Отражательная печь – промышленная плавильная печь, в которой тепло передается материалу излучением от газообразных продуктов сгорания топлива, а также от раскаленной внутренней поверхности огнеупорной кладки печи. Отражательной обычно называют печь, применяемую для расплавления черных и цветных металлов и сплавов в литейном производстве, получения металлов и полупродуктов в цветной металлургии, варки стекла.
По принципу работы отражательные печи могут быть непрерывными или садочными. В непрерывных отражательных печах загрузка шихтовых материалов и выдача продуктов плавки идут в течение всей работы печи. В садочных отражательных печах шихтовые материалы загружаются периодически, а после окончания процесса вся плавка выпускается из печи.
Отражательные печи – заводские печи, служащие для непосредственного нагревания жаром пламени. Для этого нагреваемые тела располагаются на поде печи, а пламя из топки, перейдя через порог, направляется над ними под сводом,от которого и отражается на них его жар. Такие печи применяются во многих производствах, когда нужно получить высокую температуру и в то же время либо нельзя в процессе плавки смешивать нагреваемое с топливом, как это делается, например, в вагранке, или когда нагреваемое находится в жидком или полужидком состоянии, как это делается при расплавлении черных и цветных металлов и сплавов.
Пламенные печи применяют для плавки при изготовлении отливок из ковкого чугуна, стали и медных сплавов. Пламенные печи (рис. 16) бывают стационарные и поворотные.
Стационарные пламенные печи с наружной стороны облицованы чугунными плитами, а изнутри выложены огнеупорными материалами. В качестве топлива используют пылевидный уголь, мазут и горючие газы. Шихта загружается через окно в боковой стенке. Топливо – мазут – подается через форсунки и распыляется сжатым воздухом. В такие печи загружают от 5 до 50 т шихты.
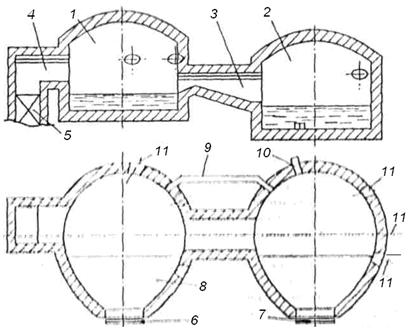
Рис. 16. Схема противоточной отражательной печи с крупными камерами:
1 – плавильная камера, 2 – копильник; 3 – соединительный газоход;
4 – дымоход окно; 5 – рекуператор, 6 – рабочее окно; 7 – заслонка рабочего окна,
8 – откос для выгреба; 9 – переточный желоб; 10 – летка; 11 – ось грелки
Печи сопротивления
В электрических печах сопротивления нагрев и расплавление шихты осуществляются за счет тепловой энергии, поступающей от электронагревательных элементов, установленных в своде или в стенках плавильной печи. Эти печи применяют для плавки алюминиевых, магниевых, цинковых, оловянных и свинцовых сплавов.
Печи сопротивления позволяют плавить качественные сплавы цветных металлов с температурой плавления ниже 1000 ºС. Они бывают камерные и тигельные.
Электрические печи сопротивления широко применяют в металлургии и машиностроении для плавки металлов и сплавов, а также нагрева различных изделий и заготовок для их термической обработки или последующей пластической деформации посредством ковки и прокатки.

Рис. 17. Плавильные электрические печи сопротивления:
а – поворотная камерная; б – тигельная:
1 – корпус; 2 – футеровка (тигель); 3 – нагревательные элементы;
4 – поворотный механизм; 5 – рабочее пространство печи
При использовании в прокатных и кузнечных цехах электрических печей сопротивления облегчается контроль и возрастает точность регулирования их теплового и температурного режима, а также обеспечиваются широкий диапазон изменения рабочих температур, высокие степень равномерности нагрева изделий и производительность при минимальном удельном расходе энергии. Рабочая камера электрической печи может быть сравнительно легко герметизирована, что позволяет широко применять нагрев в защитных атмосферах любого состава или вакууме. Кроме того, существенными преимуществами этих печей перед топливными печами являются простота конструкции, высокая надежность в работе, чистота и гораздо лучшие условия труда в цехах, отсутствие отходящих дымовых газов. Последний фактор резко повышает тепловую эффективность работы электрических печей. Однако применение электрических печей сопротивления ограничивается в ряде случаев более высокой стоимостью электроэнергии по сравнению с топливом, используемым в топливных печах.
По временным условиям протекания технологического процесса они делятся на три группы: печи непрерывного, полунепрерывного и периодического действия. Печи непрерывного действия по сравнению с печами периодического и полунепрерывного действия имеют более высокую производительность и сравнительно малый удельный расход электроэнергии.
Для печей непрерывного действия температурный режим не изменяется во времени и является только функцией координаты по длине печи.
Печи периодического действия работают с переменной во времени температурой. При этом печи, в которых температура во всей рабочей камере примерно равна, называются камерными.
Проходные электрические печи сопротивления непрерывного действия получили широкое распространение в промышленности для массового производства изделий из черных, цветных и редких металлов. Камерные электрические печи сопротивления периодического действия широкое распространение получили в машиностроении для термообработки мелких и средних деталей, нагрева заготовок из сплавов цветных металлов под обработку давлением. К основным недостаткам печей этого типа следует отнести существенные затраты энергии на разогрев рабочей камеры до требуемой температуры за счет аккумуляции теплоты кладкой, которые могут достигать в расходной части теплового баланса 30…40 %.
Тигельные печи
В настоящее время применяют ряд стационарных тигельных печей для плавки цветных и драгоценных металлов. Общая схема тигельной печи представлена на рис. 18.
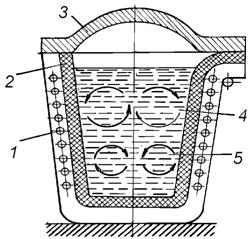
Рис. 18. Схема индукционной тигельной плавильной печи:
1 – водоохлаждаемый индуктор; 2 – тигель;
3 – свод; 4 – металл; 5 – вихревые токи
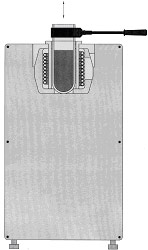
Изготавливаются как небольшие печи с емкостью тигля от 0,5 кг металла (рис. 19), так и крупные промышленные установки, обеспечивающие плавку до 1000 кг металла за один цикл (рис. 20).
| 
|
| Рис. 18. Индукционная тигельная печь
с малой емкостью тигля
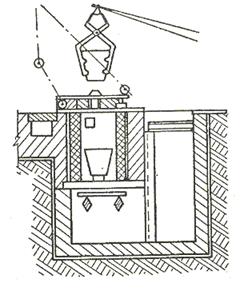
| Рис. 19. Стационарная тигельная печь
|
В тигельных печах малой мощности (ювелирное производство) используются графитовые, корундовые или кварцевые тигли в зависимости от расплавляемого материала и пожелания заказчика.
Стационарные тигельные печи содержат керамический муфель, защищающий нагреватель от касания тигля и попадания расплава, что увеличивает срок службы нагревателя и печи в целом. В электропечах для плавки алюминия, латуни, бронзы и др. материалов используются тигли различной емкости. Конструкция электропечей для плавки предусматривает изъятие тигля с расплавленным металлом из печи при помощи специальных приспособлений и розлив металла в изложницы или опоки.
Все тигельные печи оснащены программируемыми терморегуляторами с цифровым отображением температуры, силовой и защитной арматурой, отключающей напряжение от нагревателей при открытии крышки печи.
При больших емкостях тиглей возможно гидравлическое исполнение открытия крышки печи.
Контрольные вопросы:
1. Химизм процесса производства стали.
2. Технология получения стали томасовским способом.
3. Технология получения стали бессемеровским способом.
4. Получение стали в мартеновских печах.
5. Мартеновский скрап- и скрап-рудный процессы.
6. Кислый и основной процессы, их преимущества и недостатки.
7. Кислый и основной процессы, их преимущества и недостатки.
8. Кислородно-конверторный способ выплавки, его особенности.
9. Получение стали в электропечах, преимущества и недостатки этого метода.
10. Способы повышения качества стали. Электрошлаковый переплав.
11. Методы улучшения качества слитков стали: вакуумирование, барботаж, обработка синтетическими шлаками.
12. Химизм процесса производства чугуна.
13. Конструкция и принцип работы коксовой вагранки: физико-химические процессы, происходящие в ней при выплавке чугуна.
14. Конструкция и принцип работы газовой вагранки: физико-химические процессы, происходящие в ней при выплавке чугуна.
15. Плавильные агрегаты для производства цветных материалов.
16. Конструкция и принцип работы индукционной тигельной печи.
17. Конструкция и принцип работы индукционной вакуумной печи.
18. Конструкция и принцип работы пламенной печи.
19. Конструкция и принцип работы печи сопротивления.
20. Особенности плавки в тигельной печи.






