Волочильные станы. Оборудование, инструменты, материалы для волочения
https://extxe.com/23168/volochilnye-stany-oborudovanie-instrumenty-materialy-dlja-volochenija/
09.02.2020
Содержание страницы
· 1. Классификация волочильных станов
o 1.1. Станы однократного волочения
o 1.2. Многократные станы
§ 1.2.1. Многократные станы с функцией скольжения
§ 1.2.2. Многократные станы без функции скольжения
o 1.3. Станы со сдвоенными барабанами
o 1.5. Цепные станы
o 1.6. Трубоволочильные станы
§ 1.6.1. Конструкция и технические параметры современных волочильных станов на примере модели ZTAL-50 T
· 2. Оснастка и инструменты
· 3. Вспомогательное оборудование волочильных станов
· 4. Подготовка заготовки к волочению
o 4.1. Удаление окалины
o 4.2. Нанесения подсмазочного слоя
· 5. Обрабатываемые материалы
· 6. Методы модернизации волочильных станов
Волочение это протягивание прутка через отверстие, выходные размеры которого меньше, чем исходные размеры прутка.
Этот вид ОМД (обработки металла давлением) находит широкое применение в металлургической, кабельной и машиностроительной промышленностях.
Процесс выгодно отличается от механической обработки металла резанием (строганием), фрезерованием, обточкой и пр. так как при этом отсутствуют отходы металла в виде стружки, а сам процесс заметно производительнее и менее трудоемок.
Этим методом получают проволоку с минимальным диаметром 0,002 мм, прутки диаметром до 100 мм, не только круглого сечения, трубы главным образом небольшого диаметра и с тонкой стенкой. Можно изготовлять полые и сплошные изделия часто сложного поперечного сечения, производство которых другими способами не всегда представляется возможным (например, тонкие изделия, прутки значительной длины).
Современные волочильные станы характеризует высокая степень механизации, автоматизации и возможность регулировки скорости волочения в широком диапазоне.
Классификация волочильных станов
Волочильными станами называют системы машин, служащие для ОМ (обработка металла) волочением. В основном во все станы для волочения входят:
рабочий стол,
задающее устройство,
станины,
волокодержатель,
тележка,
тяговые цепи,
привод и карман для готовых прутков.
Первый этап процесса: заготовку заостряют, вводят в фильеру и захватывают клещами тележки.
Волочения осуществляют за счет движения тележки, которая соединена с цепью, тросом или приводом гидравлического типа, или за счет вращательного движения барабана с захваченной проволокой.
Наряду с однониточным волочением существуют станы, на которых одновременно можно протягивать до трех прутков. В качестве привода используют двигатели постоянного тока.
Волочильные станы можно классифицировать по следующему типу:
I. Машины однократного волочения
II. Машины многократного волочения
1. Машины многократного волочения без скольжения
2. Машины многократного волочения со скольжением
3. Волочильные машины для калибровки прутков.
· Цепные волочильные станы
III. Трубоволочильные станы.
Они должны обеспечивать работу стана
на ползучей скорости, плавный пуск агрегата, толчковый режим работы, регулирование скорости при волочении, возможность аварийного останова.
Однократные волочильные станы рассчитаны на усилие 0,05-200 кН. Это определяется характеристиками протягиваемого материала: сечением, профилем, качеством. Скорость волочения достигает при этом 0,5 м/с.

Рис. 2. Однократный волочильный стан со всеми вспомогательными компонентами: редуктор 1, коробка скоростей 2, электродвигатель 3, разматывающая фигурка 4, острильное приспособление 5, подъемник 6 и стеллаж 7
На однократных станах производительность увеличивается за счет увеличения массы бунтов. Это происходит как на стороне разматывания исходного материала, так и на стороне намотки готовой проволоки. Чем больше диаметр протягиваемой проволоки, тем больше вес бунтов, который может быть увеличен с помощью сварки.
Многократные станы
Станы многократного волочения представляют собой оборудование, на котором заготовка протягивается через несколько волок одновременно. Делается это с целью увеличения вытяжки обрабатываемого материала. Волоки расположены одна за другой последовательно [3-5].
Многократные станы подразделяются на:
· Многократные станы с функцией скольжения.
· Многократные станы без функции скольжения.
Для определения кратности волочения (суммарное количество протяжек) существенное значение имеют размеры обрабатываемого материала, его сечение, заданный размер конечного продукта и его механические свойства. Обычно кратность устанавливают в пределах 2 — 25, но можно установить и более.
Чем прочнее материала, тем сложнее он протягивается. Чтобы устранить нехватку натяжения за последней волокой, после каждой волоки используют тянущий барабан. Тянущий барабан вращается, протягиваемый материал наматывается на барабан, и переходит к следующей волоке.
Цепные станы
На цепных станах протягиваются прутки, трубы и др. профили, которые не сматываются в бухты (рис. 8а). На станине стана находится кронштейн 1, в который вставляются волоки 7. На верху станины находится каретка 4, имеющая с одной стороны крюк 5 для соединения с бесконечной цепью 6, а с другой – тиски 3 для захватывания металла [4]. Kaретка тянется крюком; передвигается она на четырех роликах вдоль станины, увлекая за собой захваченный клещами металл. Возврат каретки в исходное положение осуществляется с помощью особых устройств, а иногда благодаря уклону станин.
Рис. 8 Цепной волочильный стан: а) общий вид: б) разрез инструмента с кронштейном, где: 1 – кронштейн, 2 – заготовка, 3 – тиски, 4 – каретка, 5 – крюк, 6 – бесконечная цепь, 7 – волоки
Когда протягиваемый пруток, пройдет через волоку, тележка за счет упругих сил цепи получит импульс, благодаря которому ее скорость станет несколько большей скорости движения цепи. При ускорении тележки крюк под действием груза поднимается, освобождая тележку от цепи. С помощью специального механизма тележка возвращается в исходное положение до стойки волоки и процесс повторяется.
Цепные волочильные станы изготовляются с силой тяги до 1470 — 1961 кН и более, что позволяет протягивать прутки диаметром до 0,15 м.
Трубоволочильные станы
Волочение труб круглого диаметра осуществляется без оправки, на закрепленной оправке, на подвижной длинной оправке, на самоустанавливающейся или «плавающей» оправке. При безоправочном волочение трубу протягивают через волоку так же, как пруток сплошного круглого сечения. При этом уменьшаются наружный и внутренний диаметры, а толщина стенки трубы практически остается неизменной, т.е. происходит редуцирование только по диаметру.
При типовом процессе производства труб бунты подаются на разматыватель или рольганг. Один конец трубы заостряется на заковочном или обсадном станках при безоправной обработке или соединяется с оправкой при оправочной обработке и передается в волоку машины. При выходе из машины труба последовательно проходит группу вертикально и горизонтально расположенных правильных роликов. После выхода из правильного агрегата трубы обрезают на мерные длины дисковой пилой. Пила управляется автоматически и удерживается на трубе с помощью зажимных патронов. При поставке труб в бунтах, материал направляется на моталку.
1.6.1. Конструкция и технические параметры современных волочильных станов на примере модели ZTAL-50 T
Ярким представителем трубоволочильных станов, является стан ZTAL-50T (рис. 9) предназначен для холодного волочения прямых труб установленный и используемый на Первоуральском Новотрубном заводе.
Возможна одновременная протяжка максимум трёх труб в полностью автоматизированном режиме.
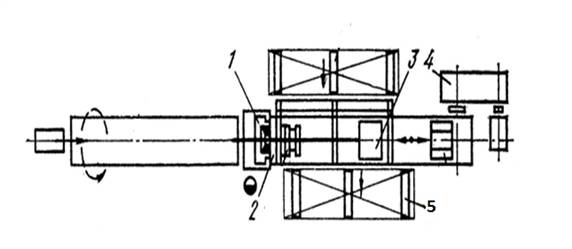
Рис.9 Функциональная схема стана ZTAL — 50 T, 1 –доска волок с твердосплавной волокой, 2 – стеллаж, 3 – волочильная тележка, 4 – главный привод, 5 – карман готовой продукции
Перед началом волочения трубные заготовки укладывают краном в загрузочный карман. При подъёме рычагов несколько заготовок попадают на находящийся перед дозатором стеллаж (2). Заготовки поштучно передаются дозатором в желоба, находящиеся в позиции загрузки (над позицией волочения). Роликами трайб-аппарата трубные заготовки надеваются на оправки расположенные в каналах загрузочного барабана. После поворота барабана на 180˚ надетые на оправки трубные заготовки попадают в позицию волочения. Происходит волочение трубы через доску волок (1) с установленной в ней твердосплавной волокой. Головка трубы захватывается волочильной тележкой (3), которая движется по рабочему столу, посредством главного привода(4). Пока происходит волочение одной или нескольких труб, на другой ряд стержней с оправками в барабане надеваются следующие трубы.
Протянутая труба по склизу рабочего стола скатывается в карман готовой продукции (5).Трубы из кармана убираются краном.
Характеристики стана приведены в табл. 2.
Таблица 2. Характеристики трубоволочильного стана ZTAL-50Т
| Максимальное усилие волочения
| 500 кН
|
| Диапазон плавного регулирования скоростей волочения
| 0-10 м/с
|
| Время разгона при волочении
| 1-4 с
|
| Скорость волочения при усилии 500 кН
| 10 м/с
|
| Максимальная высота трубной заготовки
| |
| при одинарном волочении
| 0,144 м
|
| при двойном, тройном волочении
| 0,09 м
|
| Минимальная высота трубной заготовки
| 0,026 м
|
| Максимальная длина заготовки
| 9 м
|
| Главный привод
| |
| Мощность
| 550 кВт
|
| Максимальное число оборотов при волочении
| 200 об/с
|
| Максимальное число оборотов при обратном ходе
| 15,6 об/с
|
| Количество потребляемого воздуха
| 0,5 л/с
|
| Потребление электроэнергии
| 1000 кВт/ч
|
Просмотров: 2 758
Волочильные станы. Оборудование, инструменты, материалы для волочения
https://extxe.com/23168/volochilnye-stany-oborudovanie-instrumenty-materialy-dlja-volochenija/
09.02.2020
Содержание страницы
· 1. Классификация волочильных станов
o 1.1. Станы однократного волочения
o 1.2. Многократные станы
§ 1.2.1. Многократные станы с функцией скольжения
§ 1.2.2. Многократные станы без функции скольжения
o 1.3. Станы со сдвоенными барабанами
o 1.5. Цепные станы
o 1.6. Трубоволочильные станы
§ 1.6.1. Конструкция и технические параметры современных волочильных станов на примере модели ZTAL-50 T
· 2. Оснастка и инструменты
· 3. Вспомогательное оборудование волочильных станов
· 4. Подготовка заготовки к волочению
o 4.1. Удаление окалины
o 4.2. Нанесения подсмазочного слоя
· 5. Обрабатываемые материалы
· 6. Методы модернизации волочильных станов
Волочение это протягивание прутка через отверстие, выходные размеры которого меньше, чем исходные размеры прутка.
Этот вид ОМД (обработки металла давлением) находит широкое применение в металлургической, кабельной и машиностроительной промышленностях.
Процесс выгодно отличается от механической обработки металла резанием (строганием), фрезерованием, обточкой и пр. так как при этом отсутствуют отходы металла в виде стружки, а сам процесс заметно производительнее и менее трудоемок.
Этим методом получают проволоку с минимальным диаметром 0,002 мм, прутки диаметром до 100 мм, не только круглого сечения, трубы главным образом небольшого диаметра и с тонкой стенкой. Можно изготовлять полые и сплошные изделия часто сложного поперечного сечения, производство которых другими способами не всегда представляется возможным (например, тонкие изделия, прутки значительной длины).






