СОДЕРЖАНИЕ
ВВЕДЕНИЕ …...……………………………………………………………3
1. ХУДОЖЕСТВЕННЫЙ РАЗДЕЛ …..………………………………..4
2. ПРОЕКТНЫЙ РАЗДЕЛ...……………………………………………5
2.1 Разработка дизайна изделия………………………………….........5
2.2 Способ автоматизированного производства и выбор оборудования……………………………………………………………6
2.3 Выбор инструмента………………………………………………..12
3. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ …………………………………..13
3.1 Алгоритм создания управляющей программы для ножки……..13
3.2 Алгоритм создания управляющей программы для профильной подставки…………………………………………………………………………15
3.3 Алгоритм создания управляющей программы для подставки с 2D-орнаментом…………………………………………………………………..25
ЗАКЛЮЧЕНИЕ..………………………………………………………...38
Приложение ………………………………………...…………………….39
ВВЕДЕНИЕ
CAM-системы (computer-aided manufacturing) — компьютерная поддержка изготовления, предназначенная для проектирования обработки изделий на станках с числовым программным управлением (ЧПУ) и выдачи программ для этих станков. CAM-системы еще называют системами технологической подготовки производства.
Объектом для проектирования является ножка для настольного светильника и подставка для него в двух вариантах.
Настольными называются светильники, которые устанавливаются на любой предмет мебели. В зависимости от типа абажура, они дают рассеянный или точечный направленный свет.
В отличие от рабочих настольных ламп, настольные декоративные светильники в большинстве своем статичны – не регулируется ножка и не вращается головка. Модели «стоят» на круглом или квадратном основании, которое держит ножку. К ней, в свою очередь, крепится рассеиватель (абажур). Обычно он один, но некоторые светильники оборудуются несколькими рассеивателями (двумя, тремя, а иногда и более), дающими разный свет: направленный, рассеянный или отраженный. У декоративных светильников красивые не только абажуры, но и ножки.
Цель лабораторной работы – разработать дизайн и комплекс исходных моделей для автоматизированного производства светильника.
В ходе лабораторной работы будут выполнены следующие задачи:
· разработан дизайн светильника и его 3D-модель;
· разработан комплект чертежей;
· определены технические процессы;
· произведен выбор инструмента и оборудования.
ХУДОЖЕСТВЕННЫЙ РАЗДЕЛ
Для того, чтобы разработать дизайн ножки, необходимо ознакомится с существующими аналогами (рисунок 1).


А) Б)


В) Г)
Рисунок 1 – Настольные светильники
Во всех четырех вариантах представлены настольные светильники, имеющие деревянную ножку и круглую подставку. Абажур выполнен из текстиля.
У первых двух светильников ножка представлена в виде тела вращения. Она имеет резной, красивый профиль. На нижних рисунках ножки имеют витую форму, что гораздо сложнее в исполнении.
Такие светильники, выполненные в классическом стиле, будут давать рассеянный свет, создавая вокруг домашнюю, уютную атмосферу.
ПРОЕКТНЫЙ РАЗДЕЛ
Разработка дизайна изделия
На основе просмотренных аналогов был разработан собственный дизайн ножки для светильника.
Ножка и подставка представляют собой тела вращения, имея в основании несложный профиль. Они выполнены из древесины. Абажур выполнен из матового стекла, благодаря чему свет будет приглушенный. На рисунке 2 представлена трехмерная модель изделия с двумя вариантами ножки.

Рисунок 2 – Светильник «Антураж»
Комплект документации для данного изделия включает в себя 3D-модели отдельных деталей (ножка светильника, подставка и векторный орнамент) и комплект чертежей для фрезерования на станке.
Выбор инструмента
Изготовление ножки и фигурной подставки происходит в два этапа: черновая и чистовая обработка.
Для черновой обработки используется концевая фреза (рисунок 14) со следующими параметрами:
· Кромка – d=10мм; l=40мм (количество кромок – 2);
· Хвостовик – dв=10мм; dн=10мм; l=40мм;
· Патрон – dв=35мм; dн=35мм; l=40мм (вылет 40мм).

Рисунок 14 – Концевая фреза
Для чистовой обработки используется сферическая фреза (рисунок 15) со следующими параметрами:
· Кромка – d=8мм; l=40мм (количество кромок – 2);
· Хвостовик – dв=8мм; dн=8мм; l=40мм;
· Патрон – dв=35мм; dн=35мм; l=40мм (вылет 40мм).

Рисунок 15 – Сферическая фреза
Фрезерование 2D-орнамента осуществляется с помощью пазовой галтельной фрезы (рисунок 16) со следующими параметрами:
· Кромка – d=12мм; l=8мм;
· Хвостовик – dв=10мм; dн=10мм; l=40мм;
· Патрон – dв=35мм; dн=35мм; l=40мм (вылет 40мм).

Рисунок 16 – Пазовая галтельная фреза
ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
ЗАКЛЮЧЕНИЕ
В ходе практической работы был разработан дизайн светильника «Антураж» и выполнен комплект необходимых чертежей.
Разработан комплекс исходных моделей для автоматизированного производства, выбраны способ изготовления, оборудование и инструменты.
Для изготовления каждой детали разработана управляющая программа в САМ-системах «PowerMILL» и «Данила-Мастер» для соответствующих станков с ЧПУ.
В качестве учебной практики выполнен орнамент подставки в масштабе 1:2 на станке «Камея».
ПРИЛОЖЕНИЕ
Светильник «Антураж»

СОДЕРЖАНИЕ
ВВЕДЕНИЕ …...……………………………………………………………3
1. ХУДОЖЕСТВЕННЫЙ РАЗДЕЛ …..………………………………..4
2. ПРОЕКТНЫЙ РАЗДЕЛ...……………………………………………5
2.1 Разработка дизайна изделия………………………………….........5
2.2 Способ автоматизированного производства и выбор оборудования……………………………………………………………6
2.3 Выбор инструмента………………………………………………..12
3. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ …………………………………..13
3.1 Алгоритм создания управляющей программы для ножки……..13
3.2 Алгоритм создания управляющей программы для профильной подставки…………………………………………………………………………15
3.3 Алгоритм создания управляющей программы для подставки с 2D-орнаментом…………………………………………………………………..25
ЗАКЛЮЧЕНИЕ..………………………………………………………...38
Приложение ………………………………………...…………………….39
ВВЕДЕНИЕ
CAM-системы (computer-aided manufacturing) — компьютерная поддержка изготовления, предназначенная для проектирования обработки изделий на станках с числовым программным управлением (ЧПУ) и выдачи программ для этих станков. CAM-системы еще называют системами технологической подготовки производства.
Объектом для проектирования является ножка для настольного светильника и подставка для него в двух вариантах.
Настольными называются светильники, которые устанавливаются на любой предмет мебели. В зависимости от типа абажура, они дают рассеянный или точечный направленный свет.
В отличие от рабочих настольных ламп, настольные декоративные светильники в большинстве своем статичны – не регулируется ножка и не вращается головка. Модели «стоят» на круглом или квадратном основании, которое держит ножку. К ней, в свою очередь, крепится рассеиватель (абажур). Обычно он один, но некоторые светильники оборудуются несколькими рассеивателями (двумя, тремя, а иногда и более), дающими разный свет: направленный, рассеянный или отраженный. У декоративных светильников красивые не только абажуры, но и ножки.
Цель лабораторной работы – разработать дизайн и комплекс исходных моделей для автоматизированного производства светильника.
В ходе лабораторной работы будут выполнены следующие задачи:
· разработан дизайн светильника и его 3D-модель;
· разработан комплект чертежей;
· определены технические процессы;
· произведен выбор инструмента и оборудования.
ХУДОЖЕСТВЕННЫЙ РАЗДЕЛ
Для того, чтобы разработать дизайн ножки, необходимо ознакомится с существующими аналогами (рисунок 1).
А) Б)
В) Г)
Рисунок 1 – Настольные светильники
Во всех четырех вариантах представлены настольные светильники, имеющие деревянную ножку и круглую подставку. Абажур выполнен из текстиля.
У первых двух светильников ножка представлена в виде тела вращения. Она имеет резной, красивый профиль. На нижних рисунках ножки имеют витую форму, что гораздо сложнее в исполнении.
Такие светильники, выполненные в классическом стиле, будут давать рассеянный свет, создавая вокруг домашнюю, уютную атмосферу.
ПРОЕКТНЫЙ РАЗДЕЛ
Разработка дизайна изделия
На основе просмотренных аналогов был разработан собственный дизайн ножки для светильника.
Ножка и подставка представляют собой тела вращения, имея в основании несложный профиль. Они выполнены из древесины. Абажур выполнен из матового стекла, благодаря чему свет будет приглушенный. На рисунке 2 представлена трехмерная модель изделия с двумя вариантами ножки.
Рисунок 2 – Светильник «Антураж»
Комплект документации для данного изделия включает в себя 3D-модели отдельных деталей (ножка светильника, подставка и векторный орнамент) и комплект чертежей для фрезерования на станке.
Способ автоматизированного производства и выбор оборудования
Деталь «Ножка» (рисунок 3) изготавливается на станке с ЧПУ «Робор».
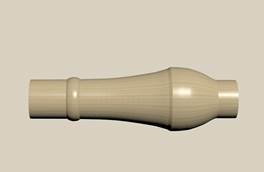
Рисунок 3 – Ножка светильника
Станок «Робор» (рисунок 4) предназначен для изготовления из древесины тел вращения, содержащих винтовые и другие сложные поверхности. Основное формообразование производится по программе обработкой концевой фрезой при непрерывном вращении заготовки. Обработка винтовых и других сложных поверхностей производится концевой фрезой при программном вращении заготовки.

Рисунок 4 – Станок «Робор»
Разработка управляющей программы обработки заготовки осуществляется на пульте и сводится к набору на клавиатуре персонального компьютера основных команд, содержащих указания о перемещении инструмента по прямой линии или дуге и угловом повороте заготовки. При этом перемещение инструмента относительно цилиндрической поверхности вращающейся заготовки рассматривается как движение относительно плоскости, представляющей собой развертку этой цилиндрической поверхности.
Для фрезерования ножки на чертеже детали проставляются точки движения фрезы (рисунок 5).
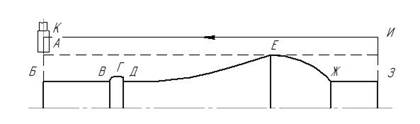
Рисунок 5 – Чертеж профиля ножки с координатами перемещения фрезы
Координаты точек (X;Y):
А(0;-5) – начальная точка;
Б(0;-20);
В(25;0);
Г(2;2;-2);
Д(2;-2;-2);
Е(55;20;70);
Ж(22;-20;-30);
З(20;0);
И(0;24);
К(-126;0) – конечная точка.
Размеры детали «Ножка» обозначены на рисунке 6.
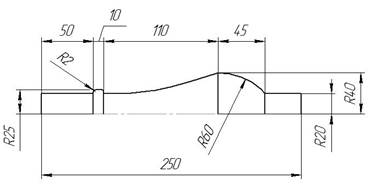
Рисунок 6 – Чертеж детали «Ножка»
Для производства светильника разрабатываются два варианта подставки: первая – 3D (профильная), вторая – с 2D-орнаментом (рисунок 2).
Подставка для ножки с объемным профилем (рисунок 7) изготавливается на станке с ЧПУ «GFY 98/108».

Рисунок 7 – 3D-Подставка
Вертикально-фрезерный станок с ЧПУ «GFY 98/108» (рисунок 8) предназначен для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, торцевыми, фасонными и другими фрезами. На станках обрабатывают горизонтальные и вертикальные плоскости, пазы, рамки, углы, зубчатые колеса, модели штампов, пресс-форм и другие детали из древесины.

Рисунок 9 - Вертикально-фрезерный станок с ЧПУ «GFY 98/10»
Код для фрезерования 3D-модели пишется в CAM-системе «PowerMILL» на ПК.
«PowerMILL» - мировой лидер в области 2, 3 и 5-ти осевого фрезерования, предлагает широкий набор инструментов для решения задач в различных областях промышленности.
Программа «PowerMILL» позволяет получить максимально эффективные управляющие программы, т.к. изначально пакет разрабатывался для обработки сложных формообразующих элементов, пресс-форм, штампов, тел вращения и т.д., поэтому обладает наилучшим функционалом.
Ножка соединяется с подставкой на клей. Сборка деталей представлена на рисунке 10. На сборочном чертеже также проставлены габаритные и присоединительные размеры.
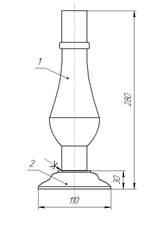
Рисунок 10 – Сборочный чертеж
Второй вариант подставки с 2D-орнаментом (рисунок 11) изготавливается на четырехкоординатном фрезерном станке с ЧПУ «Камея».

Рисунок 11 – Подставка с 2D-орнаментом
Четырехкоординатный фрезерный станок с ЧПУ «Камея» (рисунок 12) предназначен для фрезерования векторных орнаментов и трехмерных моделей любой сложности на плоских, выпуклых и вогнутых мебельных фасадах.

Рисунок 12 – Станок «Камея»
Данная подставка состоит из двух цилиндров, соединенных между собой на клей. Один из цилиндров украшен 2D-орнаментом (рисунок 13).

Рисунок 13 – 2D-орнамент
На станках «Камея» применяется система ЧПУ SML-02. Система ЧПУ работает под управлением операционной системы Microsoft Windows XP, связь со станком осуществляется по интерфейсу USB.
Управляющая программа для станка пишется в САМ-системе «Данила Мастер».
Программа "Данила-Мастер" разработана для совместимости программного обеспечения станка с другими программами, такими как "Autocad", "Компас-График", "Corel Draw" и другими поддерживающие экспорт в dxf.
Программа преобразует файлы формата dxf в файлы формата kam станка "Камея" и оптимизирует траекторию движения станка при обработке 2D изделий.
После определения контуров обработки и их параметров (глубина врезания, высота воздушных переходов, скорость подачи), программа позволяет сохранить траекторию движения инструмента в формате 7kam станка "Камея" на винчестере.
Подставка с 2D-орнаментом присоединяется к ножке на клей.
Выбор инструмента
Изготовление ножки и фигурной подставки происходит в два этапа: черновая и чистовая обработка.
Для черновой обработки используется концевая фреза (рисунок 14) со следующими параметрами:
· Кромка – d=10мм; l=40мм (количество кромок – 2);
· Хвостовик – dв=10мм; dн=10мм; l=40мм;
· Патрон – dв=35мм; dн=35мм; l=40мм (вылет 40мм).
Рисунок 14 – Концевая фреза
Для чистовой обработки используется сферическая фреза (рисунок 15) со следующими параметрами:
· Кромка – d=8мм; l=40мм (количество кромок – 2);
· Хвостовик – dв=8мм; dн=8мм; l=40мм;
· Патрон – dв=35мм; dн=35мм; l=40мм (вылет 40мм).
Рисунок 15 – Сферическая фреза
Фрезерование 2D-орнамента осуществляется с помощью пазовой галтельной фрезы (рисунок 16) со следующими параметрами:
· Кромка – d=12мм; l=8мм;
· Хвостовик – dв=10мм; dн=10мм; l=40мм;
· Патрон – dв=35мм; dн=35мм; l=40мм (вылет 40мм).
Рисунок 16 – Пазовая галтельная фреза
ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ





