Дополнительная левая часть резца предназначена для прорезания канавки под дальнейшую отрезку, по профилю напоминает контур отрезного резца. [1,c.14]
t=3 мм- высота лезвия под отрезку;
b=3 мм- ширина лезвия под отрезку;
 - перекрытие берётся равным 1 мм
- перекрытие берётся равным 1 мм 
φ – угол лезвия 
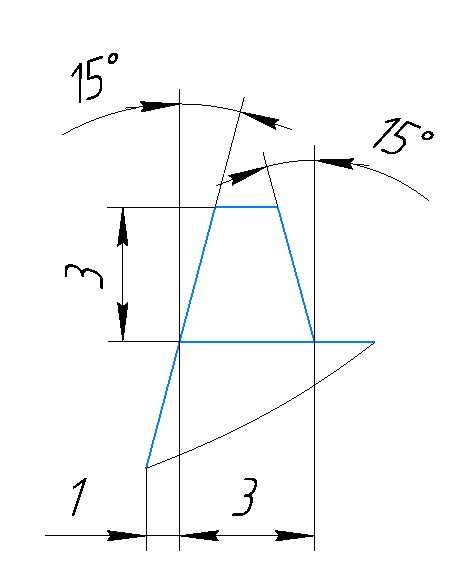
Рисунок 1.6– Дополнительная левая часть инструмента
Правая часть лезвия (режущая кромка удлинена на 3 мм, упрочняющая часть отсутствует):
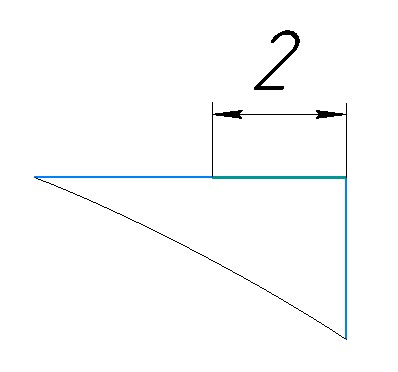
Рисунок 1.7– Дополнительная правая часть инструмента
Перевод размеров детали в размеры с симметричными допусками. Определение допусков на профиль детали.
Пересчитаем значение диаметральных размеров в значения с симметричным допуском.
Диаметр с симметричными допусками определяется по формуле:

где  – номинальный диаметр детали,δ – допуск на размер.
– номинальный диаметр детали,δ – допуск на размер.
Ø8 h 9→Ø8-0,036; 
Ø16 h9 →Ø16-0,043; 
Ø24 h12 →Ø24-0,21; 
За базовую поверхность принимаем цилиндрическую поверхность ⌀8h9
Для продольных размеров – правый торец.
Переход от размеров на габариты детали к размерам на профиль детали:


Определяем глубину срезаемого слоя:


Обозначим:




Вычислим продольные размеры:




Определим допуска на глубины срезаемого слоя:

Для линейных размеров:



Следовательно, размеры профиля детали:





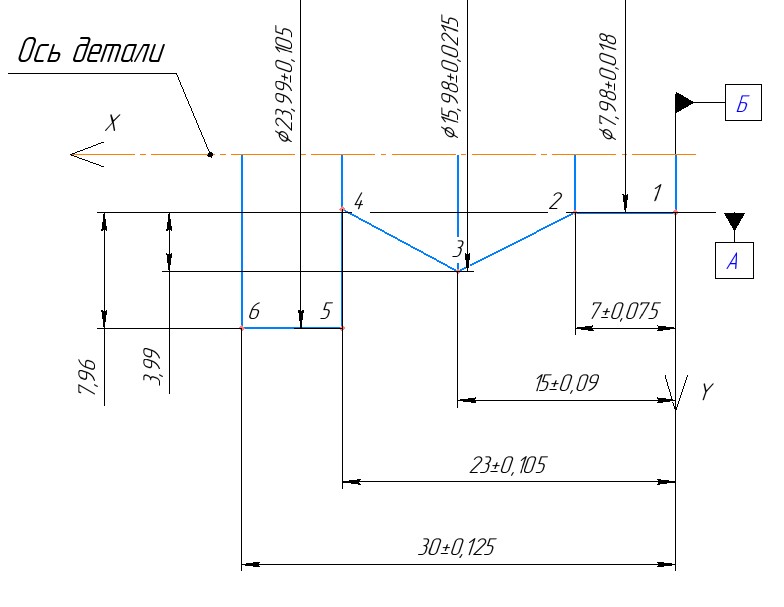
Рисунок 1.8– Технологическая схема детали
Коррекционный расчёт
Коррекционный расчёт круглого фасонного резца
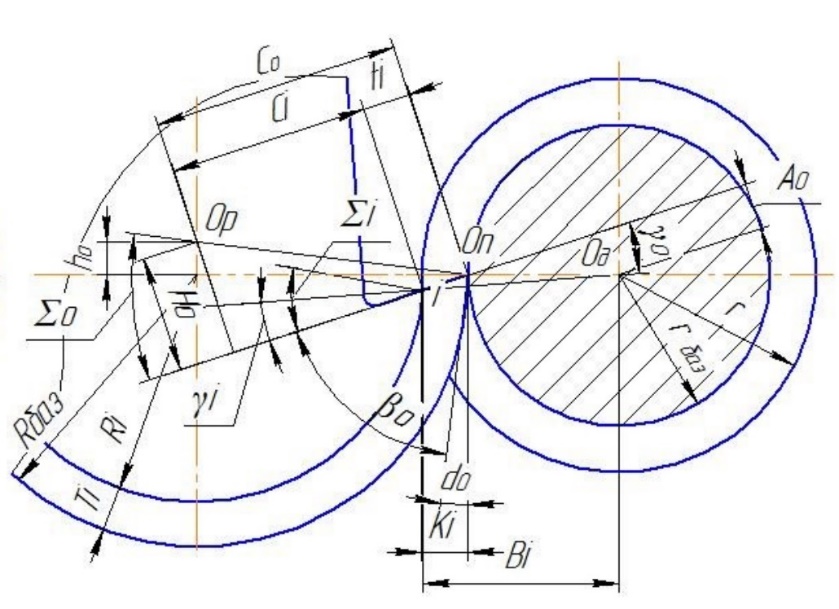
Рисунок 1.10 – Схема к коррекционному расчёту резцах[1,с. 26,рис.3.5]
Таблица 1.3 – Коррекционный расчёт круглого фасонного резца
| 
| 
| 
| 
| | | | | | | | | | | | |
|
|
|
| 8
| 12
| 7,98
| 11,995
| | | | | | | | | | | | |
|
|
|
| № п/п
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
| 
|
| 1
| 0
| 3,99
| 0
| 20
| 0,8298
| 0,210
| 12,11
| 3,990
| 0
| 0
| 23,5
| 8,55
| 23,492
| 0,349
| 19,59
| 25,502
| 0
| 8
| 3,479
|
| 2
| 7
| 3,99
| 0
| 20
| 0,8298
| 0,210
| 12,11
| 3,990
| 0
| 0
| 23,5
| 8,55
| 23,492
| 0,349
| 19,59
| 25,502
| 0
| 8
| 3,479
|
| 3
| 15
| 7,99
| 3,99
| 20
| 0,8298
| 0,104
| 5,96
| 7,946
| 4
| 4
| 23,5
| 8,55
| 19,502
| 0,413
| 23,67
| 21,298
| 3,7
| 12
| 3,479
|
| 4
| 23
| 3,99
| 0
| 20
| 0,8298
| 0,210
| 12,11
| 3,990
| 0
| 0
| 23,5
| 8,55
| 23,492
| 0,349
| 19,59
| 25,502
| 0
| 8
| 3,479
|
| 5
| 23
| 11,995
| 7,96
| 20
| 0,8298
| 0,069
| 3,97
| 11,877
| 7,886
| 8,063
| 23,5
| 8,55
| 15,532
| 0,503
| 28,83
| 17,732
| 7,3
| 17
| 3,479
|
| 6
| 30
| 11,995
| 7,96
| 20
| 0,8298
| 0,069
| 3,97
| 11,877
| 7,886
| 8,063
| 23,5
| 8,55
| 15,532
| 0,503
| 28,83
| 17,732
| 7,3
| 17
| 3,479
|
Расчёт допусков шаблона и коншаблона
Допуск на профиль инструмента равен половине допуска на технологической схеме детали, а допуск на шаблон и контршаблон определяется как половина допуска на инструмент. Находим допуски на профиль шаблона, контршаблона и профиля детали, данные сведем в таблицу 1.4.
Таблица 1.4 – Допуски на инструмент, шаблон и контршаблон
Продолжение таблицы 1.4
Рисунок 1.11 – Профиль инструмент
Рисунок 1.12 – Профиль шаблона
Рисунок 1.13 – Профиль контршаблона
Расчёт задних углов в нормальном сечении к проекции режущей кромки
Найдём угол в плане в каждой точке по рисунку 1.9:
Выбор хвостовика для круглого фасонного резц
Рисунок 1.16 — Хвостовик для фасонного круглого резца ГОСТ 25334-93
Параметры хвостовика: 𝑑1 = 12 мм; 𝑙1 = 45 мм;𝑙2 = 22,5 мм;𝑙3 = 8 мм; ℎ = 10,4 мм, материал хвостовика — сталь по 45 ГОСТ 1050-88.





