Принцип действия рычажно-механических приборов (инструментов) основан на использовании специального передаточного механизма, который преобразует незначительные перемещения измерительного стержня в увеличенные и удобные для отсчета перемещения стрелки по шкале. К наиболее известным в практике типам рычажно-механических приборов относятся индикаторы, рычажные скобы, рычажные микрометры и миниметры.
Рассмотрим наиболее часто применяемые в слесарной практике рычажно-механические приборы.
Индикаторы. Индикаторы предназначаются для относительного или сравнительного измерения и проверки отклонений от формы, размеров, а также взаимного расположения поверхностей детали. Этими инструментами проверяют горизонтальность и вертикальность положения плоскостей отдельных деталей (столов, станков и т. п.), а также овальность, конусность валов, цилиндров и др. Кроме того, индикаторами проверяют биение зубчатых колес, шкивов, шпинделей и других вращающихся деталей.
Индикаторы бывают часового и рычажного типа. Наибольшее распространение имеют индикаторы часового типа, которые в сочетании с нутромерами, глубиномерами и другими инструментами используются для измерения внутренних и наружных размеров, параллельности, плоскостности и т. д.
Индикаторы часового типа с ценой деления 0,01 мм (ГОСТ 577— 60) изготовляются двух типов:
- — с перемещением измерительного стержня параллельно шкале;
- — с перемещением измерительного стержня перпендикулярно к шкале.
Индикаторы типа I имеют пределы измерений 0—5 и 0—10 мм; 0—2 и 0—3 мм, а индикаторы типа II — пределы измерений 0—2 и 0—3 мм.
Конструкция часового индикатора основана на применении зубчатых зацеплений, преобразующих поступательное движение измерительного стержня 8 (рис. 59) во вращательное движение стрелки 0.
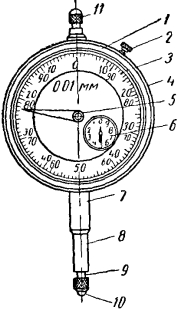
Рис. 59. Индикаторы часового типа:
1 — корпус, 2 — стопор, 3 — циферблат, 4 — ободок. 5 — стрелка, 6 — указатель полных чисел оборотов, 7 — гильза, 8 — стержень, 9 — наконечник, 10 — шарик, 11 — головка
Полный оборот большой стрелки по этой шкале соответствует 1 мм вертикального перемещения стержня, а поворот стрелки на одно деление соответствует перемещению стержня на 0,01 мм. Перемещение стержня на целые миллиметры отмечается стрелкой на указателе числа оборотов 6. На ноль индикатор устанавливают поворотом ободка 4 циферблата или головки 11 измерительного стержня (при неподвижном циферблате).
При измерении индикатор устанавливают (рис. 60, а) на передвижной штанге 1, которая закрепляется на стойке 2. Стойка соединена с призмой 5 и закрепляется гайкой 4. Такое устройство дает возможность устанавливать индикатор в любой точке измеряемой детали 3. Измерительную поверхность шарика прижимают к проверяемой поверхности (рис. 60, б) и, перемещая деталь или индикатор, определяют отклонение по шкале.
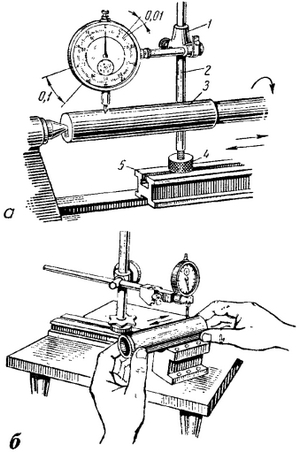
Рис. 60. Приемы измерения индикатором:
а — в центрах, б — небольших деталей
На рис. 61 показана изготовленная заводом «Красный инструментальщик» индикаторная стойка с магнитным основанием, предназначенная для установки индикатора часового типа в исследуемой части станка или прибора с целью выполнения необходимых измерений. Стойка 1 посредством встроенного в нее основания постоянного магнита 4 притягивается к стальным и чугунным деталям, что позволяет устанавливать ее на наклонных и вертикальных плоскостях, а также на цилиндрических поверхностях, без дополнительного крепления.
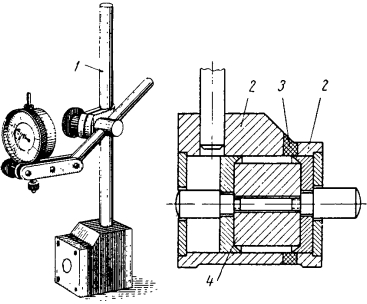
Рис. 61. Индикаторная стойка с магнитным основанием
Основание состоит из двух стальных частей 2, разделенных латунной прокладкой 3. Магнит может перемещаться в корпусе и занимать два положения: крайнее правое положение соответствует включению стойки, при этом силовые линии замыкаются ч. рез деталь, на которой стойка установлена; крайнее левое положение соответствует выключению стойки, при этом силовые линии замыкаются через стальной корпус стойки. Сила притяжения стойки к плоскости не менее 14 кГ, пределы измерения по высоте 0—200 мм.
Индикаторные нутромеры предназначены для измерения диаметров глубоких отверстий. Пределы измерения индикаторными нутромерами по ГОСТ 868—63: 6—10; 10—18; 18—35; 35— 50; 50—100; 100—160; 160—250; 250—450; 450—700 и 700—1000 мм.
Индикаторный нутромер (рис. 62) имеет корпус 4, в который вставлена направляющая втулка 2. С одной стороны втулки помещен неподвижный измерительный стержень 1, ас другой — подвижный измерительный стержень 3.
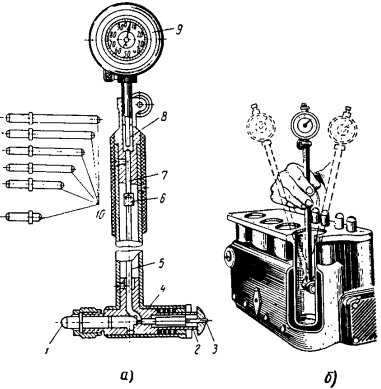
Рис. 62. Индикаторный нутромер и приемы измерения:
а — общий вид, б — приемы измерения
В процессе измерения стержень 3 перемещается, и его движение через толкатель 5 передается установленному в трубке 7 вертикальному штоку 6, к которому прижимается наконечник 8 индикатора 9. Прибор снабжается комплектом сменных неподвижных стержней 10.
Для измерения прибор осторожно вводят в отверстие (рис. 62, б) и слегка покачивают: крайнее правое отклонение стрелки индикатора соответствует проверяемому значению диаметра отверстия.
Индикаторные глубиномеры с ценой деления 0,01 мм (рис. 63) предназначены для измерения глубины пазов, отверстий, высоты уступов и т. д. Эти приборы по ГОСТ 7661—55 изготовляют с верхним пределом измерения до 100 мм.
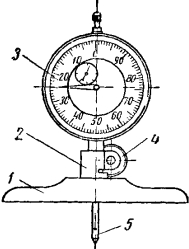
Рис. 63. Индикаторный глубиномер:
1 — основание, 2 — державка, 3 — индикатор, 4 — винт для крепления индикатора, 5 — сменный измерительный стержень
Они снабжены набором измерительных стержней, позволяющих производить измерения от: 0—10; 10—20; 20—30; 30—40; 40—50; 50—60; 60—70; 70—80; 80—90 и 90—100 мм.
| § 12. Средства контроля плоскостности и прямолинейности
Работоспособность соприкасающихся между собой поверхностей деталей машин в значительной степени определяется не только заданными размерами, но и отклонением от прямолинейности и плоскостности.
При измерении плоскостности определяют, насколько отклоняется поверхность обработанной детали от идеальной плоскости.
Наиболее распространенными средствами измерений прямолинейности являются проверочные линейки (ГОСТ 8026—64), которые подразделяются на следующие типы:
- Лекальные линейки: с двухсторонним скосом (ЛД), трехгранные (ЛТ), четырехгранные (ЛЧ).
- Линейки с широкой рабочей поверхностью: прямоугольного сечения (ШП), двутаврового сечения (ШД), мостики (ШМ).
- Линейки угловые: трехгранные клинья (УТ).
Лекальные линейки (рис. 64,а) с двухсторонним скосом (ЛД) изготовляются из инструментальной легированной стали с высокой точностью и имеют тонкие рабочие поверхности, называемые ребрами или лезвиями с радиусом закругления не более 0,1—0,2 мм, благодаря чему можно весьма точно определять отклонения от прямолинейности.
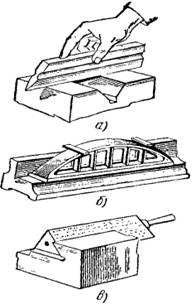
Рис. 64. Лекальные линейки:
а — с двухсторонним скосом, б — с широкой рабочей поверхностью — мостик (ШМ), в — трехгранная угловая — клин (УТ)
ГОСТ 8026—64 предусматривает два класса точности линеек: 0 и 1-й, причем 0-й класс более точный.
Проверка лекальной линейкой производится методом световой щели. На проверяемую поверхность накладывают острым ребром линейку и держат ее вертикально строго на уровне глаз, наблюдая за просветом между линейкой и поверхностью в разных местах по длине линейки. Наличие просвета между линейкой и деталью свидетельствует об отклонении от прямолинейности. При достаточном навыке такой способ контроля позволяет уловить просвет от 0,003 до 0,005 мм.
Линейки с широкой рабочей поверхностью — мостики ШМ (рис. 64,б) по ГОСТ 8026—64 изготовляются длиной 400; 630; 1000; 1600; 2500; 4000 мм, 0, 1 и 2-го классов точности. Они применяются для проверки плоскостности методом линейных отношений и «на краску». Первый метод заключается в определении зазора между рабочим ребром линейки и проверяемой плоскостью. При помощи тонких пластинок щупа или папиросной бумаги, полоски которой толщиной не более 0,02 мм подкладывают под линейку равномерно в нескольких местах, измеряют величину зазора.
Большую точность дает проверка на краску. Рабочую поверхность линейки равномерно покрывают тонким слоем краски (сажа, сурик) и затем ее плавно без нажима перемещают двумя, тремя круговыми движениями по проверяемой поверхности, после чего линейку осторожно снимают и по расположению и количеству пятен на поверхности судят о прямолинейности изделия. При идеальной плоскостности поверхность детали покрывается краской равномерно. Однако любая поверхность имеет чередующиеся выступы и впадины, а следовательно, краска ложится на выступающие части.
Трехгранные угловые линейки — клинья (УТ) служат для проверки на краску плоскостей, находящихся под углом друг к другу, и часто применяются при ремонте машин.
Трехгранные угловые линейки (рис. 64. в) по ГОСТ 8026—64 делаются с рабочими углами 45; 55 и 60° и длиной 250; 500; 750; 1000 мм, четырехгранные — длиной 630 и 1000 мм. Проверка этими линейками производится на краску.
Вертикальность и горизонтальность поверхности обычно измеряются отвесом или уровнем. При измерении отвесом или уровнем нужно, чтобы измеряемые детали и средства измерения находились в покое.
Уровни предназначены для проверки горизонтального и вертикального положения поверхностей элементов машин при монтаже.
Брусковые уровни (рис. 65) применяют для контроля отклонений от горизонтального положения поверхностей. Металлический корпус уровня имеет длину 100; 150; 200 (250) и 500 мм, внутри его помещена стеклянная продольная трубка — ампула 2 и установочная (поперечная) ампула 3. В ампулы заливают этиловый эфир или этиловый спирт с таким расчетом, чтобы образовался пузырек. На ампуле 2 нанесена шкала.
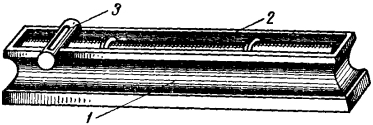
Рис. 65. Брусковый уровень:
1 — корпус, 2 — продольная ампула, 3 — поперечная ампула
При цене деления шкалы основной ампулы 2 перемещение пузырька на одно деление свидетельствует о разности уровней этих точек, равной 0,02 мм. Под ценой деления уровня понимается наклон его, соответствующий перемещению пузырька основной ампулы на одно деление шкалы, выраженное в мм на 1 м.
При пользовании уровень накладывают на проверяемую поверхность и, передвигая его в продольном и поперечном направлениях, определяют по шкале ампулы 2 величину отклонения от горизонтального положения.
Рамные уровни (рис. 66) предназначены для контроля горизонтального и вертикального положения поверхностей.
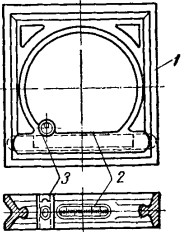
Рис. 66. Рамный уровень:
1 — корпус, 2 — продольная ампула, 3 — поперечная ампула
Длина рабочей поверхности рамных уровней 100; 150; 200 и 300 мм.
Рамный уровень состоит из корпуса 1, основной (продольной) 2 и установочной 3 (поперечной) ампул. По основной шкале определяют величину и направление отклонения.
Точность уровня определяют на проверочной плите. Пузырек основной ампулы должен показывать одинаковое положение при
|





