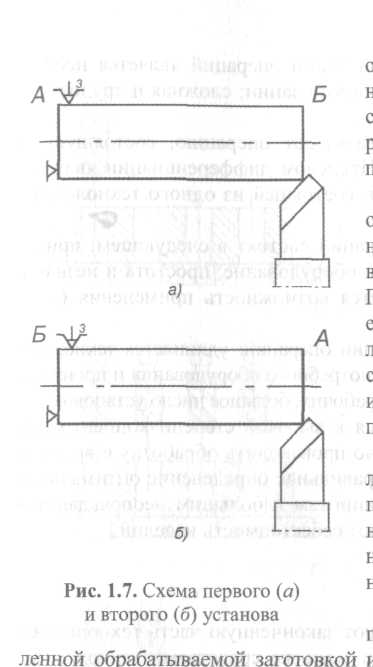
Рис. 1.7. Эскиз токарной операции
а – простые переходы;
б – сложный переход
2.2.2. Вспомогательным переходом называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предмета труда, но необходимы для выполнения технологического перехода.
Переходы могут быть совмещены во времени за счет одновременной обработки нескольких поверхностей, т. е. могут осуществляться последовательно (черновая, получистовая, чистовая обточка ступенчатого вала или сверления четырех отверстий одним сверлом), параллельно (обточка ступенчатого вала несколькими резцами или сверление четырех отверстий, сразу четырьмя сверлами) или параллельно-последовательно (после обточки ступенчатого вала одновременно несколькими резцами, одновременное снятие фасок несколькими фасочными резцами или сверление четырех отверстий последовательно двумя сверлами).
Установ
Установ — часть технологической операции, выполняемая при неизмененном закреплении обрабатываемых заготовок или собираемой сборочной единицы. Поворот деталей на какой-либо угол является новым установом. Если валик вначале обтачивают в трехкулачковом патроне с одного установа, а затем его перевернут и обточат, то это потребует два установа при одной операции (рис. 1.7).
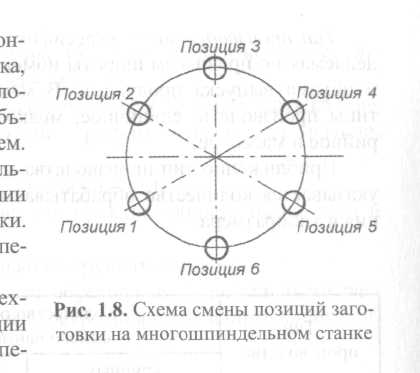 2.2.4. Позиция. Установленная и закрепленная на поворотном столе заготовка, подвергаемая сверлению, рассверливанию и зенкерованию, имеет один установ, но с поворотом стола она будет занимать новую позицию.
2.2.4. Позиция. Установленная и закрепленная на поворотном столе заготовка, подвергаемая сверлению, рассверливанию и зенкерованию, имеет один установ, но с поворотом стола она будет занимать новую позицию.
Позицией называют фиксированное положение, занимаемое жестко закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. На многошпиндельных автоматах и полуавтоматах заготовка при одном ее закреплении занимает различные позиции относительно станка. Заготовка перемещается в новое положение вместе с зажимным устройством (рис. 1.8).
|
|
При разработке технологического процесса обработки заготовок, предпочтительно заменять установы позициями, так как каждый дополнительный установ вносит свои погрешности обработки.
|
|
|

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

