В серийном производстве к числу основных малоотходных методов изготовления заготовок валов относятся горячая объемная штамповка.
Способ – горячая объемная штамповка - наиболее широко распространен для получения качественных заготовок.
Горячей объемной штамповкой получают заготовки для ответственных деталей автомобилей тракторов, железнодорожных вагонов, самолетов, металлообрабатывающих станков и т.д. этот способ штамповки наиболее эффективен при серийном производстве.
В зависимости от оборудования имеются следующие виды объемной штамповки: на штамповочных паро-воздушных молотах двойного действия, кривошипных горячештамповочных прессах, горизонтально-ковочных машинах, гидравлических прессах, высокоскоростных молотах, и на специальных машинах.
В зависимости от типа штампа штамповка подразделяется на следующие виды: в открытых штампах, закрытых штампах и в штампах для выдавливания.
В данном случае выбираем штамповку в открытых штампах.
Штамповка в открытых штампах характеризуется тем, что штамп в процессе деформирования остается открытым, при этом образуется заусенец для компенсации колебаний заготовок по массе. Штамповка имеет преимущества в прочности и надежности.
| 1.4.1 Обоснование метода получения заготовки
|
Применяемое оборудование – кривошипный горячештамповочный пресс, процесс обеспечивает горизонтальное расположение волокон материала, имеет преимущества:
– повышенная точность и повышенная производительность;
– сокращение расхода металла благодаря уменьшению напусков и штамповочных уклонов;
– улучшение санитарно – гигиенических условий работы.
Материал сталь 45 Масса детали 14,2кг.
Масса поковки (расчетная) – расчетный коэффициент Кр = 1,4 14,2´1,4 = 19,88кг. Количество переходов – 3 [1, прил. 1,3, с. 8, 28, 29, 31] Класс точности – Т3; Группа стали – М2; Степень сложности – С2
Конфигурация поверхности разъема штампа - П (плоская) 4 [1, табл.1, с. 8]
Исходный индекс – 13 4 [1, табл. 2, с. 10]
| 1.4.2 Расчёт размеров заготовки
|
|
|
Припуски и кузнечные напуски. [1, табл. 3, 4, 5 с. 12 – 14]
Основные припуски на размеры, мм:
1,8– диаметр 68 и параметр шероховатости Rа 3,2
1,8 – диаметр 70 и параметр шероховатости Rа 3,2
2,0 – диаметр 80 и параметр шероховатости Rа 3,2
1,8 – диаметр 95 и параметр шероховатости Rа 3,2
2,0 – диаметр 122 и параметр шероховатости Rа 3,2
2,5 – длина 380 и параметр шероховатости Rа 6,3
1,8 – глубина 100 и параметр шероховатости Rа 3,2
1,8 – высота 66 и параметр шероховатости Rа 3,2
1,7 – ширина 24 и параметр шероховатости Rа 3,2
1,7 – глубина 20 и параметр шероховатости Rа 6,3.
Дополнительные припуски, учитывающие: смещение по поверхности разъёма штампа – 0,4мм. отклонение от прямолинейности – 0,6мм.
2. Размеры поковки и их допускаемые отклонения.
диаметр 68 + (1,8+0,4+0,6)´2= 73,6; принимаем 74мм. Припуск – 3,0мм.
диаметр 70 + (1,8+0,4+0,6)´2= 75,6; принимаем 76мм. Припуск – 3,0мм.
диаметр 80 + (2,0+0,4+0,6)´2= 86,0; принимаем 86мм. Припуск – 3,0мм.
диаметр 95 + (1,8+0,6)´2= 99,8; принимаем 100мм. Припуск – 2,5мм.
диаметр 122 + (2,0+0,4)´2= 126,8; принимаем 127мм. Припуск – 2,5мм.
длина 380+(2,5 + 0,4) ´ 2 =385,8; принимаем 386мм. Припуск – 3,0мм.
глубина 100 + 3,0 – 2,5 =100,5; принимаем 100мм Припуск – 3,0 мм.
высота 66 + 3,0 - (1,8 + 0,4) = 65,8; принимаем 66мм. Припуск – 3,0 мм.
ширина 24+ (1,7 + 0,4) ´2 =28,2; принимаем 29мм. Припуск – 2,5 мм.
глубина 20 + 3,0 - (1,7+ 0,4) =20,8; принимаем 20мм. Припуск – 3,0 мм.
Допускаемые отклонения размеров, мм: [1, табл. 8, с. 17]
Æ 127  Æ100 Æ86
Æ100 Æ86  Æ76 Æ74
Æ76 Æ74
L 386  H 100
H 100  H 66
H 66  H 20
H 20  B 29
B 29 
2.2. Радиус закругления наружных углов – 2+1мм. [1, табл. 7, 17 с. 15, 28]
2.3. Допускаемая величина смещения по пов разъёма штампа не более 0,8мм.
2.4 Штамповочные уклоны до 5°. [1, табл. 18 с. 26]
2.5. Отклонение от прямолинейности не более 1,0мм. [1, табл. 13 с. 23]
2.6. Допускаемая величина остаточного облоя не более 1,0мм.
2.7. Допускаемая величина высоты заусенца не более 5,0мм.
2.8. Допускается поверхностные дефекты глубиной 50% фактического одностороннего припуска на механическую обработку.
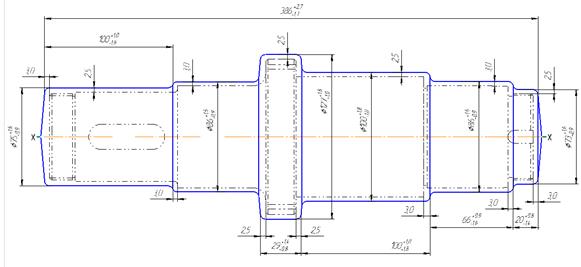 Рисунок 1 – Эскиз заготовки – штамповки
Рисунок 1 – Эскиз заготовки – штамповки
1.4.3. Расчет коэффициента использования металла (КИМ)
где:  14,2кг – вес детали,
14,2кг – вес детали,  , – вес заготовки,
, – вес заготовки,
 , åV – объём заготовки,
, åV – объём заготовки,
 удельная плотность стали.
удельная плотность стали.
Объем исходной заготовки:









Заготовка имеет оптимальную форму и размеры.
С целью придания деталям необходимых механических, физико-химических или технологических свойств для снятия остаточных напряжений их подвергают термической обработке - нормализации.
После нормализации штамповки очищают от окалины. Снятие окалины необходимо для выявления возможных поверхностных пороков штамповки, облегчения последующей механической обработки и придания товарного вида.






