Исходные данные для статистических исследований качества объекта обработки.
Статистические исследования качества объектов обработки выполняются на основании выборок, объём которых должен быть достаточно велик (не менее 25-30 объектов обработки). Выборка по конкретному параметру качества представляет собой результаты наблюдения или исследования этого параметра качества и сводится в таблицу в порядке их получения в виде фактических значений параметров качества или их отклонений от номинального значения. Если значения параметров качества получают измерениями, то измерения осуществляются устройствами с погрешностью измерения не боле 0,2 допуска на контрольный параметр качества. Эти результаты представляют собой первичную информацию, анализ которой позволяет установить эмпирические параметры распределения случайной величины показателя качества объекта обработки. Этими параметрами любого распределения случайной величины являются:
 – среднее арифметическое значение случайной величины х;
– среднее арифметическое значение случайной величины х;
 , где хi –действительное значение случайной величины х; n – число наблюдений (испытаний) величины х.
, где хi –действительное значение случайной величины х; n – число наблюдений (испытаний) величины х.
 - среднее квадратическое отклонение случайной величины х от ;
- среднее квадратическое отклонение случайной величины х от ;
В математической статистике кроме σ широко используется статистическая характеристика, которую называют дисперсией: S= σ2. Она характеризует поле рассеивания случайной величины относительно среднеарифметического значения.
Важной характеристикой эмпирического распределения показателей качества является поле рассеяния ω (размах) случайной величины х:
где  -соответственно наибольшее и наименьшее значение параметра качества в выборке.
-соответственно наибольшее и наименьшее значение параметра качества в выборке.
Задача №1.3
Определить среднее значение параметра шероховатости Ra и среднее квадратическое отклонение σRa (для каждой из мгновенных выборок, а также для всех выборок) по результатам измерения шлифовальных поверхностей валов (табл.1) задавшись доверительной вероятностью (1-α), определить доверительные интервалы для величин Ra и σRa.
Таблица 1
Значение параметров шероховатости Ra, мкм, шлифовальных поверхностей валов.
| Номер детали в выборке
| Номер выборки
|
|
|
|
|
|
|
|
| 0,75
| 0,68
| 0,79
| 0,63
| 0,60
|
|
| 0,78
| 0,72
| 0,70
| 0,63
| 0,65
|
|
| 0,76
| 0,64
| 0,62
| 0,80
| 0,70
|
|
| 0,60
| 0,70
| 0,65
| 0,82
| 0,75
|
|
| 0,61
| 0,81
| 0,74
| 0,72
| 0,80
|
Решение
Рассмотрим малую выборку.
Определим значение параметра шероховатости  и среднее квадратическое отклонение σRa по результатам измерений шлифовальных поверхностей валов.
и среднее квадратическое отклонение σRa по результатам измерений шлифовальных поверхностей валов.
Среднее арифметическое значение
Среднее квадратическое отклонение равно
Рассмотрим большую выборку и определим значения тех же самых параметров для нее.
Среднее арифметическое значение

Среднее квадратическое отклонение равно
Перейдем ко второй части задачи. Определим доверительные интервалы для величин и σRa. Уровень значимости принимаем равным α = 0,05. Доверительная вероятность в этом случае будет равна P = 1-α = 0,95.
Доверительный интервал для величины Ra определим по следующей формуле:
1. Для мгновенной выборки (n=5, m=4)
tкр = 2,776



2. Для всех выборок (n=25, m=24)
tкр = 2,064



Определим доверительный интервал для величины σRa, используя данные из таблицы коэффициентов χm,q.
Общая формула имеет вид

1. Для мгновенной выборки (n=5, m=4)


2. Для всех выборок (n=25, m=24)


Вывод: чем меньше объем выборки, тем больше ее доверительный интервал. Кроме того, с увеличением объема выборки точность определения ее параметров увеличивается.
Задача №2
Определить среднеквадратическое отклонение σRa параметра шероховатости Ra методом размахов по данным задачи 1.
Решение
Для определения величины размаха воспользуемся следующей формулой
В предположении, что закон распределения параметра качества подчиняется закону нормального распределения w≈6σ.
1. Для мгновенной выборки (1 столбец, n=5)


2. Для всех выборок (n=25)


Вывод: при расчете среднего квадратического отклонения аналитическим методом размах значения получился меньше (для первой выборки – в 3 раза; для общей выборки – в 2 раза), такой расчет дает более точный и верный результат.
Задача №3
На токарном полуавтомате изготавливают втулки. Из партии втулок взята выборка объемом n=20 и измерены наружные диаметры втулок. По результатам измерений подсчитаны средний диаметр  =60,12 мм и среднее квадратическое отклонение σ=0,322 мм. Полуавтомат настроен на размер d0=60 мм. Проверить правильность настройки станка.
=60,12 мм и среднее квадратическое отклонение σ=0,322 мм. Полуавтомат настроен на размер d0=60 мм. Проверить правильность настройки станка.
Решение
Уровень значимости принимаем равным α = 0,05. Доверительная вероятность в этом случае будет равна P = 1-α = 0,95.
Определим критерий Стьюдента.
Определим доверительный интервал ∆




Вывод: станок настроен верно, так как настроечный размер попадает в доверительный интервал.
Задача №4
Погрешность закрепления εз в пневматическом приспособлении характеризуется средним квадратическим отклонением σ=0,224 мкм. Приспособление было усовершенствованно для стабилизации силы закрепления. Погрешности закрепления на новом приспособлении следующее: 0,6; 0,5; 0,4; 0,5; 0,3 мкм. Можно ли считать усовершенствование эффективным?
Решение
Для начала определимся с термином эффективное усовершенствование. Эффективным будет являться такое усовершенствование, при котором поле рассеяния приспособления уменьшится, в сравнении с полем рассеяния приспособления до усовершенствования.
Выразим неравенством эффективное усовершенствование
 ,
,
где σ1 – поле рассеяния до усовершенствования, σ2 – поле рассеяния после усовершенствования.

Определим σ2

По результатам вычисления видно, что σ1>σ2.
Вывод: так как новое значение поля рассеяния меньше, усовершенствование приспособления можно считать эффективным.
Задача №5
На двух станках изготавливают втулки. Результаты измерений 10 деталей, изготовленных на первом станке и 8 деталей, изготовленных на втором станке, приведены в табл. 2.
Таблица 2
Исходные данные к задаче 5
| d1 ,мм
| 30,02
| 30,12
| 30,24
| 30,16
| 30,20
| 30,08
| 30,16
| 29,98
| 30,00
| 29,96
|
| d2,мм
| 30,02
| 30,04
| 30,06
| 30,08
| 30,05
| 30,24
| 29,98
| 30,10
|
|
|
Проверить предположение о том, что станки обладают различной точностью.
Решение
Первоначально определим среднее арифметическое и среднее квадратическое для первого и второго станка.


Следующий шаг - расчет дисперсий
 мм2
мм2
 мм2
мм2
Рассчитаем критерий Фишера, который представляет собой отношение дисперсий, по следующей формуле:
В нашем случае S1>S2, поэтому отношение не изменяется.
Для нашего случая критическое значение критерия Фишера равно
Fкр = 3,45
F<Fкр
Это говорит об отсутствии значительного различия в дисперсиях, то есть может быть принята гипотеза о равенстве двух значений. Следовательно, можно сделать вывод, что оба станка настроены с одинаковой точностью.
Рассчитаем t-критерий Стьюдента, который вычисляется по следующей формуле:
 ,
,
где x1и x2– выборочные средние, S|x| - средневзвешенное среднее квадратическое отклонение.
Величины средневзвешенного среднего квадратического отклонения определим через средневзвешенную дисперсию.
Средневзвешенная дисперсия определяется по формуле
Для нашего случая значение средневзвешенной дисперсии равно

Средневзвешенное среднее квадратическое отклонение равно

Тогда t-критерий Стьюдента равен
Для нашего случая критическое значение t-критерия Стьюдента равно
tкр = 2,12
t < tкр
Вывод: поскольку оба критерия имеют значения меньше критических, то теорию о равенстве дисперсий принимаем, следовательно, станки обладают одинаковой точностью.
Задача №6
По результатам измерения диаметров пяти валов, обработанных на токарном полуавтомате, сразу после настройки станка и через некоторый промежуток времени получены следующие значения выборочных средних:  и
и  дисперсий
дисперсий  и
и  . Определить изменится ли настроечный размер.
. Определить изменится ли настроечный размер.
Решение
Рассчитаем критерий Фишера, который представляет собой отношение дисперсий, по следующей формуле:
В нашем случае S1<S2, поэтому отношение изменяется на противоположное.
Для нашего случая критическое значение критерия Фишера равно
Fкр = 6,4
F < Fкр
Рассчитаем t-критерий Стьюдента, который вычисляется по следующей формуле:
,
где x1и x2– выборочные средние, S|x| - средневзвешенное среднее квадратическое отклонение.
Величины средневзешенного среднего квадратического отклонения определим через средневзвешенную дисперсию.
Средневзвешенная дисперсия определяется по формуле
Для нашего случая значение средневзвешенной дисперсии равно

Средневзвешенное среднее квадратическое отклонение равно

Тогда t-критерий Стьюдента равен
Для нашего случая критическое значение t-критерия Стьюдента равно
tкр = 2,306
t<tкр
Вывод: поскольку оба критерия имеют значения меньше критических, гипотеза о равенстве двух средних принимается, следовательно, настроечный размер станка с течением времени не изменился.
Задача №7.3
Сравнить среднее значение наибольшей высоты профиля шероховатости  шлифованных поверхностей валов на двух технологических режимах в зависимости от уровня значимости
шлифованных поверхностей валов на двух технологических режимах в зависимости от уровня значимости  объёма n мгновенных выборок и дисперсий σ2 (табл. 3).
объёма n мгновенных выборок и дисперсий σ2 (табл. 3).
Таблица 3
Исходные данные к задаче 7.1
| Вариант
| Уровень значимости
α
| Объем выборки
| Шероховатость, мкм
| Дисперсия, мкм2
|
| n1
| n2
| Rmax1
| Rmax2
| 
| 
|
|
| 0.05
|
|
| 12,5
|
| 1,2
| 3,4
|
Решение
Уровень значимости в данной задаче α = 0,05. Доверительная вероятность в этом случае P = 1-α = 0,95.
Рассчитаем критерий Фишера, который представляет собой отношение дисперсий, по следующей формуле:
В нашем случае S1<S2, поэтому отношение изменяется на противоположное.
Для нашего случая критическое значение критерия Фишера равно
Fкр = 3,75; F < Fкр
Рассчитаем t-критерий Стьюдента, который вычисляется по следующей формуле:
,
где x1и x2– выборочные средние, S|x| - средневзвешенное среднее квадратическое отклонение.
Величины средневзешенного среднего квадратического отклонения определим через средневзвешенную дисперсию.
Средневзвешенная дисперсия определяется по формуле
Для нашего случая значение средневзвешенной дисперсии равно

Средневзвешенное среднее квадратическое отклонение равно

Тогда t-критерий Стьюдента равен
Для нашего случая критическое значение t-критерия Стьюдента равно
tкр = 2,145
t<tкр
Вывод: поскольку оба критерия имеют значения меньше критических, то гипотеза о незначительном различии средних подтверждается, следовательно, можно утверждать, что средние шероховатости на двух участках при различных технологических режимах отличаются не существенно.
Задача №8.1
По результатам измерений (табл. 4) линейных размеров валов от базового торца до уступа, обработанных на токарном полуавтомате, построить эмпирические гистограмму и полигон распределения. Проверить предположение о том, что распределение размеров подчинятся нормальному размеру закону. Определить параметры такого распределения.
Таблица 4
Отклонение линейных размеров валов (к задачам 8, 10)
| Номер строки
| Выборка №1
|
|
| 0,04
| 0,07
| 0,01
| -0,03
|
|
| 0,05
| 0,05
| 0,01
| -0,02
|
|
| 0,04
| 0,03
| -0,04
| -0,05
|
|
| 0,07
| 0,02
| -0,05
| -0,05
|
|
| -0,01
| 0,01
| -0,01
| -0,06
|
|
| -0,02
| -0,05
| 0,04
| -0,07
|
|
| 0,06
| -0,09
| -0,05
| 0,06
|
|
| -0,04
| -0,04
| -0,03
| 0,02
|
|
| -0,09
| -0,06
| -0,04
| 0,02
|
|
| -0,08
| -0,05
|
| -0,04
|
|
| -0,09
| -0,07
| -0,04
| 0,13
|
|
| -0,01
| -0,01
| 0,04
| 0,04
|
|
| -0,04
| -0,09
| -0,04
| -0,09
|
|
| -0,08
| -0,1
| -0,07
| -0,09
|
|
| -0,07
| 0,04
| -0,12
| -0,08
|
|
| -0,14
| -0,01
| -0,14
| 0,03
|
|
| -0,05
| -0,03
| -0,06
| -0,04
|
|
| -0,08
| 0,07
| -0,01
| -0,03
|
|
| -0,04
| 0,05
| -0,07
| -0,08
|
|
| -0,05
| -0,02
| -0,13
| -0,11
|
|
| -0,04
| 0,02
| -0,03
| -0,12
|
|
| -0,03
| 0,09
| 0,05
| -0,01
|
|
| -0,06
| -0,02
| -0,01
| -0,07
|
|
| -0,07
| 0,02
| -0,08
| 0,04
|
|
| -0,01
| 0,04
| -0,04
| 0,07
|
Рассматривая выборку № 1 (таблица 4), найдем максимальное и минимальное значения отклонения линейных размеров валов.
max= +0,13.
min= -0,14.
Поле рассеивания данного параметра качества ω= xmax–xmin = 0,13 – (-0,14) = 0,27 мм.
Строим гистограмму эмпирического распределения. Интервал равен 0,01. На основе гистограммы строим полигон эмпирического распределения отклонения линейных размеров валов, соединив середины вершин каждого столбца для всех интервалов.
 =-0,0251 =-0,0251
|
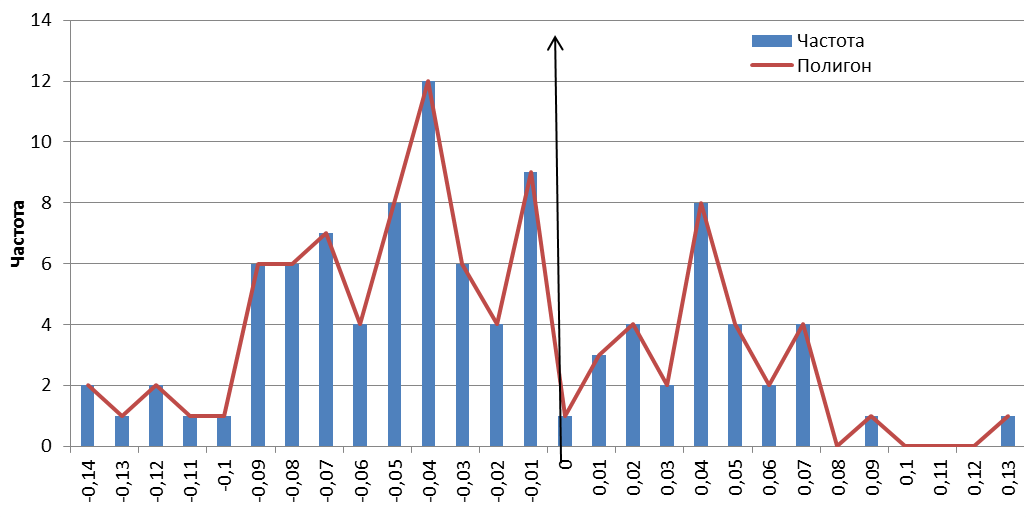
Рис. 1. Полигон эмпирического распределения отклонения линейных размеров валов.
Рассчитываем среднее арифметическое значение:
 ,
,
где n=100 шт, N=28 интервалов.

Находим среднее квадратическое отклонение:

Погрешность определения среднеквадратического отклонения равна ∆S=21,2 % (n=100).
Значение коэффициента p, учитывающего погрешность определения S, будет равно p=1,2.
Находим действительное значение среднеквадратического отклонения:

Проверяем предположение о подчинении распределения размеров нормальному закону.
ω≈6*σ, ω=0,28, тогда 
Значение коэффициента меньше 6, гипотеза о подчинении распределения размеров нормальному закону не подтверждается.
Вывод: По значению рассчитанного коэффициента можно сделать вывод о том, что эмпирическое распределение относится к закону равной вероятности.
Задача 9.3
По результатам измерений (табл. 5) шлифовальных отверстий диаметром ø80  проверить предположение о том, что распределение размеров подчиняется закону Гаусса.
проверить предположение о том, что распределение размеров подчиняется закону Гаусса.
Таблица 5
Результаты измерений шлифованных отверстий
| Диаметр вала, мм
| Частота повторяемости размера, m
|
| 80,057
|
|
| 80,052
|
|
| 80,050
|
|
| 80,047
|
|
| 80,043
|
|
| 80,040
|
|
| 80,038
|
|
| 80,034
|
|
| 80,031
|
|
| 80,029
|
|
| 80,024
|
|
Решение
Рассмотрим выборку в столбце 3 варианта.
Максимальное значение: 80,057 мм.
Минимальное значение: 80,024 мм.
Поле рассеивания данного параметра качества ω= xmax – xmin = 80,057 –80,024 = 0,033 мм.
Определим статистические характеристики эмпирического распределения.
1. Среднее арифметическое
В нашем примере n=118 шт, N=11 интервалов.
 мм
мм
2. Среднее квадратическое отклонение
Для нашего случая значение среднего квадратического отклонения равно
 мм
мм
Погрешность определения среднеквадратического отклонения для нашего случая равна ∆S≈20,084 % (n=118).
Значение коэффициента p, учитывающего погрешность определения S, будет равно p≈1,191.
Исходя из этого, действительное значение среднеквадратического отклонения будет равно

Для проверки предположения о подчинении распределения размеров нормальному закону выполним следующее. Известно, что ω≈6*σ.
В нашем случае ω=0,033. Тогда
Вывод: по значению рассчитанного коэффициента можно сделать заключение о том, что эмпирическое распределение близко к закону Симпсона.
Задача 10.3
По данным задачи 8.1 определить, по какому квалитету точности может быть выполнена токарная обработка валов, если номинальный размер от базового торца до уступа равен 28, 52 и 165 мм.
Решение
Поле рассеяния выборки №1 равно ω=0,27.
Определим по какому квалитету может быть выполнена токарная обработка валов для следующих номинальных размеров от базового торца до уступа:
1) при ø28мм квалитет 13;
2) при ø52мм квалитет 12;
3) при ø165мм квалитет 12.
Вывод: При увеличении номинального диаметра при одинаковом поле рассеивания квалитет уменьшается.
Задача 11
Определить, возможна ли на токарном полуавтомате обработки валов диаметром ø40-0,25 мм с заданным отклонением, если выборочные среднее и среднее квадратическое отклонения, вычисленные по результатам измерений n=20 деталей, составили  =39,88 мм и σ =0,025 мм.
=39,88 мм и σ =0,025 мм.
Решение
Для того, чтобы была возможна обработка валов на токарном полуавтомате ø40-0,25 мм с заданным отклонением необходимо выполнение следующего условия: поле рассеивания входит в поле допуска.
 ;
; 
Определим поле рассеивания
Первоначально найдем действительное значение среднего квадратического отклонения по формуле
p = 1,41




В результате получаем следующие неравенства
1. Для поля рассеивания
39,77425 ≤ 39,88 ≤ 39,98575
2. Для поля допуска
39,75 ≤ 39,875 ≤ 40
Вывод: Обработка возможна, т.к. поле рассеивания не превышает допуск на размер.
Задача 12
На револьверном станке обрабатывают партию валов 300 шт. диаметром 30-0,1мм. По результатам измерения пробных валов величины среднего и среднего квадратического отклонений составляют =29,97 мм и σ =0,019 мм. Определить число годных и бракованных деталей.
Решение
Найдем действительное значение среднего квадратического отклонения по формуле
p = 1,12 (n=300)


Найдем числовые значения всех параметров, необходимых для графика распределения размеров детали




Построим график нормального распределения с учетом поля рассеивания и поля допуска.
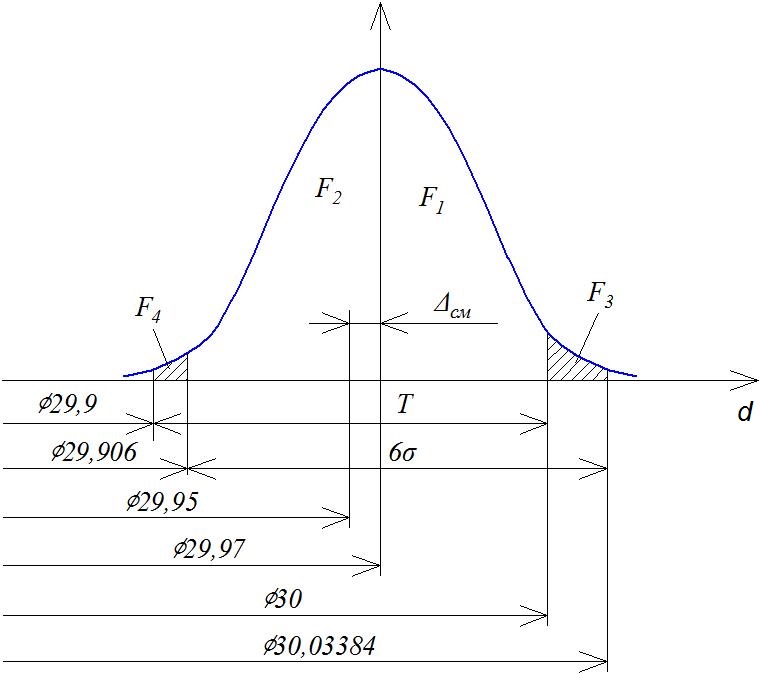
Рис 8. График нормального распределения с учетом полей рассеяния и допуска
Определим количество годных и бракованных деталей, рассчитав значение площадей.



Количество годных деталей 0,92022*300 = 276
Количество негодных деталей 300-276 = 24
Среди негодных деталей все имеют исправимый брак.
Вывод: количество годных деталей в партии равно 276 шт.; количество негодных деталей в партии равно 24 шт. (брак исправимый).
Задача 13.3
Определить количество годных деталей исправимого и неисправимого брака при обработке на токарном полуавтомате партии валов 450 шт. диаметром ø40-0,16 мм, если среднее квадратическое отклонение σ и величина смещения ∆см =  -dср, вычисленные по результатам измерений пробных валов, имеют значения:
-dср, вычисленные по результатам измерений пробных валов, имеют значения:  ; ∆см= - 0,02 мм.
; ∆см= - 0,02 мм.
Решение
Найдем действительное значение среднего квадратического отклонения по формуле
p = 1,105 (n=450)


Найдем числовые значения всех параметров, необходимых для графика распределения размеров детали




Построим график нормального распределения с учетом поля рассеивания и поля допуска.
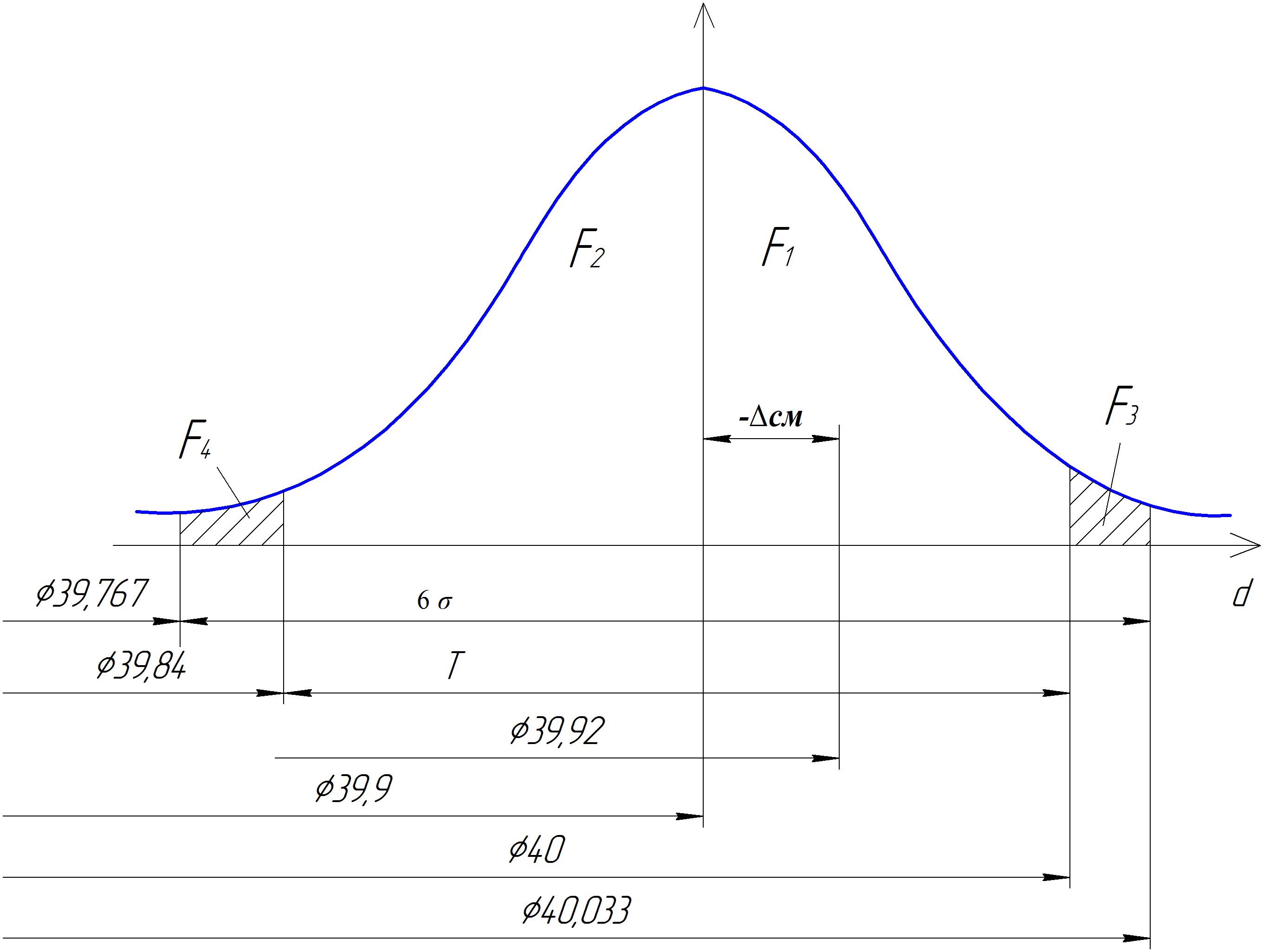
Рис 9. График нормального распределения с учетом полей рассеяния и допуска
Определим количество годных и бракованных деталей, рассчитав значение площадей.


Количество годных деталей: 0,9012*450 = 405
Исправимый брак: (0,5-0,4131)*450 = 40
Неисправимый брак: (0,5-0,4881)*450 = 5
Вывод: количество годных деталей в партии равно 405 штук; количество негодных деталей в партии равно 45 штук (из них 40 штук – исправимый брак, 5 штук – неисправимый брак).
Задача 14
Определить количество годных деталей исправимого и неисправимого брака при растачивании отверстий диаметром  мм в партии корпусных деталей 200 шт., если среднее квадратическое отклонение по результатам измерении пробных деталей составило σ = 0,026 мм и смещения кривой распределения размеров относительно середины поля допуска не происходит.
мм в партии корпусных деталей 200 шт., если среднее квадратическое отклонение по результатам измерении пробных деталей составило σ = 0,026 мм и смещения кривой распределения размеров относительно середины поля допуска не происходит.
Решение
Найдем действительное значение среднего квадратического отклонения по формуле
p = 1,15 (n=200)



 , т.к. смещения нет
, т.к. смещения нет


Построим график нормального распределения с учетом поля рассеивания и поля допуска.
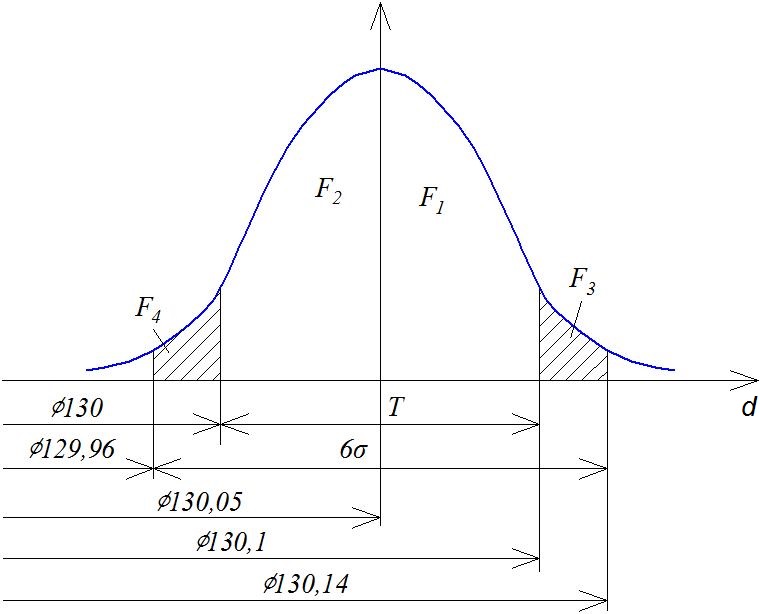
Рис. 10. График нормального распределения с учетом полей рассеяния и допуска
Определим количество годных и бракованных деталей, рассчитав значение площадей.


Количество годных деталей 0,905*200 = 181
Количество негодных деталей 200-181 = 19
Определим, какая часть из негодных деталей имеет исправимый брак, а какая – неисправимый.
Неисправимый брак

200*0,0475 ≈ 10
Исправимый брак

200*0,0475 ≈ 9
Вывод: количество годных деталей в партии равно 181 шт.; количество негодных деталей в партии равно 19 шт.; из них 10 шт. имеет неисправимый брак, 9 шт. – исправимый брак.
Корректировка технологических процессов в ходе производства с помощью выборочных показателей качества, выполнение анализа точности обработки с использованием контрольных карт средних арифметических значений, размахов и средних квадратических отклонений.
Задача 15
В процессе шлифования плоских деталей извлечено 24 выборки объемом  c интервалом в 20 мин. По результатам измерения параметра шероховатости
c интервалом в 20 мин. По результатам измерения параметра шероховатости  найдены его средние значения
найдены его средние значения  и фактические поля рассеяния ω (табл. 4). Построить контрольные карты средних арифметических значений и размаха. Рассчитать границы регулирования, если рассматриваемый процесс шлифования характеризуется средним квадратическим отклонением
и фактические поля рассеяния ω (табл. 4). Построить контрольные карты средних арифметических значений и размаха. Рассчитать границы регулирования, если рассматриваемый процесс шлифования характеризуется средним квадратическим отклонением  .
.
Решение
Построим контрольную карту средних арифметических значений (рис.11).
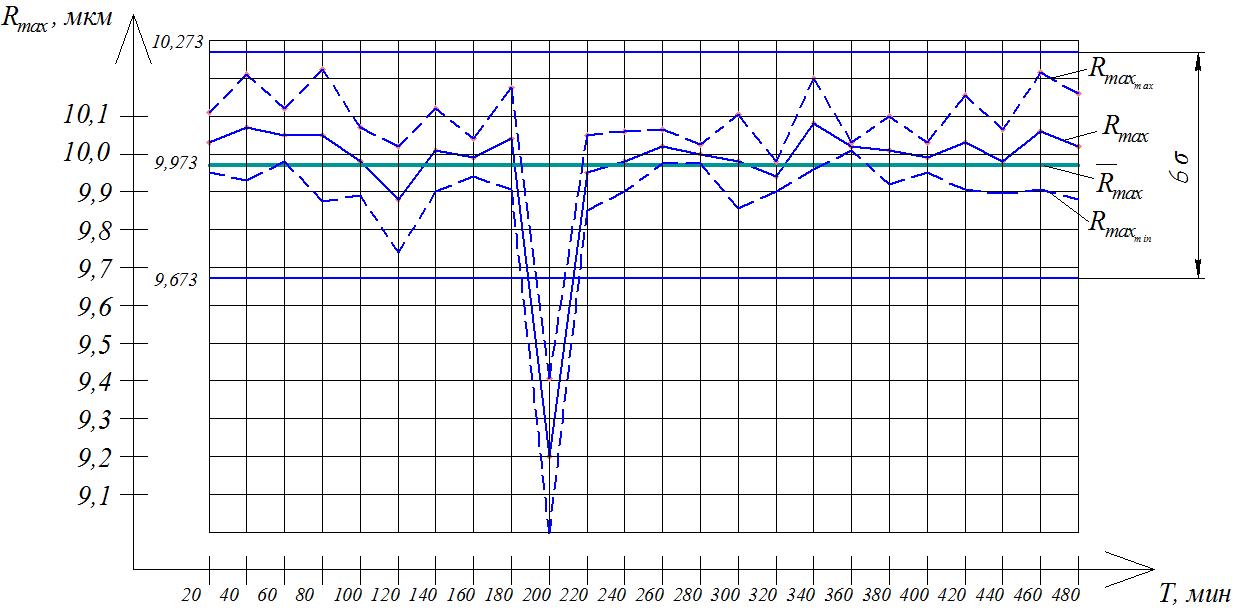
Рис. 11. Контрольная карта средних арифметических значений и размаха
Среднее арифметическое значение параметра шероховатости  рассчитывалось по формуле:
рассчитывалось по формуле:



Найдем действительное значение среднего квадратического отклонения по формуле
 ;
; 


Вывод: по результатам, приведенным в таблице была построена контрольная карта средних арифметических значений и размаха, по которой были рассчитаны границы регулирования (рассматриваемый процесс шлифования характеризуется средним квадратическим отклонением σ=0,1 мкм).
Задача №16
По данным задачи 15 определить моменты правки шлифовального круга, предполагая, что изменение высотного параметра шероховатости связано с износом рабочей поверхности шлифовального круга.
Решение
Исходя из контрольной карты, приведенной в задаче №15, правку шлифовального круга следует выполнить спустя 180 мин после начала обработки, поскольку в этот момент значение Rmaxвыходит за границы Rmaxmin(границы регулирования).
Исходные данные для статистических исследований качества объекта обработки.
Статистические исследования качества объектов обработки выполняются на основании выборок, объём которых должен быть достаточно велик (не менее 25-30 объектов обработки). Выборка по конкретному параметру качества представляет собой результаты наблюдения или исследования этого параметра качества и сводится в таблицу в порядке их получения в виде фактических значений параметров качества или их отклонений от номинального значения. Если значения параметров качества получают измерениями, то измерения осуществляются устройствами с погрешностью измерения не боле 0,2 допуска на контрольный параметр качества. Эти результаты представляют собой первичную информацию, анализ которой позволяет установить эмпирические параметры распределения случайной величины показателя качества объекта обработки. Этими параметрами любого распределения случайной величины являются:
– среднее арифметическое значение случайной величины х;
, где хi –действительное значение случайной величины х; n – число наблюдений (испытаний) величины х.
- среднее квадратическое отклонение случайной величины х от ;
В математической статистике кроме σ широко используется статистическая характеристика, которую называют дисперсией: S= σ2. Она характеризует поле рассеивания случайной величины относительно среднеарифметического значения.
Важной характеристикой эмпирического распределения показателей качества является поле рассеяния ω (размах) случайной величины х:
где -соответственно наибольшее и наименьшее значение параметра качества в выборке.
Определение показателей качества на основе статистической обработки выборок, с оценкой достоверности полученных значений методом доверительных интервалов
Выборочные числовые характеристики являются надежными количественными оценками генеральных характеристик лишь при большом объеме выборки. При ограниченных объемах испытаний необходимо указать степень точности и надежности оценок генеральных характеристик. Представление о точности и надежности оценок дают доверительные интервалы.
Для любого малого уровня значимости α можно указать значение  , при котором
, при котором  , где
, где  является выборочной характеристикой для параметра
является выборочной характеристикой для параметра  .
.
Если многократно повторять выборки и каждый раз находить доверительные интервалы, то с доверительной вероятностью  , доверительные интервалы накроют истинное значение параметра .
, доверительные интервалы накроют истинное значение параметра .
Относительное отклонение выборочного среднего  от генерального среднего
от генерального среднего  определяются величиной t распределения Стьюдента
определяются величиной t распределения Стьюдента
 ,
,
где  – выборочное среднее квадратическое отклонение среднего случайной величины.
– выборочное среднее квадратическое отклонение среднего случайной величины.
Среднее квадратическое отклонение среднего арифметического взаимно независимых случайных величин в  раз меньше средне квадратического отклонения S каждой из величин. С учетом этого
раз меньше средне квадратического отклонения S каждой из величин. С учетом этого  .
.
Следовательно, ошибку  определения
определения  можно записать так:
можно записать так:
 .
.
Таким образом можно написать
 .
.
За






