Лабораторная работа 5
Цель работы:
· изучение основных параметров резьбы, расчет их величин и расшифровка условного обозначения резьбы.
· ознакомление с назначением, конструкцией резьбовых калибров и допусками на них.
· ознакомление с методами измерения элементов профиля метрической резьбы.
· ознакомление с назначением, устройством и приемами работы на инструментальном микроскопе. Измерение элементов резьбового калибра.
Материально-техническое обеспечение работы
1. Инструментальный микроскоп типа ММИ или БМИ.
2. Контрольный валик для настройки микроскопа.
3. Объект измерения - резьбовой проходной калибр-пробка.
Порядок выполнения работы
1. Для заданного условного обозначения внутренней резьбы определить и записать в отчет элементы профиля резьбы гайки:
− наружный диаметр резьбы D;
− шаг P (табл.П.4.1): средний диаметр D 2 (табл. П.4.3); половину угла профиля α/2=30°;
− длину свинчивания (табл.П.4.2);
− допуск на средний диаметр гайки TD 2 (табл. П.4.4), основные отклонения диаметров внутренней резьбы EID 1 = EID 2 (табл. П.4.5).
2. Определить в зависимости от допуска гайки TD 2: допуск TPL,его смещение ZPL ., а так же предел износа WGO калибра-пробки по табл. П.4.6 и записать в отчет в мм.
3. Определить предельные отклонения угла наклона боковой стороны профиля резьбы калибра T α/2 по табл.П.4.7.
4.Для определения предельного отклонения шага резьбы измерить линейкой рабочую длину резьбы калибра, используя данные табл. П.4.2. Найти допуск шага калибра Tp по табл.П.4.8.
5. Подсчитать предельные размеры параметров проходного резьбового калибра, используя формулы табл. П.4.9, записать в отчет.
6. Ознакомиться с устройством и работой на инструментальном микроскопе по п.п. 2.4.3.
7. Измерить элементы dk; P; α/2 резьбового проходного калибра-пробки и сделать заключение о годности по каждому параметру.
Измерение наружного диаметра резьбы dk
Для измерения наружного диаметра dk резьбы следует выполнить следующие процедуры:
1. Осуществить настройку микроскопа по методике, описанной в п.п. 2.4.3.
2. Снять контрольный валик и закрепить в центрах измеряемый резьбовой калибр, располагая резьбу симметрично относительно расхода микровинтов. Для БМИ установить, если нужно, концевую меру между торцом микровинта и упорной площадкой в корпусе стола.
3.Подобрать наилучшее освещение измеряемой детали, вращая кольцо диафрагмы.
4.Наклонить колонку 7 на угол подъема резьбы (примерно 1°30' - 2°30') до четкой видимости правой и левой сторон профиля резьбы.
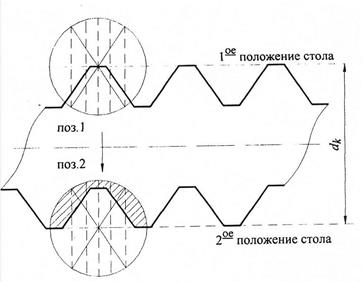
Рис. 32. Измерение наружного диаметра калибра-пробки d k
5. С помощью поперечного микровинта 21 (рис. 27) переместить стол с резьбовым калибром до совмещения изображения вершин профиля с горизонтальной штриховой линией сетки поз. 1 (рис. 32, 1-е положение стола), произвести отсчет I по микровинту 21 и записать его в отчет как первое показание прибора.
6. Далее переместить стол до совмещения изображения вершин профиля противоположной стороны резьбы с той же штриховой линией сетки поз. 2 (второе положение стола), произвести отсчет II по поперечному микровинту 21, записать его в отчет как второе показание прибора.
7. Разность показаний прибора равна величине наружного диаметра резьбы d k изм. Измерения повторяют два раза для устранения влияния мертвого хода микровинта на результат измерения. Действительное значение диаметра d ke определяют как среднее арифметическое из 2-х измерений и по нему дают заключение о годности резьбы калибра по d k. Условие годности наружного диаметра резьбы калибра-пробки: dk min ≤ dk e ≤ dk max
Измерение шага резьбы P
1. Измерение шага резьбы производится по правой и левой сторонам профиля (рис. 33). При измерении шага резьбы P визируется одна из боковых сторон профиля центральной пунктирной линией штриховой сетки. Для этого штриховую сетку необходимо повернуть на угол, равный половине действительного угла профиля резьбы.
Действуя маховичком 8 (рис. 27) и используя продольное и поперечное перемещения, добиться совпадения центральной пунктирной линии сетки с одной из боковых сторон профиля (правой, поз.1, рис. 33). В этом положении произвести отсчет по продольному микровинту 16 и записать его в отчет как 1-е показание прибора.
2. Затем переместить стол в продольном направлении так, чтобы центральная пунктирная линия совпадала с той же самой (правой, поз.2) стороной профиля следующего витка, снять второе показание по микровинту 8 и записать его как 2-е показание прибора.
3. Шаг Р изм определить как разность этих двух показаний.
4. Повторить измерения для соседних витков. Измерение шага по левой стороне аналогично.

Рис. 33. Измерение шага резьбы калибра-пробки ПР
5. Действительное значение шага P e, определить как среднее арифметическое из четырех измерений и по нему сделать заключение о годности резьбы калибра по шагу. Условие годности:
Р max ≥ P e ≥ P min
Измерение угла наклона боковых сторон профиля калибра α/2
1. При измерении угла наклона боковых сторон профиля различают условно правую и левую половины угла (α/2пр и α/2лев) (рис. 34). Угол наклона боковых сторон профиля измеряют при помощи угломерной шкалы окулярной головки 11 (рис. 27). Для исключения систематических ошибок измерения, являющихся результатом отклонения от параллельности оси резьбы продольному направлению перемещения стола, угол следует измерять в одном осевом сечении, но с двух диаметрально противоположных сторон: правую половину угла профиля вверху α/2 (I) и внизу α/2 (II), левую половину профиля вверху α/2 (III) и внизу α/2 (IV).

Рис. 34. Измерение угла наклона боковых сторон профиля калибра-пробки ПР
2. Вращая маховичок 8, установить нулевое показание градусной и минутной шкал (эта же установка соответствует положению шкал 360°). При этом положении горизонтальная штриховая линия сетки должна быть расположена вдоль оси измеряемого резьбового калибра, а вертикальная окажется перпендикулярной линии центров.
3. Установить перекрестие линий штриховой сетки примерно в середине высоты витка по левой стороне профиля (рис. 34, поз. 1). Записать в отчете показание градусной шкалы как 1-е (360° для α/2 (III)). После этого маховичком 8 повернуть штриховую вертикальную линию до совмещения с боковой стороной (поз. 2) профиля резьбы. Записать в отчет 2-е показание градусной шкалы.
4. Разница показаний двух положений будет соответствовать значению половины угла α/2 (III).
5. Измерения повторить на соседнем витке. Затем поперечным винтом 16 стол перевести в положение, при котором были бы видны диаметрально противоположные витки резьбы. Измерение повторить дважды для α/2 (IV). Первое показание прибора 0°. Аналогично на двух соседних витках измерить правые половины угла α/2 (I) и α/2 (II) — первые показания градусной шкалы прибора при измерении этих углов будут 0° и 360° соответственно.
6. Измеренное значение угла наклона отдельно левой и правой боковых сторон профиля, определить как среднее арифметическое из четырех результатов измерений, произведенных по соответствующим сторонам профиля.
7. Погрешности каждой половины угла профиля (Δα/2пр, и Δα/2лев) подсчитывается как разность измеренного и номинального значений (α/2=30°) половины угла профиля метрической резьбы. Окончательно значение погрешности угла наклона боковых сторон профиля резьбы определяют как полусумму из абсолютных значений погрещностей по правой и левой сторонам профиля:
∆ eα/2 = (| ∆ α/ 2 лев | + |∆ α/ 2пр |)/2
Условие годности угла наклона боковых сторон профиля калибра:
∆ eα/ 2 ≤ Т α/ 2
8. Отключить прибор от электросети. Освободить деталь из центров.
9. Построить схемы расположения полей допусков резьбового калибра- пробки ПР для наружного и среднего диаметров (рис.24 и 25).
10.Привести в порядок рабочее место, сдать преподавателю калибр-пробку и методическую литературу.
11.Оформить отчет, ответить на контрольные вопросы и получить зачет по выполненной работе.






