Нанесение гальванического медного покрытия осуществляется на многооперационной линии гальванопокрытий. Помимо нанесения медного покрытия из цианистого и кислого электролитов, на данной линии осуществляются процессы нанесения блестящего никелевого покрытия и покрытия сплавом олово-висмут. Линия имеет однорядную линейную компоновку. Линия является механизированной, то есть, оператор (гальваник) в ручном режиме осуществляет управление манипулятором для перемещения деталей от позиции к позиции в соответствии с технологией для получения определенного покрытия.
Оборудование находящееся в составе многооперационной линии делится на основное и вспомогательное. Основное оборудование линии – это гальванические ванны, которые обеспечивают непосредственно подготовку деталей к покрытию, нанесение покрытия и дополнительную обработку покрытия.
Вспомогательное оборудование – это все остальное оборудование которое обеспечивает работу гальванической линии с целью нанесения покрытий на детали.
В состав многооперационной линии входит следующее основное и вспомогательное оборудование:
1. Гальванические ванны
2. Трап (настил) и иметаллоконструкции линии
3. Манипулятор
4. Гальванические барабаны и подвески
5. Выпрямительные агрегаты
6. Система вытяжной вентиляции
7. Система электроснабжения
8. Система трубопроводов (водопровод, воздухопровод, паропровод)
В цехе гальванических покрытий линия меднения деталей имеет однорядную прямолинейную компоновку. Это многофункциональная линия, т.к на ней также применяется гальваническое блестящее никелирование и осаждение сплава олово-висмут.
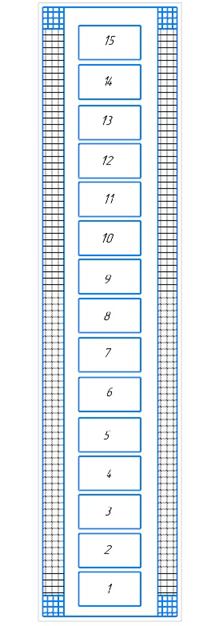 1 – ванна сушки
1 – ванна сушки
2 – ванна химическогообезжиривания
3 – ванна горячей промывки
4 – ванна холодной промыки
5 – ванна декапирования
6 – ванна цианистого меднения
7 – ванна холодной промывки
8 – ванна кислого меднения
9 – ванна холодной промывки
10 – ванна блестящего никелирования
11 – ванна холодной промывки
12 – ванна осветления
13 – ванна холодной промывки
14 – ванна осаждения сплава олово-висмут
15 – ванна холодной промывки
Рис.3. Многооперационная линия гальванопокрытий
Однорядная прямолинейная компоновка выгодно отличается от других компоновок экономичностью по занимаемой площади. Загрузка—выгрузка деталей производится в начале линии. Для перемещения подвесок и барабанов с деталями от одной технологической ванны к другой, в последовательности определенной технологическим процессом, используется манипулятор портального типа с путями передвижения снизу. Грузоподъемность манипулятора 1000кг. Манипулятора имеет несколько типов привода: привод передвижения (для перемещения автооператора от позиции к позиции) и привод подъема (для подъема/опускания подвески или барабана с деталями в технологические ванны). Манипулятор оборудован пультом управления, который имеет органы управления приводами для перемещениея манипулятора с обрабатываемыми деталями.
Основными достоинствами данного типа манипуляторов являются жесткость конструкции, большая грузоподъемность, малая высота гальванических линий, удобство ремонта и обслуживания механизмов, расположенных на небольшой высоте. Пути горизонтального перемещения для манипулятора находятся на уровне бортов ванн и располагаются на специальной металлоконструкции, которая обвязывает гальваническую линию с обеих сторон.
Манипулятор состоит из верхней поперечины, опирающейся на две боковые стойки – направляющие. Эти три элемента конструкции, скрепленные вместе, составляют портал, который нижними концами опирается на две горизонтальные балки. Для жесткости всей конструкции эти балки соединены по концам двумя стяжками. Манипулятор передвигается на четырех колесах – ведущих и ведомых. Каждое ведущее колесо приводится во вращение своими приводами, которые работают синхронно. По направляющим перемещается грузоподъемная траверса с грузозахватами. Привод подъема груза передает крутящий момент двум звездочкам, сидящим на концах промежуточных валов. Эти валы вращаются в опорах. Внутри каждой из направляющих находится вертикальная цепная передача, грузовые ветви которых поднимают грузоподъемную траверсу.
можно производить как с одного конца линии, так и с противоположных концов. В последнем случае подвесочные устройства от позиции разгрузки возвращаются к месту загрузки или автооператорами, или с помощью конвейерных устройств. Линии с однорядной компоновкой удобны при монтаже, обслуживании и ремонте. Эта компоновка позволяет применять любой тип автооператоров —подвесной, портальный или консольный. Затруднения при использовании таких компоновок вызывают отдельные технологические процессы с большим числом операций и значительным временем экспозиции, что требует производственных площадей большой протяженности. Линии с однорядной компоновкой хорошо вписываются в общий технологический поток обработки изделий.
Недостаточная длина производственных помещений диктует необходимость применять линии с двухрядной компоновкой ванн.
Набор различных по назначению ванн, установленных в определенном порядке – основная составляющая часть любой автоматической гальванической линии.
Линия для меднения состоит из:
· гальванических ванн из химически стойких материалов;
· системы вентиляции;
· системы трубопроводов;
· электрического оснащения.
Основными узлами гальванической ванны в зависимости от ее назначения являются:
- корпус ванны с изолированными опорами;
- футеровка;
- теплоизоляция;
- ручные или автоматические крышки;
- анодные/катодные штанги;
- аноды/катоды;
- элементы токоподвода (опороловители, токоподвод и т.д.);
- устройства для перемешивания и циркуляции раствора;
- устройства для нагрева и охлаждения раствора;
- датчики уровня и температуры раствора;
- бортовые отсосы
- патрубок слива с запорной арматурой;
- патрубок подачи воды с запорной арматурой.
Ванны представляют собой емкости прямоугольной формы, которые являются «держателями» гальванических растворов. Они предназначены для проведения процессов нанесения покрытий, а также для подготовительных и окончательных операций.
Написать чем комплектуется каждая из ванн на многооперационной линии
Ванны (перечислить ванны) имеют футеровки винипластом Футеровка гальванических ванн. Футеровка необходима для защиты электролита от продуктов коррозии металлического оборудования и защиты от коррозии гальванического оборудования и увеличения его долговечности.
Винипласт — коррозионноустойчивый материал термопластичный, жесткий (ввиду очень малого количества пластификаторов в составе), непрозрачный, технический полимер. Он сохраняет свои технические характеристики и свойства в температурном диапазоне от 0 до +60ºС. Если изделия не подвергаются механическим воздействиям (вибрационным нагрузкам, ударам) – допускается эксплуатация при температуре до -50ºС. Винипласт не горит, поэтому часто применяется на производствах, цехах, других помещениях, где соблюдение пожарной безопасности очень важно.
Гальванические ванны компонуются из унифицированных узлов: корпус, нагреватель, барботер и др.
К ваннам предъявляется ряд требований:
- герметичность
- отсутствие химического взаимодействия раствора с корпусом ванны
- поддержание теплового режима
- удобство и безопасность обслуживания и др.
Внутренние размеры ванн зависят:
- от размеров покрываемых деталей
- требуемой производительности гальванической линии
- установки внутри ванн тех или иных модулей
- от числа электродных рядов и расстояния между ними.
Исходя из требований к оснащению линии меднения, ванны укомплектованы следующими компонентами:
· бортовыми отсосами;
· анодными и катодными штангами
· подставкой с регулируемыми опорами;
· барботаж
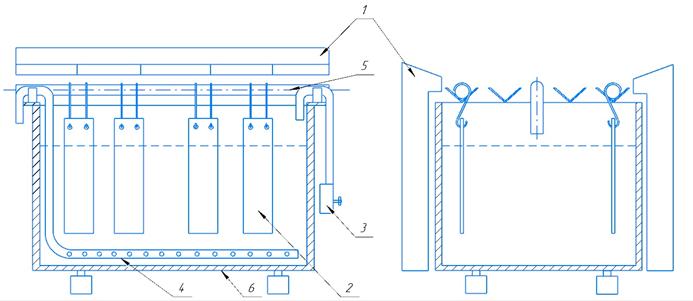
Рисунок 4. Ванна цианистого меднения.
1 – бортовые отсосы, 2 – аноды, 3 – шланг подачи воды, 4 – барботаж, 5 – штанга, 6 – футеровка.
Для нанесения покрытий на мелкие детали используют барабаны. Их также изготавливают из винипласта.




Рисунок 5. Барабанная ванна.

1 – двигатель, 2 – токоподвод, 3 – секции барабана, 4 – зубчатый венец.





