

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Интересное:
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Полуавтоматическая сварка - процесс сварки, при котором электродная проволока подается с постоянной скоростью в зону сварки и одновременно в эту же зону поступает углекислый газ, аргон или другой газ, который обеспечивает защиту расплавленного или нагретого электродного и основного металлов от вредного воздействия окружающего воздуха. Защитный газ при этом подается из баллона через редуктор.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Электродная проволока смотанная в бухту, находящуюся в коробке или кассете 1, проталкивается подающим механизмом 2 через гибкий шланг 4 в держатель 8, находящийся в руке сварщика. Сварочный ток подводится к держателю через гибкий шланг от сварочного трансформатора. Включающая аппаратура и электроизмерительные приборы смонтированы в аппаратном ящике.
Области применения:
сварка тонколистового металла, металла средних толщин, сварка сталей, цветных металлов и сплавов, разнородных металлов.
Полуавтоматическая сварка позволяет производить сварку длинных и коротких швов различной конфигурации. Это позволяет с успехом применять ее как в стационарных, так и в полевых и монтажных условиях.
Принципиальная схема полуавтоматической сварки полуавтоматом толкающего типа приведена на рисунке 1.3.
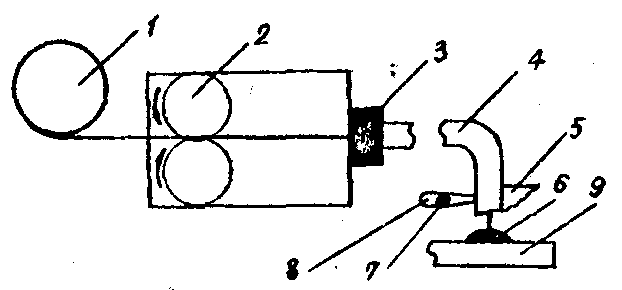
Рисунок 1.3. Схема полуавтоматической сварки
|
|
1-бухта со сварочной проволокой; 2-подающие ролики;
3-токоподвод; 4- гибкий шланг; 5-бункер с флюсом;
6-сварочная дуга; 7-кнопка пуска сварочной проволоки;
8-держатель; 9-свариваемое изделие.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
Точечная контактная сварка - сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. С помощью точечной сварки можно создавать до 600 соединений за 1 минуту. Применяется для соединения тончайших деталей (до 0,02 мкм)электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолёто- и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности. На Рисунке 1.4 приведена схема точечной контактной сварки.
Способ контактной сварки, при котором детали свариваются по отдельным ограниченным участкам касания (по ряду точек). При точечной сварке детали 1 собирают внахлестку, сжимают усилием F электродами 2, к которым подключен источник 5 электрической энергии (например, сварочный трансформатор). Детали нагреваются при кратковременном прохождении сварочного тока Iсв до образования зоны взаимного расплавления деталей, называемой ядром. Нагрев зоны сварки сопровождается пластической деформацией металла в зоне контакта деталей (вокруг ядра), где образуется уплотняющий поясок, надежно предохраняющий жидкий металл от выплеска и от окружающего воздуха.
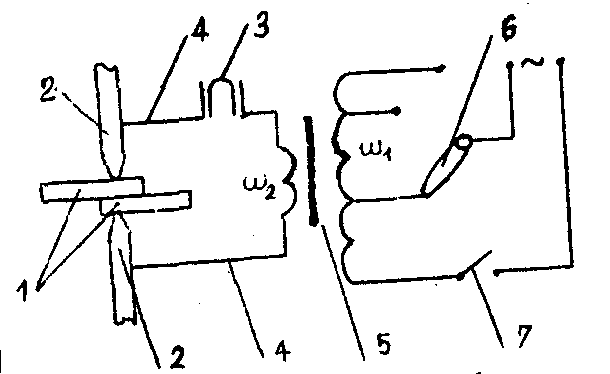
Рисунок 1.4. Схема точечной контактной сварки
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
3-гибкая перемычка; 4-токопровод;
|
|
5-сердечник понижающего трансформатора;
6-переключатель;7-контактор(прерыватель тока).
|
|
|

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!