

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Интересное:
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
При выборе заготовки для заданной детали назначают метод ее получения, определяют конфигурацию, размеры, допуски, припуски, на обработку и формируют технические условия на изготовление. По мере усложнения конфигурации заготовки, уменьшения напусков и припусков, повышения точности размеров и параметров расположения поверхностей усложняется и удорожается технологическая оснастка заготовительного цеха и возрастает себестоимость заготовки, но при этом снижается себестоимость и трудоемкость последующей механической обработки заготовки, повышается коэффициент использования материала. Заготовки простой конфигурации дешевле, однако такие заготовки требуют последующей трудоемкой обработки и повышенного расхода материала.
Главным при выборе заготовки является обеспечения заданного качества готовой детали при ее минимальной себестоимости. При проектировании технологического процесса механической обработки для конструктивно сложных деталей важно иметь данные о конфигурации и размерах заготовки и, в частности, о наличии в заготовке отверстий, полостей, углублений, выступов.
Технологические процессы получения заготовок определяется технологическими свойствами материала, конструктивными формами и размерами детали и программой выпуска.
Поступающие на обработку заготовки должны соответствовать утвержденным техническим условиям. Дефекты, влияющие на прочность и товарный вид заготовки, подлежат исправлению. В технических условиях должны быть указаны вид дефекта, его количественная характеристика и способы исправления.
На выбор метода получения заготовки оказывают влияние: материал детали; ее назначение и технические требования на изготовление; объем и серийность выпуска; форма поверхностей и размеры детали. Метод получения заготовки, обеспечивающий технологичность изготовления из нее детали при минимальной себестоимости последней, считается оптимальным. Выбрать заготовку - значит установить способ ее получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления. Согласно базовому технологическому процессу механической обработки «диска» заготовкой является штамповка, которая может быть получена, например, штамповкой на механическом прессе.
|
|
Преимущества холодной штамповки:
+ нет необходимости в нагреве исходных материалов и инструментов;
+ поверхность заготовки не окисляется, благодаря чему полученные детали отличаются большей прочностью и точностью размеров, меньшей шероховатостью поверхности;
+ результатом подобной обработки становятся качественные изделия с высокими и стабильными механическими свойствами. Отсутствие термообработки означает и отсутствие окалины, которая образуется на поверхности деталей при нагреве, кроме того из общего химического состава поковок не уходят углерод и цинк;
+ высокая производительность и дешевизна изделий в силу чрезвычайно малой длительности выполнения операции, исчисляемой долями минуты;
+ взаимозаменяемость получаемых деталей.
+ возможность включения в единый технологический процесс изготовления детали вместе с механической обработкой, резанием, сваркой, пайкой и др.
+ благоприятные условия для полной или частичной автоматизации управления процессом;
+ коэффициент использования металла достигает 95% вместо 30…40% при обработке резанием;
+ внедрение холодной объемной штамповки приводит к устранению операций предварительной обработки резанием, связанных с большими потерями металла в стружку и к возрастанию роли точных, отделочных методов (точению, шлифованию и др.).
|
|
Недостатки холодной штамповки:
- данный метод требует значительных усилий, чем при горячей штамповке;
- относительно высокая цена штампов.
При использовании выбранной заготовки обеспечивается повышение коэффициента использования материала. Данный материал обладает невысокой стоимостью и хорошей обрабатываемостью. Заготовка по своим размерам и форме максимально приближена к форме и размерам готовой детали, благодаря чему меньше подвержена механической обработке.
Шероховатость поверхности заготовки – Rz=320-160 мкм. Допуск размера – 1,2-2мм.
Точность штамповки в целом характеризуется классом размерной точности штамповки, степенью коробления, степенью точности поверхности, классом точности массы.
Таблица №1.5 – Точность штамповки
| № | Класс точности | Значение |
| 1 | Класс размерной точности штамповок | Т-3 |
| 2 | Шероховатость поверхностей штамповок | 20 |
| 3 | Класс точности массы штамповок | 7 |
| 4 | Припуск на обработку штамповок | 2 |
| 5 | Точность обработки и припуски штамповок к | средняя |
Условное обозначение:
Точность штамповки Т-3- ГОСТ 7505-89.
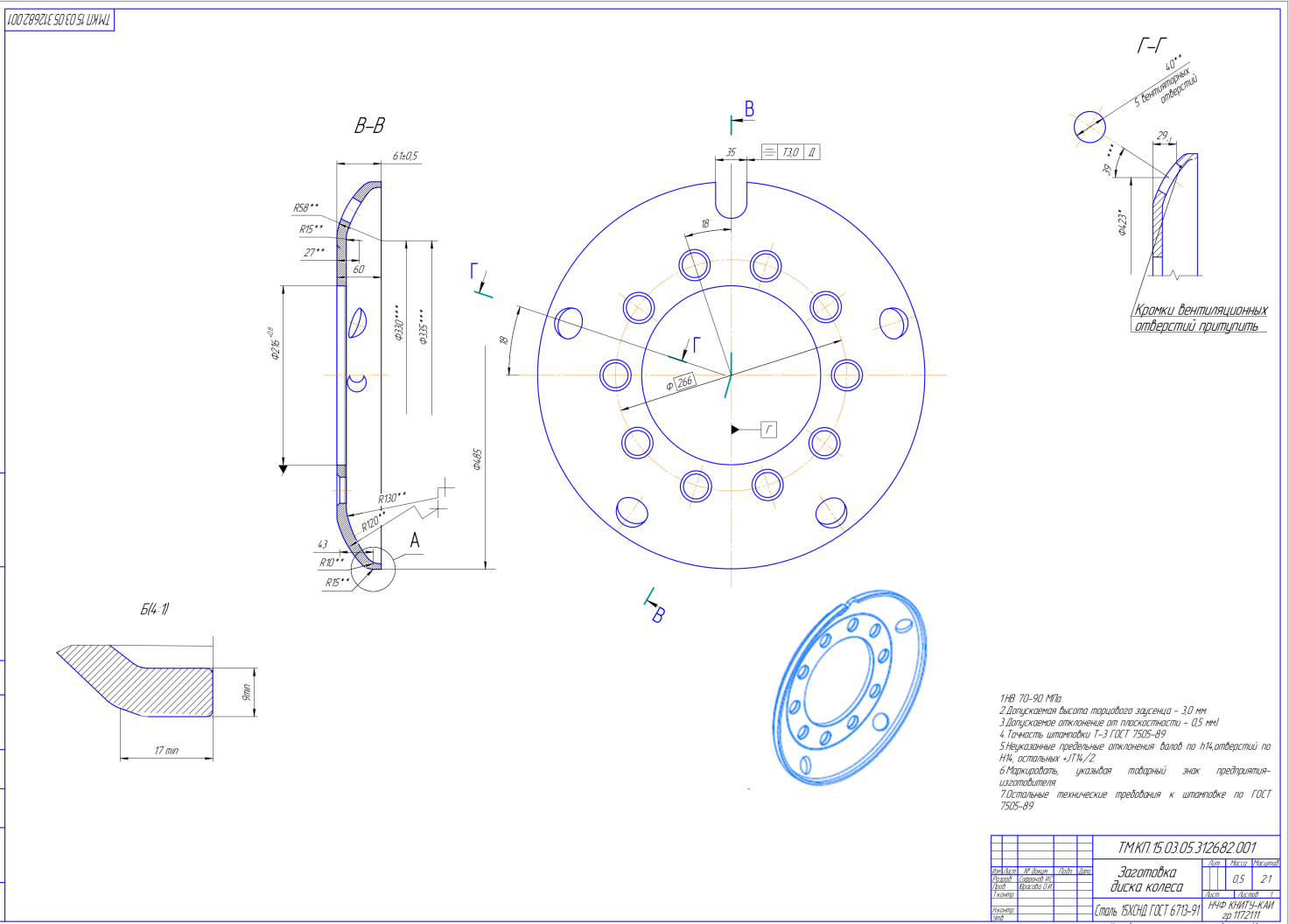
Рисунок 1.3 – Чертеж заготовки.
Технологическая часть
|
|
|

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!