

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
| Приспособление | Код | Приспособление | Код |
| Токарное | 01 | Центровочное | 14 |
| Сверлильное | 02 | Болторезное | 15 |
| Фрезерное | 03 | Резьбофрезерное | 16 |
| Строгальное | 04 | Зубошлифовальное | 17 |
| Долбежное | 05 | Программно-фрезерное | 18 |
| Протяжное | 06 | Программно-токарное | 19 |
| Шлифовальное | 07 | Программно-сверлильное | 20 |
| Резьбонакатное | 08 | Автоматное | 21 |
| Зубофрезерное, зубозакругляющее | 09 | Револьверное | 22 |
| Шлицефрезерное | 10 | Зубодолбежное | 23 |
| Шлицешлифовальное | 11 | Фрезерно-центровочное | 24 |
| Отрезное | 13 | Токарно-копировальное | 25 |
Коды признаков «Трудоемкость проектирования приспособления» и «Трудоемкость изготовления приспособления» соответствуют кодам трудоемкости проектирования и изготовления компоновки приспособления в часах.
Коды признаков «Затраты на проектирование приспособления» и «Затраты на изготовление приспособления» соответствуют затратам на проектирование и изготовление кодируемой компоновки приспособления в рублях.
Код признака «Время на установку детали в приспособление» соответствует времени на установку детали в рассматриваемую компоновку приспособления в минутах, указанному в операционной карте.
Код признака «Шифр приспособления» соответствует номеру чертежа данной компоновки приспособления, проставляемого в угловом штампе. Количество знаков, используемых при кодировании этого признака, зависит от способа простановки чертежного номера приспособления, применяемого у потребителя.
В примере кодирования и на рис. 1 на признак «Шифр приспособления» отводится восемь знаков.
Рассмотрим процесс формирования комплексного кода признаков компоновки на примере приспособления, предназначенного для обработки детали «Рычаг с двумя базовыми цилиндрическими отверстиями, одним прямым плечом, неплоский» (рис. 2 РД 50-534-85).
|
|
В соответствии с таблицами, определяющими значность признаков обрабатываемой детали, устанавливаются коды для 1 - 6 признаков приспособления:
1-й и 2-й признаки - код 25.03;
3-й признак - код 1;
4-й признак - код 4;
5-й признак - код 11.
Значность 6-го признака определяется в соответствии с табл. 4 в зависимости от вида обрабатываемой поверхности.
Таблица 4
Коды приспособлений
| № конструкции | Номер знака-кода | ||||||||||||||
| 1, 2 | 3, 4 | 5 | 6 | 7, 8 | 9, 10, 11 | 12 | 13 | 14, 15 | 16 - 19 | 20 - 23 | 24 - 27 | 28 - 31 | 32 - 35 | 36 - 43 | |
| 1 | 74 | 03 | 1 | 4 | 11 | 243 | 1 | 4 | 02 | 0000 | 0000 | 0000 | 0000 | 01, 45 | |
| 2 | 74 | 03 | 1 | 4 | 11 | 243 | 1 | 4 | 02 | 0066 | 0052 | 0046 | 0172 | 00, 31 | 96434086 |
| 3 | 74 | 03 | 1 | 4 | 11 | 243 | 1 | 4 | 02 | 0066 | 0102 | 0046 | 0346 | 00, 18 | 96434086 |
У закрепляемой в приспособлении детали обрабатывается поверхность внутренняя цилиндрическая базовая на меньшей бобышке в соответствии с массивом оснащаемых технологических операций, 6-у признаку присваивается код 243.
Приспособление применяется для установки и закрепления детали, поэтому 7-й признак в соответствии с табл. 1 обозначается кодом 1. Приспособление по своей конструкции относится к неразборным специальным (НСП), поэтому 8-у признаку присваивается код 4 по табл. 2.
Приспособление используется на сверлильной операции, в связи с чем по табл. 3 9-й признак получает код 02.
При условии, если трудоемкость проектирования приспособления равна 20 ч, трудоемкость изготовления 40 ч, а затраты на проектирование составляют 14 руб., на изготовление - 136 руб., коды этих признаков имеют вид: 0020 0040 0014 0136. Данные о трудоемкости и затратах на проектирование получают в конструкторском бюро при отделе главного технолога, а о трудоемкости и затратах на изготовление - в отделе инструментальной подготовки (ОИП). Коды характеризуют целые значения соответственно трудоемкости и затрат.
Если время на установку детали в приспособление, взятое из операционной карты, равно 0,2 мин, то код 14-го признака 0020.
|
|
При записи кода времени установки первые два знака слева характеризуют целое число минут, третий и четвертый знаки соответственно - десятые и сотые доли минуты.
Данному приспособлению присвоен шифр (чертежный номер) 9643-4086, его код запишется в виде 96434086.
Полный код приспособления имеет вид: 74.03.1.4.11.243.1.4.02.00.20.0040.0014.0136.0020.96434086. В полном коде приспособления коды отдельных признаков (реквизитов) разделяются точками.
Полученные аналогичным образом коды всех приспособлений, необходимых для изготовления деталей, включенных в классификатор деталей, хранятся в памяти ИПС. Фрагмент этих кодов представлен в табл. 4. В этой таблице над кодами в верхней строке проставлены цифры, указывающие порядковые номера признаков (реквизитов) в полном коде приспособления.
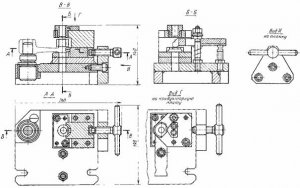
Рис. 2. Конструкция приспособления для обработки отверстия в неплоском рычаге
Информационный массив представляет собой закодированные подобным образом приспособления, необходимые для изготовления деталей. Он находится в памяти ЭВМ, отсортированный по первым шести признакам каждого приспособления, устанавливающим его связь с конструкцией обрабатываемой детали, что позволяет сгруппировать, приспособления по общности конструктивно-технологических признаков и сократить трудоемкость выбора необходимых компоновок.
В качестве примера в табл. 4 представлен фрагмент информационного массива компоновок приспособлений, предназначенных для обработки отверстия O 6,5Н14 детали, показанной на рис. 2 РД 50-534-85, объединенных в одну группу по признаку, характеризующему степень их влияния на продолжительность операции:
1 - универсальное приспособление (установка детали на столе с креплением болтами и планками);
2 - приспособление, показанное на рис. 2;
3 - приспособление, показанное на рис. 2, механизированное.
Массив приспособлений разделяется по видам оборудования (токарное, сверлильно-расточное, фрезерное и т.д.), что позволяет выбор приспособлений оптимизировать с учетом групп и типов металлорежущих станков, на которые они устанавливаются.
|
|
|

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!