На этом агрегате на барабаны наматывается всего несколько витков (от 6 до 10 проволочных витков на каждый барабан). Этих витков вполне хватает для создания необходимого усилия трения, сосредоточенного между барабаном и проволокой. Проволока протягивается через волоки без проскальзывания и транспортируется без роликов.
При производстве проволоки из мало- и высокоуглеродистой стали используемое противонатяжение составляет макс. 10 — 15% от общего усилия волочения. На рис. 7 показан стан для производства проволоки из высокоуглеродистых сортов стали методом волочения. Барабаны стана оснащены индивидуальным приводом постоянного тока. Барабаны соединяются последовательно.

Рис. 7. Прямоточный стан с противонатяжением: 1 – кронштейн; 2 – направляющий ролик; 3 – вентилятор; 4, 8 – мыльницы; 5 – затягивающие клещи; 6 – блок барабана с редуктором; 7 – барабан ступенчатый; 9 – барьерный выключатель; 10 – ножной барьер; 11 – барабан промежуточный; 12 – барабан чистовой; 13 – съемные проволоки; 14 – кран поворотный
Противонатяжение на беспетлевых станах создают электродвигатели. Это позволяет применять более высокие противонатяжения и регулировать их в более широких диапазонах. Не все виды проволоки допускают больших обжатий. Именно для них важно и эффективно применение противонатяжения. Фасонная проволока производится при использовании небольших обжатий. Это снижает степень износа волок.
Цепные станы
На цепных станах протягиваются прутки, трубы и др. профили, которые не сматываются в бухты (рис. 8а). На станине стана находится кронштейн 1, в который вставляются волоки 7. На верху станины находится каретка 4, имеющая с одной стороны крюк 5 для соединения с бесконечной цепью 6, а с другой – тиски 3 для захватывания металла [4]. Kaретка тянется крюком; передвигается она на четырех роликах вдоль станины, увлекая за собой захваченный клещами металл. Возврат каретки в исходное положение осуществляется с помощью особых устройств, а иногда благодаря уклону станин.
Рис. 8 Цепной волочильный стан: а) общий вид: б) разрез инструмента с кронштейном, где: 1 – кронштейн, 2 – заготовка, 3 – тиски, 4 – каретка, 5 – крюк, 6 – бесконечная цепь, 7 – волоки
Когда протягиваемый пруток, пройдет через волоку, тележка за счет упругих сил цепи получит импульс, благодаря которому ее скорость станет несколько большей скорости движения цепи. При ускорении тележки крюк под действием груза поднимается, освобождая тележку от цепи. С помощью специального механизма тележка возвращается в исходное положение до стойки волоки и процесс повторяется.
Цепные волочильные станы изготовляются с силой тяги до 1470 — 1961 кН и более, что позволяет протягивать прутки диаметром до 0,15 м.
Трубоволочильные станы
Волочение труб круглого диаметра осуществляется без оправки, на закрепленной оправке, на подвижной длинной оправке, на самоустанавливающейся или «плавающей» оправке. При безоправочном волочение трубу протягивают через волоку так же, как пруток сплошного круглого сечения. При этом уменьшаются наружный и внутренний диаметры, а толщина стенки трубы практически остается неизменной, т.е. происходит редуцирование только по диаметру.
При типовом процессе производства труб бунты подаются на разматыватель или рольганг. Один конец трубы заостряется на заковочном или обсадном станках при безоправной обработке или соединяется с оправкой при оправочной обработке и передается в волоку машины. При выходе из машины труба последовательно проходит группу вертикально и горизонтально расположенных правильных роликов. После выхода из правильного агрегата трубы обрезают на мерные длины дисковой пилой. Пила управляется автоматически и удерживается на трубе с помощью зажимных патронов. При поставке труб в бунтах, материал направляется на моталку.
1.6.1. Конструкция и технические параметры современных волочильных станов на примере модели ZTAL-50 T
Ярким представителем трубоволочильных станов, является стан ZTAL-50T (рис. 9) предназначен для холодного волочения прямых труб установленный и используемый на Первоуральском Новотрубном заводе.
Возможна одновременная протяжка максимум трёх труб в полностью автоматизированном режиме.
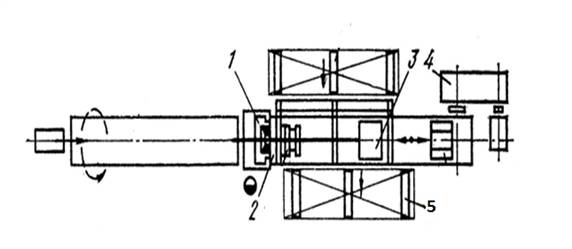
Рис.9 Функциональная схема стана ZTAL — 50 T, 1 –доска волок с твердосплавной волокой, 2 – стеллаж, 3 – волочильная тележка, 4 – главный привод, 5 – карман готовой продукции
Перед началом волочения трубные заготовки укладывают краном в загрузочный карман. При подъёме рычагов несколько заготовок попадают на находящийся перед дозатором стеллаж (2). Заготовки поштучно передаются дозатором в желоба, находящиеся в позиции загрузки (над позицией волочения). Роликами трайб-аппарата трубные заготовки надеваются на оправки расположенные в каналах загрузочного барабана. После поворота барабана на 180˚ надетые на оправки трубные заготовки попадают в позицию волочения. Происходит волочение трубы через доску волок (1) с установленной в ней твердосплавной волокой. Головка трубы захватывается волочильной тележкой (3), которая движется по рабочему столу, посредством главного привода(4). Пока происходит волочение одной или нескольких труб, на другой ряд стержней с оправками в барабане надеваются следующие трубы.
Протянутая труба по склизу рабочего стола скатывается в карман готовой продукции (5).Трубы из кармана убираются краном.
Характеристики стана приведены в табл. 2.
Таблица 2. Характеристики трубоволочильного стана ZTAL-50Т
| Максимальное усилие волочения
| 500 кН
|
| Диапазон плавного регулирования скоростей волочения
| 0-10 м/с
|
| Время разгона при волочении
| 1-4 с
|
| Скорость волочения при усилии 500 кН
| 10 м/с
|
| Максимальная высота трубной заготовки
| |
| при одинарном волочении
| 0,144 м
|
| при двойном, тройном волочении
| 0,09 м
|
| Минимальная высота трубной заготовки
| 0,026 м
|
| Максимальная длина заготовки
| 9 м
|
| Главный привод
| |
| Мощность
| 550 кВт
|
| Максимальное число оборотов при волочении
| 200 об/с
|
| Максимальное число оборотов при обратном ходе
| 15,6 об/с
|
| Количество потребляемого воздуха
| 0,5 л/с
|
| Потребление электроэнергии
| 1000 кВт/ч
|
Просмотров: 2 758





