

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...
Топ:
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Интересное:
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
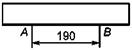
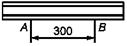
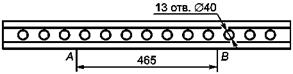
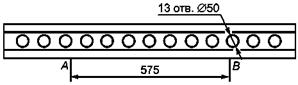
Погрешности плоскостности и прямолинейности рабочих поверхностей линейки при установке на наиболее благоприятные точки опоры (см. рисунок А.1) не должны превышать, мм:

где L - рабочая длина в мм.
Погрешность на длине 300 мм не должна превышать 0,005 мм.
А.2.23 Параллельность рабочих поверхностей
Для поверочных линеек с двумя параллельными поверхностями отклонения от параллельности рабочих поверхностей, мм, не должны превышать более чем в 1,5 раза допуск их прямолинейности, или

А.2.24 Прямолинейность боковых поверхностей, мм:

А.2.25 Параллельность боковых поверхностей, мм:

А.2.26 Перпендикулярность боковых поверхностей относительно рабочих плоскостей ±0,0025 мм на каждые 10 мм длины измерения.
А.2.27 Шероховатость рабочих поверхностей
Рабочие поверхности поверочных линеек должны быть тонко прошлифованы или отшабрены.
А.2.28 Ширина поверочной линейки
Если линейкой пользуются в сочетании с уровнем, то ширина рабочих поверхностей должна быть не менее 35 мм.
А.2.3 Рекомендации при использовании
Обычно поверочную линейку для работы следует устанавливать рабочей поверхностью на точных опорах (концевых мерах длины) при измерении горизонтально расположенных поверхностей или на одной из ее боковых поверхностей при измерении вертикально расположенных поверхностей. При этом ее рабочая поверхность должна располагаться вертикально параллельно вертикально расположенной измеряемой поверхности.
Опорные точки следует выбирать так, чтобы обеспечить минимальный прогиб. Если линейка имеет постоянное сечение, расстояние между опорами должно быть равным 5/9 длины линейки L, а расстояние от опоры до концов линейки 2/9 длины линейки L (см. рисунок А.1).
|
|
Место расположения наиболее благоприятных точек опоры должно быть отмечено на линейке.
Если при измерении линейку устанавливают не на оптимальные опорные точки, и особенно при установке на крайние точки, необходимо при анализе результатов измерений учитывать естественный прогиб.
В таблице А.1 в качестве примеров представлены 5 линеек разной длины, отвечающих указанным условиям.
Таблица А.1 - Поверочные линейки
| Длина линейки, мм | Главный вид | Широкий тип | Нормальный тип | |||
| рабочая | общая1) | Сечение | Масса2), кг | Сечение | Масса2), кг | |
| 
| 
| ||||
| 
| 
| ||||
| 
| |||||
| 
| |||||

| 
| |||||
| 1) Общая длина линейки немного больше рабочей длины, поэтому проверку рекомендуется выполнять без использования концов линейки, что особенно важно для точных станков. 2) Масса линеек указана в килограммах. Это относится к линейкам из серого чугуна. Масса линеек из стали несколько больше. |
Естественный прогиб зависит от модуля упругости E используемого материала. Величины прогиба, приведенные в таблице А.2, указаны для линеек из серого чугуна с модулем упругости E = 98 кН/мм2.
Таблица А.2 - Требования точности для пяти линеек из таблицы А.1
| Длина линейки, мм | Прогиб с опорами на крайние точки для линейки из серого чугуна1) | Рабочие поверхности | Боковые поверхности | |||
| прямолинейность2) | параллельность | прямолинейность | параллельность | перпендикулярность к рабочим плоскостям | ||
| нормальный и широкий | 0,001 | 0,005 | 0,0075 | 0,050 | 0,075 | ±0,008 |
| нормальный и широкий | 0,003 | 0,007 | 0,0105 | 0,070 | 0,105 | ±0,012 |
| 0,004 | 0,010 | 0,0150 | 0,100 | 0,150 | ±0,020 | |
| 0,008 | 0,012 | 0,0180 | 0,120 | 0,180 | ±0,025 | |
| 0,016 | 0,018 | 0,0270 | 0,180 | 0,270 | ±0,045 | |
| 1) E = 98 кН/мм2. 2) Локальный допуск равен 0,005 на длине 300 мм. |
Для стали с модулем упругости E = 196 кН/мм2 прогиб уменьшается вдвое. Для высокопрочного чугуна, например при E = 147 кН/мм2, прогиб обратно пропорционален модулю упругости.
|
|
|

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!