При круглом наружном и внутреннем шлифовании основное (машинное)
время определяется по формуле
 ,
,
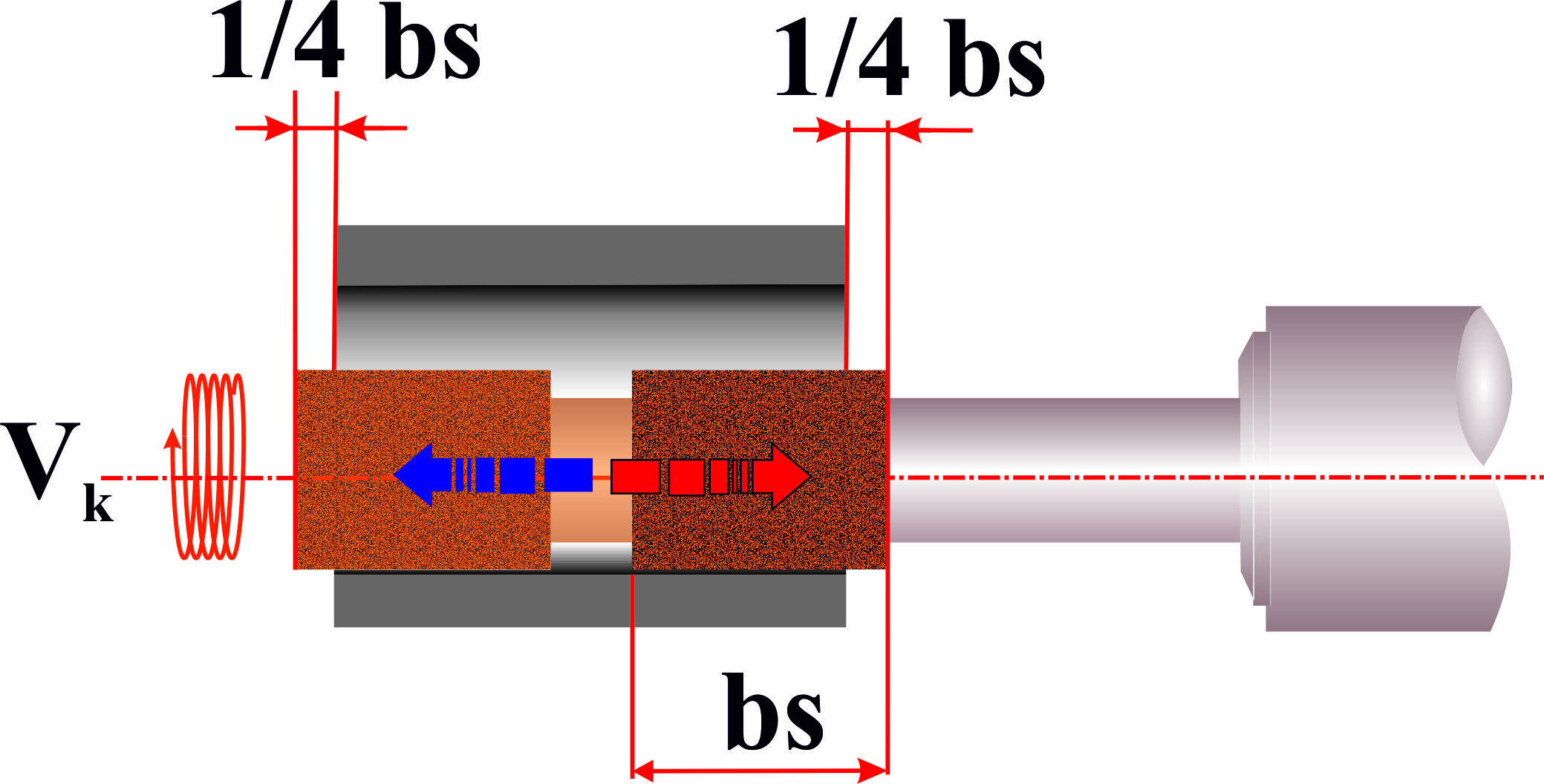
где  – длина хода стола, мм; при перебеге круга на каждую сторону, равном
– длина хода стола, мм; при перебеге круга на каждую сторону, равном  (
(  – ширина круга, мм),
– ширина круга, мм),  , здесь
, здесь  – длина шлифуемой де тали, мм;
– длина шлифуемой де тали, мм;  – припуск на сторону, мм;
– припуск на сторону, мм;  – коэффициент точности, учитывающий время на “выхаживание”, т.е. шлифование без поперечной подачи. При предварительном шлифовании,
– коэффициент точности, учитывающий время на “выхаживание”, т.е. шлифование без поперечной подачи. При предварительном шлифовании, 
а при чистовом –  .
.
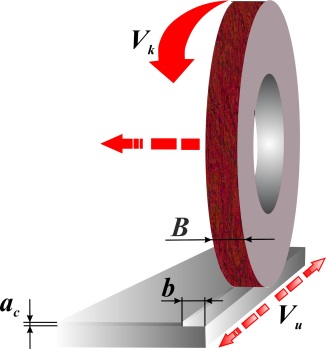
При плоском шлифовании основное время определяют по формуле
где  – перемещение круга в направлении поперечной подачи, мм,
– перемещение круга в направлении поперечной подачи, мм,
где –  суммарная ширина шлифуемых поверхностей деталей, установленных на столе;
суммарная ширина шлифуемых поверхностей деталей, установленных на столе;
– длина продольного хода стола, мм,
 ,
, 
где  – суммарная длина деталей, установленных на столе;
– суммарная длина деталей, установленных на столе;  – припуск на обработку, мм;
– припуск на обработку, мм;  – скорость движения детали (стола), м/мин;
– скорость движения детали (стола), м/мин;  – поперечная подача круга, мм/ход;
– поперечная подача круга, мм/ход;  – глубина шлифования (вертикальная подача), мм;
– глубина шлифования (вертикальная подача), мм;  – число деталей, одновременно устанавливаемых на столе станка; – коэффициент точности, учитывающий время на “выхаживание”, т.е. шлифование без поперечной подачи. При предварительном шлифовании, ,а при чистовом – .
– число деталей, одновременно устанавливаемых на столе станка; – коэффициент точности, учитывающий время на “выхаживание”, т.е. шлифование без поперечной подачи. При предварительном шлифовании, ,а при чистовом – .
Содержание работы
1. Эскиз обработки с указанием размеров обрабатываемой детали.
2. Модель и технические характеристики выбранного станка.
3. Вид, размеры, материал режущей части, геометрические параметры и эскиз режущего инструмента.
4. Расчет глубины резания.
5. Величина продольной и поперечной подачи.
6. Расчет скорости резания с корректировкой по паспорту станка.
7. Расчет частоты вращения заготовки (скорости продольного перемещения стола) с корректировкой по паспорту станка.
8. Расчет мощности и проверка по мощности главного привода.
Расчет основного времени
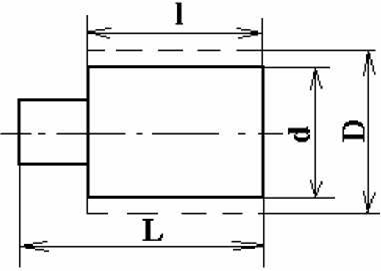
Таблица 4.1 -Исходные данные для расчёта режима резания при круглом
наружном шлифовании (заготовка установлена в центрах)
| 
|
| Вариант
| Размеры детали, мм
| Шероховатость поверхности
 , мкм , мкм
| Заготовка
|
| D
| d
| L
| l
| Материал
| Твердость
HRC
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
|
| 1
| 27
| 26
| 350
| 300
| 1,6
| Сталь 65Г
| 45
|
| 2
| 55,8
| 55
| 420
| 350
| 1,25
| Сталь 40ХС
| 50
|
| 3
| 60,5
| 60
| 400
| 320
| 1,6
| Сталь Р6М5
| 62
|
| 4
| 30,6
| 30
| 480
| 400
| 1,6
| Сталь45
| 48
|
| 5
| 66
| 65
| 380
| 350
| 1,25
| Сталь 12ХН3А
| 45
|
| 6
| 42,8
| 42
| 550
| 470
| 2,0
| Сталь У10А
| 60
|
| 7
| 52,6
| 50
| 400
| 300
| 1,25
| Сталь ШХ15
| 54
|
| 8
| 38,8
| 38
| 350
| 300
| 0,8
| Сталь 50
| 50
|
| 9
| 35,6
| 35
| 300
| 250
| 1,25
| Сталь ХВГ
| 54
|
| 10
| 42,6
| 42,1
| 450
| 380
| 1,6
| Сталь Р6М3
| 60
|
| 11
| 56
| 55
| 500
| 450
| 1,6
| Сталь Р9К10
| 62
|
| 12
| 30,8
| 30
| 320
| 250
| 0,63
| В2Ф
| 58
|
| 13
| 44,8
| 44
| 250
| 90
| 1,25
| Сталь У12А
| 62
|
| 14
| 20,3
| 20
| 350
| 300
| 2,0
| Сталь 45Х
| 54
|
| 15
| 25,4
| 25
| 420
| 350
| 0,8
| Сталь 30ХГСА
| 54
|
| 16
| 36
| 35
| 380
| 320
| 0,63
| Сталь 38ХН
| 45
|
| 17
| 42,5
| 42
| 570
| 500
| 1,6
| Сталь 9ХС
| 58
|
| 18
| 31,2
| 30,2
| 450
| 400
| 1,25
| Сталь 45
| 45
|
| 19
| 70,7
| 70
| 280
| 200
| 1,6
| Сталь ШХ15
| 60
|
| 20
| 37
| 36
| 430
| 280
| 1,25
| Сталь Р6М5
| 60
|
| 21
| 59
| 58,5
| 350
| 300
| 0.8
| Сталь Р6М5К5
| 62
|
| 22
| 45,4
| 45
| 440
| 280
| 1,25
| Сталь У8А
| 58
|
| 23
| 45,4
| 45
| 290
| 250
| 1,6
| Сталь ХВГ
| 56
|
| 24
| 69
| 68,2
| 520
| 450
| 1,25
| Сталь 40Х
| 50
|
| 25
| 48,5
| 48
| 420
| 350
| 0,63
| Сталь 30ХГСА
| 48
|
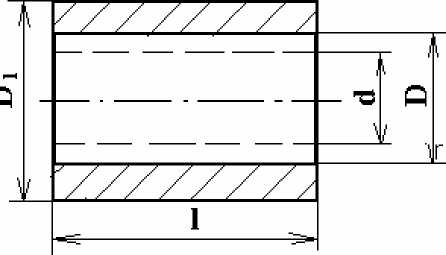
Таблица 4.2 -Исходные данные для расчёта режима резания при шлифовании внутреннем (деталь установлена в патроне)
| 
|
| Вариант
| Размеры детали, мм
| Шероховатость поверхности
, мкм
| Заготовка
|
| D
| d
| l
| L
| Материал
| Твердость
HRC
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
|
| 1
| 160
| 159
| 75
| 250
| 1,6
| Сталь65Г
| 45
|
| 2
| 110
| 109,2
| 150
| 180
| 1,25
| Сталь 40ХС
| 50
|
| 3
| 130
| 128,8
| 200
| 280
| 1,6
| Сталь Р6М5
| 62
|
| 4
| 75
| 74,5
| 50
| 170
| 1,25
| Сталь Р6М5
| 60
|
| 5
| 70
| 68,9
| 120
| 200
| 1,6
| Сталь У10А
| 62
|
| 6
| 115
| 114
| 120
| 180
| 1,25
| Сталь ШХ15
| 60
|
| 7
| 120
| 118,5
| 80
| 140
| 2,0
| Сталь 45
| 45
|
| 8
| 125
| 124,2
| 150
| 260
| 2,0
| Сталь Г13
| 42
|
| 9
| 110
| 109,4
| 90
| 130
| 0,63
| Сталь 40Х
| 48
|
| 10
| 65
| 64,5
| 120
| 250
| 0,8
| СЧ40
| НВ 240
|
| 11
| 50
| 49,6
| 80
| 220
| 1,25
| Сталь Р18
| 62
|
| 12
| 80
| 79,5
| 50
| 120
| 0,63
| Сталь Р9К10
| 62
|
| 13
| 95
| 94,2
| 70
| 140
| 0,8
| Сталь У8А
| 60
|
| 14
| 90
| 89,4
| 95
| 150
| 1,25
| Сталь 50
| 48
|
| 15
| 140
| 139
| 120
| 180
| 0,63
| Сталь ХВГ
| 54
|
| 16
| 105
| 103,8
| 120
| 180
| 1,6
| Сталь Р6М3
| 60
|
| 17
| 135
| 134
| 85
| 300
| 0,8
| ВЧ 45-5
| НВ 170
|
| 18
| 78
| 77
| 150
| 160
| 2,0
| Сталь 40ХС
| 50
|
| 19
| 96
| 95
| 65
| 140
| 0,63
| Сталь Р6М5К5
| 62
|
| 20
| 150
| 148
| 120
| 220
| 0,63
| Сталь 65Г
| 62
|
| 21
| 72
| 71,4
| 65
| 300
| 1,25
| ВЧ 50-7
| НВ 160
|
| 22
| 112
| 111,2
| 80
| 250
| 0,8
| Сталь 45
| 50
|
| 23
| 92
| 91,4
| 85
| 150
| 1,6
| СЧ 28
| НВ 220
|
| 24
| 118
| 117,2
| 120
| 300
| 1,25
| Сталь ХВГ
| 48
|
| 25
| 60
| 59,2
| 180
| 120
| 0,63
| СЧ 15
| НВ 220
|
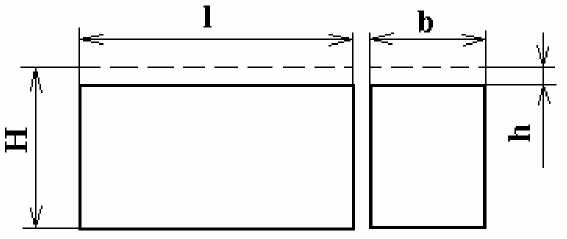
Таблица 4.3 -Исходные данные для расчёта режима резания при шлифовании плоскости периферией круга
| 
|
| Вариант
| Размеры детали, мм
| Шероховатость поверхности
, мкм
| Заготовка
|
| L
| b
| H
| h
| Материал
| Твердость
HRC
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
|
| 1
| 610
| 150
| 25,8
| 0,85
| 2,5
| Сталь ХВСГ
| 62
|
| 2
| 340
| 180
| 40
| 0,35
| 2,5
| СЧ 25
| НВ 180
|
| 3
| 575
| 220
| 75
| 1,2
| 0,63
| Сталь Р9К10
| 58
|
| 4
| 400
| 150
| 65,5
| 0,5
| 0,8
| Сталь 45Х
| 44
|
| 5
| 360
| 240
| 62,9
| 0,9
| 1,25
| Сталь
30ХГСА
| 54
|
| 6
| 240
| 125
| 21,8
| 0,3
| 1,6
| Сталь 38ХН
| 45
|
| 7
| 290
| 100
| 38,5
| 0,85
| 2,5
| Бр0Ц4-3
| НВ 130
|
| 8
| 450
| 125
| 17,3
| 1,15
| 0,63
| Сталь 9ХС
| 62
|
| 9
| 580
| 165
| 22
| 0,5
| 1,6
| Сталь ХВГ
| 58
|
| 10
| 370
| 160
| 40
| 0,4
| 2,0
| 12ХН3А
| 55
|
| 11
| 490
| 105
| 28,5
| 0,5
| 2,5
| Сталь 65Г
| 60
|
| 12
| 300
| 120
| 10
| 0,3
| 0,8
| Сталь ШХ15
| 44
|
| 13
| 480
| 150
| 40
| 0,5
| 1,6
| Сталь Р6М5
| 64
|
| 14
| 320
| 140
| 32
| 0,85
| 1,25
| ВЧ 50-7
| НВ 200
|
| 15
| 240
| 200
| 18,5
| 0,55
| 0,63
| СЧ 28
| НВ 170
|
| 16
| 460
| 125
| 12,3
| 0,3
| 0,8
| Сталь 40Х
| 40
|
| 17
| 300
| 80
| 16,5
| 0,5
| 2,5
| СЧ 36
| НВ200
|
| 18
| 350
| 160
| 45
| 0,25
| 1,25
| Сталь Р18
| 64
|
| 19
| 470
| 250
| 16,5
| 0,3
| 2,5
| Сталь
38ХМЮА
| 58
|
| 20
| 580
| 225
| 25,4
| 0,25
| 2,0
| Сталь У10А
| 50
|
| 21
| 250
| 95
| 32,6
| 0,6
| 1,25
| Сталь 50
| 35
|
| 22
| 560
| 260
| 18
| 0,65
| 1,6
| Сталь Р6М5
| 60
|
| 23
| 220
| 70
| 21,4
| 0,4
| 0,63
| Сталь 60С2
| 58
|
| 24
| 640
| 250
| 32,7
| 0,7
| 1,25
| ВЧ 50-7
| НВ 220
|
| 25
| 270
| 175
| 50,6
| 0,6
| 1,6
| БрАЖ9-4
| НВ 120
|
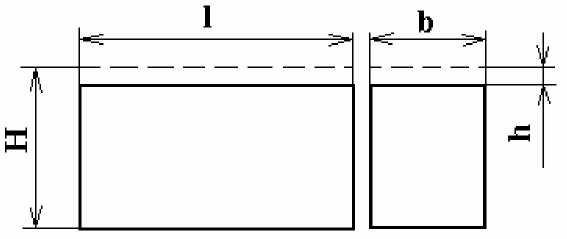
Таблица 4.4 -Исходные данные для расчёта режима резания
при шлифовании плоскости торцом круга
| 
|
| Вариант
| Размеры детали, мм
| Шероховатость поверхности
, мкм
| Заготовка
|
| D
| d
| L
| l
| Материал
| Твердость
HRC
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
|
| 1
| 245
| 175
| 60
| 1,05
| 1,25
| Сталь 40Х
| 50
|
| 2
| 460
| 170
| 25
| 0,75
| 2,5
| СЧ 28
| НВ 190
|
| 3
| 350
| 160
| 45,3
| 0,3
| 0,63
| Сталь Р18
| 62
|
| 4
| 580
| 200
| 35,4
| 0,45
| 1,25
| Сталь У10А
| 60
|
| 5
| 470
| 250
| 20,4
| 0,4
| 0,63
| Сталь
38ХМЮА
| 54
|
| 6
| 250
| 125
| 42,8
| 0,8
| 0,3
| Сталь Р6М5
| 62
|
| 7
| 560
| 215
| 30,2
| 0,2
| 0,63
| Сталь 60С2
| 54
|
| 8
| 240
| 80
| 12,5
| 0,25
| 0,32
| ВЧ 50-7
| НВ 200
|
| 9
| 580
| 300
| 28,5
| 0,4
| 2,5
| БрАЖ9-4
| НВ 120
|
| 10
| 645
| 125
| 20
| 0,45
| 1,25
| Сталь ХВСГ
| 54
|
| 11
| 325
| 150
| 22
| 1,0
| 0,63
| Сталь 45Х
| 54
|
| 12
| 570
| 240
| 30,5
| 0,45
| 1,25
| СЧ 15
| НВ 180
|
| 13
| 440
| 180
| 17,5
| 0,5
| 0,63
| Сталь Р9К10
| 62
|
| 14
| 380
| 145
| 50
| 0,75
| 0,32
| Сталь 9ХС
| 54
|
| 15
| 320
| 100
| 15
| 0,4
| 1,25
| Сталь 38ХН
| 48
|
| 16
| 450
| 150
| 35
| 0,85
| 0,63
| БрОЦ4-3
| НВ 130
|
| 17
| 275
| 125
| 70
| 0,7
| 2,5
| Сталь ХВГА
| 45
|
| 18
| 375
| 150
| 30
| 1,0
| 1,25
| Сталь 45
| 48
|
| 19
| 410
| 125
| 40
| 0,25
| 0,32
| Сталь 65Г
| 48
|
| 20
| 250
| 105
| 21
| 0,55
| 0,63
| Сталь
Р6М5К5
| 62
|
| 21
| 400
| 150
| 15,5
| 0.45
| 1,25
| СЧ 24
| НВ 180
|
| 22
| 560
| 135
| 15,3
| 0,25
| 2.5
| Сталь Р6М5
| 60
|
| 23
| 250
| 105
| 40
| 0,5
| 0,63
| Сталь 50
| 52
|
| 24
| 480
| 250
| 25
| 0,75
| 1,25
| Сталь ШХ15
| 54
|
| 25
| 300
| 120
| 50
| 1,25
| 0,32
| ВЧ 60-2
| НВ 220
|
| | | | | | | | | | | |
Круглошлифовальный станок 3М131
У шлифуемой поверхности наибольший диаметр 280 мм, длина - 700мм.
Мощность двигателя шлифовальной бабки Ид =7,5 кВт; КПД станка rj = о.8. Частота вращения круга, мин'1: 1112 и 1285.
Частота вращения обрабатываемой заготовки 40...400 мин-1 (регулируется бесступенчато).
Скорость продольного хода стола 50.5000 мм/мин (регулируется бесступенчато). Периодическая поперечная подача шлифовального круга 0,002.0,1 мм/ход стола (регулируется бесступенчато). Непрерывная подача для врезного шлифования 0,1.4,5 мм/мин. Размеры шлифовального круга (нового): Эк=600мм; Вк=63 мм.
Внутришлифовальный станок 3К228В
Наибольший диаметр шлифуемого отверстия 200 мм; наибольшая длина шлифуемой поверхности 200 мм.
Мощность двигателя шлифовального шпинделя N=5,5 кВт; КПД станка
77 = 0.85.
Частота вращения обрабатываемой заготовки 100.600 мин-1 (регулируется бесступенчато).
Частота вращения шлифовального круга,мин-1: 4500; 6000; 9000; 13000. Скорость продольного хода шлифовальной бабки 1.7 м/мин (регулируется бесступенчато).
Поперечная подача шлифовального круга, мм/ход: 0,001; 0,002; 0,003








