2.1. Схема функционирования ИПС-I представлена на рис. 1.
Исходными данными являются рабочие чертежи деталей.
Процесс системы включает две подсистемы: подбора приспособлений и выбора из них экономически эффективных конструкций.
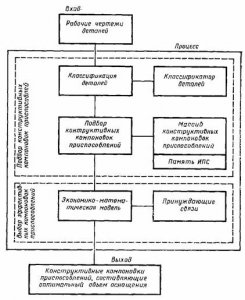
Рис. 1. Схема функционирования ИПС
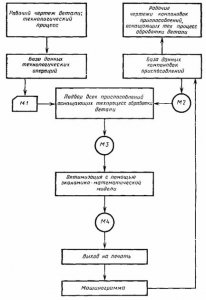
Рис. 2. Схема алгоритма выбора оснащения технологического процесса обработки детали
В подсистеме подбора конструктивных компоновок приспособлений выполняются две операции: классификация деталей и подбор конструктивных компоновок приспособлений. При этом для каждой поверхности детали или совокупности поверхностей обрабатываемых на одной технологической операции подбирается несколько компоновок приспособлений, с использованием которых можно изготовить эту поверхность.
В подсистеме выбора экономико-математическая модель сравнивает различные конструктивные компоновки и выбирает из них наиболее экономически эффективные для заданных производственных условий. Критерием выбора является минимум приведенных затрат. Если поверхность или совокупность поверхностей может быть получена несколькими технологическими способами, то осуществляется оптимизация этапа технологического маршрута по экономической эффективности применяемых приспособлений.
Ограничениями при выборе приспособлений являются также тип производства и программа выпуска.
На выходе ИПС получают конструктивные компоновки приспособлений, составляющие в совокупности оптимальный набор оснащения технологического процесса.
Схема алгоритма выбора компоновок приспособлений показана на рис. 2.
Выбор приспособлений для оснащения технологического процесса обработки конкретной детали осуществляется на основании сравнения значности кодов, характеризующих ее конструкторско-технологические особенности с находящимися в памяти ЭВМ базами данных о технологических операциях и компоновках приспособлений.
База данных технологических операций внесена в память ЭВМ с использованием комплексных кодов, структура которых показана на рис. 1 РД 50-534-85. Сравнение закодированных признаков конкретной детали с 3, 4, 5, 6, 10 и 12-ю признаками комплексных кодов указанной базы данных позволяет установить массив операций, необходимых для обработки детали (МП), и последовательность их в технологическом процессе.
База данных компоновок приспособлений (М2) внесена в память ЭВМ с использованием комплексных кодов, структура которых показана на рис. 1 РД 50-535-85. Сопоставляя признаки 3, 4, 5, 6, 10 и 12 комплексных кодов массива M1 с 1, 2, 3, 4, 5 и 6-м признаками комплексных кодов базы данных компоновок приспособлений, определяют массив приспособлений (М3), оснащающий массив операций M1.
В результате поиска определяются идентичные приспособления - аналоги или приспособления-аналоги, отличающиеся размерами и некоторыми конструктивными элементами. Если приспособления-аналоги для некоторых операций массива M1 отсутствуют в массиве М2, то выдается задание на их проектирование, и они вносятся в массив М2 для последующего использования.
Одну и ту же поверхность детали (совокупность поверхностей, обрабатываемых на одной операции) можно обработать, используя различные конструкции приспособлений (универсальные, специальные с ручным приводом, специальные с гидро- или пневмоприводом и т.д.) (табл. 4 РД 50-535-85). В массив М3 вносятся все конструкции и подсистема экономико-математической модели осуществляет выбор наиболее экономически эффективного приспособления для каждой операции массива M1.
Экономико-математическая модель работает по алгоритму, описываемому следующей формулой:

где Ен - нормативный коэффициент эффективности;
K 1 - затраты на проектирование одного приспособления;
K 2 - затраты на изготовление одного приспособления;
З Т - часовая тарифная ставка;
h - затраты на один час работы оборудования;
N - плановый годовой выпуск z -й детали (поверхность);
t Пр - время на установку детали в приспособление;
X - конструктивная компоновка приспособления;
i = 1, 2,..., m - виды обработки;
j = 1, 2,..., п - конструктивные компоновки приспособлений;
z = 1, 2,..., a - обрабатываемые поверхности для совокупности поверхностей (соответствуют отдельной операции).
Полученный массив экономически эффективных приспособлений; необходимых для выполнения заданного технологического процесса (М4), выдается в печать в виде машинограммы, содержащей коды приспособлений с адресами их сборочных чертежей (см. таблицу).
При необходимости может быть осуществлен одновременный поиск приспособлений, оснащающих несколько технологических процессов для различных деталей. Тогда каждый массив М4 адресуется к соответствующей детали. Информация, представленная на машинограмме (таблица) используются при ТПП следующим образом:
7-й и 8-й признаки обрабатываемой детали («Вид исходной заготовки», «Характеристика термической обработки») применяются при определении межцехового маршрута изготовления деталей;
11-й признак, определяющий деталь - аналог, применяется для выбора подобного типового технологического процесса;
12-й признак («Вид обрабатываемой поверхности») описывается, последовательностью операций в технологическом маршруте;
15-й признак приспособления («Шифр приспособления») дает перечень компоновок, соответствующих, указанным в перечне операций технологического маршрута (12-й признак детали); известные конструкции обозначаются их чертежным номером (например, для обработки поверхности, обозначенной номером 243, применяется приспособление с чертежным номером 96441645); если заданной операции в базе данных приспособлений не соответствует определенная компоновка, то дается задание на ее проектирование (в машинограмме отсутствие приспособления - аналога обозначается 0000000П).







