Измеряемую деталь следует устанавливать на одной широкой или двух узких (ножевых) призмах (предпочтительно с внутренним углом 108°) и поворачивать вокруг своей оси. Измерение круглости следует производить при помощи индикатора (см. 6.624 и рисунок 115). Для получения отклонений от цилиндричности измерения следует проводить в нескольких сечениях. Первоначальную настройку индикатора на нуль в процессе измерения изменять нельзя.
Постоянство диаметра образца-изделия
Определение
Диаметр образца-изделия считается постоянным, если его значения, измеренные через определенные интервалы по длине детали, находятся в допустимых пределах между максимальным и минимальным значениями (см. рисунок 122).
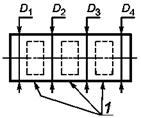
1 - произвольные интервалы
Рисунок 122
Методы измерения
Метод с использованием микрометра или аналогичного измерительного инструмента с двумя губками (наконечниками)
Измерение диаметра детали следует производить в нескольких поперечных сечениях через равные интервалы по длине в одном осевом сечении. Измерения допускается производить не снимая образец-изделие со станка (см. рисунок 123).

Микрометр
Рисунок 123
Метод с использованием штангенрейсмаса
Образец-изделие следует устанавливать горизонтально в измерительных центрах или в V-образной измерительной призме. Поворачивая деталь вокруг своей оси, следует замерять наивысшую и наинизшую точку диаметра образца-изделия через равные интервалы по длине при помощи штангенрейсмаса (см. рисунок 124).

1 - штангенрейсмас
Рисунок 124
Приложение А
(справочное)
Средства измерения для проверки геометрической точности станков
А.1 Общие положения
Средства измерения, описанные в этом приложении, используются для проверки геометрической точности станков. Там, где возможно, приведены ссылки на соответствующие международные стандарты.
В разделах с А.2 по А.5 описаны высокоточные (прецизионные) средства измерения. Их точность соответствует точности средств измерения, используемых для инспекционных целей.
Погрешности измерений для этих средств измерения должны быть не более 10 % от величины допуска на измеряемый параметр, особенно при проведении арбитражных проверок.
Средства измерения должны проходить периодическую проверку на соответствие метрологическим требованиям и калибровку в соответствии с действующими нормами и правилами. В необходимых случаях к средствам измерения должен быть приложен документ, удостоверяющий их фактическое состояние.
Температура средств измерения и объектов измерения до начала измерения должна быть стабилизирована на уровне температуры окружающей среды и сохраняться стабильной на весь период проведения измерений. В противном случае в результаты измерений, по возможности, следует вносить соответствующие поправки.
При использовании средств измерения следует исключать все помехи, мешающие проведению измерений, таких как вибрация, магнитные поля, электрические помехи и т.п.
А.2 Поверочные линейки
А.2.1 Описание
Поверочные линейки с указанной ниже точностью реализуют эталонную прямую, относительно которой проводят измерение отклонений от прямолинейности или от плоскостности проверяемых поверхностей.
Существует два основных типа поверочных линеек:
- в виде балки (см. рисунок А.1, а)) с одной рабочей поверхностью;
- с двумя параллельными поверхностями.
Линейки последнего типа могут быть:
- двутаврового сечения со сплошной или облегченной стенкой (см. рисунок А.1, b));
- прямоугольного сечения (см. рисунок А.1, с)).
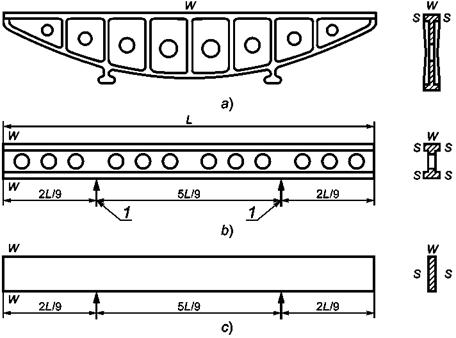
W - рабочая поверхность; S - боковая поверхность; 1 - наиболее благоприятные точки опоры
Рисунок А.1 - Положения наилучшей установки поверочных линеек
Поверочные линейки должны быть термически обработаны и стабилизированы.
А.2.2 Точность
Поверочные линейки, применяемые для проверки станков, должны отвечать следующим требованиям.
А.2.21 Допустимый прогиб
Естественный прогиб, если линейка опирается на две крайние точки опоры, не должен превышать 0,01 мм на 1000 мм.
Точная величина естественного прогиба, т.е. максимальный прогиб линейки, должна быть указана на одной из ее поверхностей.





