В результате возникновения случайных погрешностей при обработке партии заготовок на настроенном станке истинный параметр качества заготовки является случайной величиной и может принимать любое значение в границах определённого интервала. Совокупность значений истинных параметров качества заготовок, обработанных при одинаковых условиях и расположенных в возрастающем (ранжированном) порядке с указанием частоты появления m их повторения или частостей m/n, называется распределением параметра качества заготовок. Частота m соответствует количеству заготовок одинакового значения параметра качества. Частость – отношение числа заготовок одинакового параметра качества к общему числу заготовок n выборки.
Распределение параметров качества заготовок можно представить в виде таблиц или графов. На практике измерение значения истинных значений параметров качества заготовок разбивают на интервалы таким образом, чтобы цена деления интервала (разность между максимальным и минимальным значением в пределах интервала) была несколько больше цены деления шкалы измерительного устройства, которым контролируется параметр качества.
Это позволяет компенсировать погрешность измерения показателей качества. В этом случае под частостью будет пониматься отношение числа заготовок, соответствующих каждому интервалу, к общему числу заготовок в выборке.
Распределение истинных параметров качества может быть представлено в виде:
 По оси абсцисс откладываются интервалы параметров качества, а по оси ординат соответствующие частоты m или частости m/n. В результате появляется ступенчатая линия 1 – гистограмма распределения. Если последовательно соединить между собой точки, соответствующие середине каждого интервала, будет ломаная линия 2 – эмпирическая кривая распределения (полигон распределения).
По оси абсцисс откладываются интервалы параметров качества, а по оси ординат соответствующие частоты m или частости m/n. В результате появляется ступенчатая линия 1 – гистограмма распределения. Если последовательно соединить между собой точки, соответствующие середине каждого интервала, будет ломаная линия 2 – эмпирическая кривая распределения (полигон распределения).
На основании построенных эмпирических кривых распределения определяют статистические характеристики эмпирического распределения.
 – среднее арифметическое значение случайной величины качества объектов обработки.
– среднее арифметическое значение случайной величины качества объектов обработки.
S – среднеквадратическое отклонение случайной величины х от  .
.


Li – среднее значение параметра качества для итого интервала, на которые разбито поле рассеяния параметров качества;
mi – частота (число значений параметра качества, соответствующее этому интервалу);
n – количество деталей в выборке;
N – число интервалов, на которые разбито поле рассеивания параметров качества.
При определении S по небольшим выборкам возникает погрешность ΔS, которая зависит от общего количества N, измеренных объектов обработки, и в отдельных случаях может быть весьма значительна.
Учитывая это, для предотвращения возможного появления брака при статистических исследованиях качества целесообразно действительное значение σ находить как: σ = p*S.
р – коэффициент, устанавливающий погрешность определения S при малых объёмах выборки n (р = f (n)).
При разных условиях обработки заготовок истинное распределение значений параметра качества может подчиняться различным математическим законам. В ТМС большинство эмпирических распределений близко к следующим теоретическим распределениям:
1) Закон нормального распределения (Гаусса);
2) Закон равнобедренного треугольника (Симпсона);
3) Закон эксцентриситета (Релея);
4) Закон равной вероятности;
5) Распределения, представляющие собой комбинации вышеперечисленных законов.
Фактическое поле рассеивания ω параметров качества заготовок, соответствующее этим теоретическим законам находится из приближенных выражений.
ω ≈ 6σ (закон Гаусса);
ω ≈ 4,9σ (закон Симпсона);
ω ≈ 3,46σ (равной вероятности);
ω ≈ 3,44σ (закон Релея).
Задача №8.1
По результатам измерений (табл. 4) линейных размеров валов от базового торца до уступа, обработанных на токарном полуавтомате, построить эмпирические гистограмму и полигон распределения. Проверить предположение о том, что распределение размеров подчинятся нормальному размеру закону. Определить параметры такого распределения.
Таблица 4
Отклонение линейных размеров валов (к задачам 8, 10)
| Номер строки
| Выборка №1
|
|
| 0,04
| 0,07
| 0,01
| -0,03
|
|
| 0,05
| 0,05
| 0,01
| -0,02
|
|
| 0,04
| 0,03
| -0,04
| -0,05
|
|
| 0,07
| 0,02
| -0,05
| -0,05
|
|
| -0,01
| 0,01
| -0,01
| -0,06
|
|
| -0,02
| -0,05
| 0,04
| -0,07
|
|
| 0,06
| -0,09
| -0,05
| 0,06
|
|
| -0,04
| -0,04
| -0,03
| 0,02
|
|
| -0,09
| -0,06
| -0,04
| 0,02
|
|
| -0,08
| -0,05
|
| -0,04
|
|
| -0,09
| -0,07
| -0,04
| 0,13
|
|
| -0,01
| -0,01
| 0,04
| 0,04
|
|
| -0,04
| -0,09
| -0,04
| -0,09
|
|
| -0,08
| -0,1
| -0,07
| -0,09
|
|
| -0,07
| 0,04
| -0,12
| -0,08
|
|
| -0,14
| -0,01
| -0,14
| 0,03
|
|
| -0,05
| -0,03
| -0,06
| -0,04
|
|
| -0,08
| 0,07
| -0,01
| -0,03
|
|
| -0,04
| 0,05
| -0,07
| -0,08
|
|
| -0,05
| -0,02
| -0,13
| -0,11
|
|
| -0,04
| 0,02
| -0,03
| -0,12
|
|
| -0,03
| 0,09
| 0,05
| -0,01
|
|
| -0,06
| -0,02
| -0,01
| -0,07
|
|
| -0,07
| 0,02
| -0,08
| 0,04
|
|
| -0,01
| 0,04
| -0,04
| 0,07
|
Рассматривая выборку № 1 (таблица 4), найдем максимальное и минимальное значения отклонения линейных размеров валов.
max= +0,13.
min= -0,14.
Поле рассеивания данного параметра качества ω= xmax–xmin = 0,13 – (-0,14) = 0,27 мм.
Строим гистограмму эмпирического распределения. Интервал равен 0,01. На основе гистограммы строим полигон эмпирического распределения отклонения линейных размеров валов, соединив середины вершин каждого столбца для всех интервалов.
 =-0,0251 =-0,0251
|
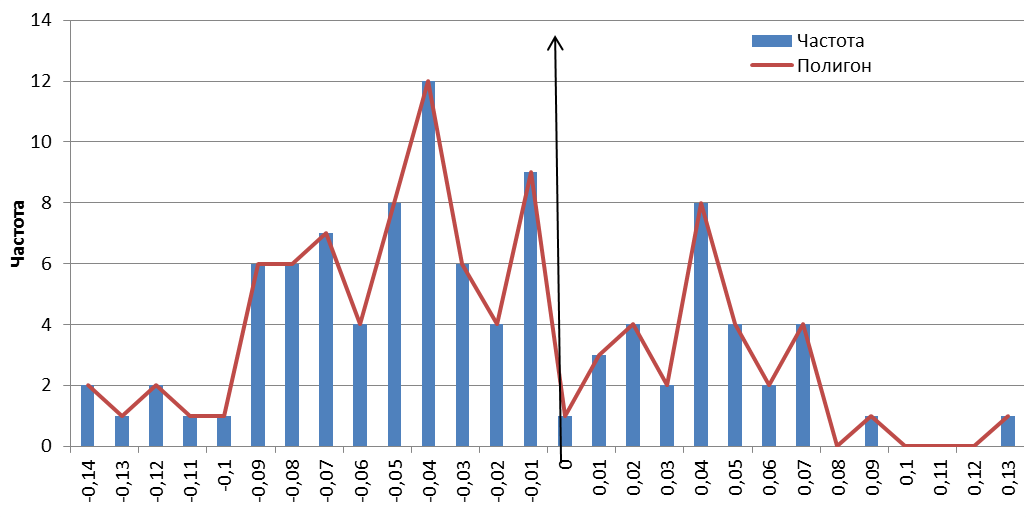
Рис. 1. Полигон эмпирического распределения отклонения линейных размеров валов.
Рассчитываем среднее арифметическое значение:
 ,
,
где n=100 шт, N=28 интервалов.

Находим среднее квадратическое отклонение:

Погрешность определения среднеквадратического отклонения равна ∆S=21,2 % (n=100).
Значение коэффициента p, учитывающего погрешность определения S, будет равно p=1,2.
Находим действительное значение среднеквадратического отклонения:

Проверяем предположение о подчинении распределения размеров нормальному закону.
ω≈6*σ, ω=0,28, тогда 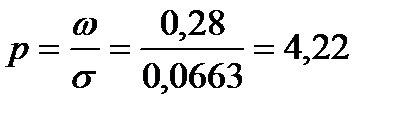
Значение коэффициента меньше 6, гипотеза о подчинении распределения размеров нормальному закону не подтверждается.
Вывод: По значению рассчитанного коэффициента можно сделать вывод о том, что эмпирическое распределение относится к закону равной вероятности.
Задача 9.3
По результатам измерений (табл. 5) шлифовальных отверстий диаметром ø80  проверить предположение о том, что распределение размеров подчиняется закону Гаусса.
проверить предположение о том, что распределение размеров подчиняется закону Гаусса.
Таблица 5
Результаты измерений шлифованных отверстий
| Диаметр вала, мм
| Частота повторяемости размера, m
|
| 80,057
|
|
| 80,052
|
|
| 80,050
|
|
| 80,047
|
|
| 80,043
|
|
| 80,040
|
|
| 80,038
|
|
| 80,034
|
|
| 80,031
|
|
| 80,029
|
|
| 80,024
|
|
Решение
Рассмотрим выборку в столбце 3 варианта.
Максимальное значение: 80,057 мм.
Минимальное значение: 80,024 мм.
Поле рассеивания данного параметра качества ω= xmax – xmin = 80,057 –80,024 = 0,033 мм.
Определим статистические характеристики эмпирического распределения.
1. Среднее арифметическое
В нашем примере n=118 шт, N=11 интервалов.
 мм
мм
2. Среднее квадратическое отклонение
Для нашего случая значение среднего квадратического отклонения равно
 мм
мм
Погрешность определения среднеквадратического отклонения для нашего случая равна ∆S≈20,084 % (n=118).
Значение коэффициента p, учитывающего погрешность определения S, будет равно p≈1,191.
Исходя из этого, действительное значение среднеквадратического отклонения будет равно

Для проверки предположения о подчинении распределения размеров нормальному закону выполним следующее. Известно, что ω≈6*σ.
В нашем случае ω=0,033. Тогда
Вывод: по значению рассчитанного коэффициента можно сделать заключение о том, что эмпирическое распределение близко к закону Симпсона.
Задача 10.3
По данным задачи 8.1 определить, по какому квалитету точности может быть выполнена токарная обработка валов, если номинальный размер от базового торца до уступа равен 28, 52 и 165 мм.
Решение
Поле рассеяния выборки №1 равно ω=0,27.
Определим по какому квалитету может быть выполнена токарная обработка валов для следующих номинальных размеров от базового торца до уступа:
1) при ø28мм квалитет 13;
2) при ø52мм квалитет 12;
3) при ø165мм квалитет 12.
Вывод: При увеличении номинального диаметра при одинаковом поле рассеивания квалитет уменьшается.






