

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Размещение цеха — всех его производственных отделений и участков, а также вспомогательных, административно-конторских и бытовых помещений должно по возможности полностью удовлетворять всем специфическим требованиям процессов, подлежащих выполнению в каждом из этих отделений. В этом заключается одна из главных задач рационального проектирования промышленных предприятий. Поскольку в сварочных цехах основными ведущими процессами являются сборочно-сварочные работы, следовательно, удовлетворению требований этих процессов в первую очередь должно быть уделено особое внимание при разработке проектов сварочных производств.
Эти требования обусловливаются главным образом индивидуальными особенностями заданных сварных металлоизделий и соответствующих рационально выбранных способов их изготовления; характерными особенностями типа производства и организационных форм его осуществления, которые должны быть предусмотрены в зависимости от количественного состава заданного выпуска продукции; степенью производственной связи основных (сборочно-сварочных) отделений и участков с другими производственными и вспомогательными отделениями цеха.
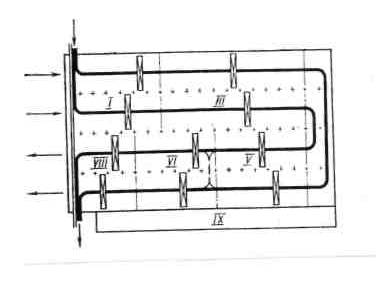
В соответствии с различными типами сварочных производств и разновидностями их организации в практике проектирования одноэтажных сборочно-сварочных цехов установились определенные типовые схемы взаимного расположения (компоновки) включаемых в их состав следующих производственных отделений и участков, а также вспомогательных, бытовых и прочих помещений: I — склад металла; II — кузнечно-прессовое отделение; III — заготовительное отделение; IV — промежуточный комплектовочный склад деталей; V — отделение узловой сборки и сварки; VI — отделение общей сборки и сварки; VII — отделение покрытий и отделки продукции; VIII — склад готовой продукции; IX — административно-конторские, служебные и бытовые помещения; X — пожарные проезды.
|
|
Каждая типовая схема удовлетворяет требованиям организации отдельных разновидностей сварочных производств. Направления грузопотоков в пределах цеха, а также ввоза металла в цех и вывоза продукции из цеха показаны на рисунках стрелками.
В дополнение к представленным выше схемам компоновок сборочно-сварочных цехов необходимо отметить, что дальнейшее развитие этих типовых схем получило отражение в использовании сблокированного расположения в одном здании нескольких взаимно связанных цехов со всеми необходимыми их отделениями. При этом административно-конторские и бытовые помещения блока цехов вынесены в отдельное здание, соединенное подземным тоннелем с расположенным вблизи с производственным корпусом.
Рассмотрим типовые схемы компоновок сборочно - сварочных цехов.
Цех с продольным направлением производственного потока (Рисунок 1).
Направление производственного потока в цехе на всем его протяжении совпадает с направлением, заданным на плане завода. Продольное перемещение обрабатываемого металла и изготовляемых деталей, сборочных единиц и изделий выполняется обычно мостовыми кранами, а поперечное (на складах) — электрокарами, автокарами либо тележками по рельсовым путям. Специализация пролетов в заготовительном отделении осуществляется по группам сортамента обрабатываемого металла, а в отделениях узловой и общей сборки-сварки — по типоразмерам изготовляемых изделий.
Рекомендуется для изготовления различных несложных изделий преимущественно в серийном производстве: может быть использована в производстве единичном и массовом также несложных изделий
Рисунок 1- Цех с продольным направлением производственного потока.Рисунок 2- Цех со смешанным направлением.
|
|
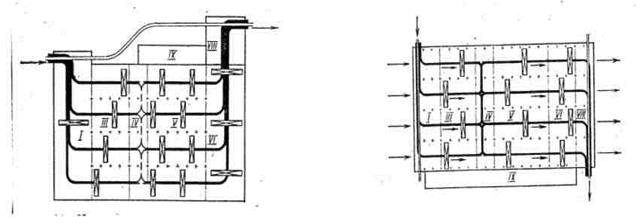
Рассмотрим схему цеха со смешанным направлением производственного потока (Рисунок 2).Направление производственных потоков в отделениях заготовительном и узловой сборки-сварки совпадает, а в пролете общей сборки-сварки — перпендикулярно направлению, заданному на плане завода. Перемещения всех грузов в пролетах цеха выполняется такими же средствами, как по схеме на (рисунок 1). Специализация пролетов заготовительного отделения осуществляется тоже по группам сортамента обрабатываемого металла. Размещение процессов изготовления сборочных единиц изделия по специализированным продольным пролетам отделения узловой сборки-сварки обусловлено расположением процесса общей сборки сварки того же изделия в заключительном поперечном пролете цеха. При этом необходимо, чтобы изготовленные сборочные единицы изделия, выходя из продольных-.пролетов в поперечный, попадали точно на те рабочие места потока, где они требуются для включения их в процесс общей сборки-сварки изделия.
Рекомендуется для массового (реже крупносерийного) производства однотипных сложных изделий.
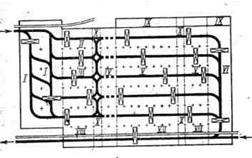
Схема 2. Эта схема отличается от предыдущей (рисунок 2) только наличием отделения кузнечно-прессового и большого отделения покрытий (окраски) и отделки готовой продукции, которое в некоторых случаях требует значительных протяженности и площади. Этот заключительный производственный процесс располагается в продольном пролете после поперечного пролета общей сборки-сварки: направление потока в этом продольном пролете — противоположное направлению потоков в остальных продольных пролетах цеха
Рисунок 3 – Цех со смешанным направлением производственного потока
Рассмотрим схему цеха с продольно-поперечным направлением производственного потока (рисунок 4).
Основное направление производственного потока в цехе на всем его протяжении совпадает с направлением, заданным на плане завода. Наряду с этим производственный поток либо часть его систематически перемещается в поперечном направлении — из одного пролета в другие и обратно. Продольные перемещения деталей, сборочных единиц и изделий в потоке осуществляются на вагонетках по рельсовым путям: освободившиеся в конце пролетов вагонетки возвращаются в исходное положение также по рельсовым путям, расположенным рядом с путями для потока изготовления изделий. Поперечные перемещения (подача деталей, сборочных единиц и изделий к манипуляторам, автоматам и другому высокопроизводительному оборудованию, обслуживающему несколько пролетов, а также возврат
|
|
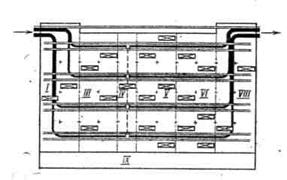
Рисунок 4. – Цех с продольно-поперечным направлением производственного потока указанных деталей, сборочных единиц и изделий в исходный пролет выполняется кран-балками (или кранами). Специализация пролетов организуется так же, как по схеме рисунок 1. Рекомендуется для мелкосерийного и единичного производства тяжелых и громоздких изделий.
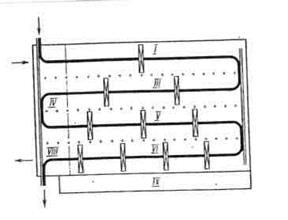
Рассмотрим схему цеха с волновым направлением производственного потока. (Рисунок 5). Направление производственного потока в цехе отклоняется от заданного (на плане завода) попеременно в противоположные стороны. В разных случаях число таких отклонений (поворотов) может быть различным. Перемещение всех грузов и специализация участков в пролетах организуется так же, как по схеме на рисунке 1. Рекомендуется для единичного и мелкосерийного производства сравнительно сложных изделий, обусловливающих значительную протяженность производственных отделений цеха. В этих случаях указанная схема обеспечивает компактность планировки площадей цеха
Рассмотрим схему цеха с петлевым направлением производственного потока. (Рисунок 6). Направление производственного потока в цехе отклоняется от заданного (на плане завода) в противоположную сторону только один раз (частный случай схемы, представленной на рисунке 5). Склады металла и готовой продукции располагаются рядом и обслуживаются одними путями для ввоза и вывоза. Перемещение всех грузов и специализация пролетов заготовительного отделения организуются так же, как по схеме рисунке 1. В отделении узловой сборки-сварки пролеты специализируются по изготовлению различных сборочных единиц выпускаемого изделия. Возможно применение кольцевой (замкнутой) системы конвейеров
|
|
Рисунок.5 –Цех с волновым направлением производственного потока
Рекомендуется для серийного и массового производства однотипных и относительно несложных изделий
Рисунок 6. – Цех с петлевым направлением производственного потока
9.Составление плана и разрезов здания цеха
Основная и довольно сложная задача описываемой проектной разработки — составление плана цеха, представляющего один из главнейших результатов проектирования цеха. Такой план цеха (отделения, участка), определяющий пространственное расположение в нем технологического процесса производства, называют технологическим, в отличие от строительного плана, разрабатываемого впоследствии строителями с целью выявления конструктивных особенностей и деталей здания цеха.
В процессе разработки плана и разрезов здания проектируемого сборочно-сварочного цеха определяют необходимые размеры последнего и расположение в нем всех элементов производства. При этом определение необходимой высоты пролетов в здании цеха не представляет затруднений, поскольку максимальные размеры подлежащих изготовлению изделий и принятого производственного оборудования известны. Разработка технологического плана включает выбор наиболее рациональной для проектируемого производства схемы компоновки цеха, определение ее геометрических размеров и последующую детализацию ее содержания.
Составление плана цеха в целом и каждого его отделения представляет собой техническую задачу, допускающую несколько решений. Рациональное решение этой задачи достигается путем параллельной разработки нескольких (двух-трех) вариантов компоновочной схемы технологического плана цеха и последующего технико-экономического сравнения их между собой.
Каждая типовая схема компоновки с присущими ей производственно-техническими характеристиками имеет особенности, определяющие рекомендуемое ее использование в различных проектах сварочных производств. Это позволяет, в самом начале разработки технологического плана цеха (отделения) произвести выбор рациональной его схемы, наиболее соответствующей разрабатываемому проекту сварочного производства.
В дополнение к описанию компоновочных схем одноэтажных сборочно-сварочных цехов необходимо учитывать, что в целях снижения стоимости строительства промышленных зданий путем унификации и значительного сокращения количества типоразмеров их конструкций, использования индустриальных методов их изготовления, а также сокращения проектных работ и продолжительности строительства утвердил унифицированные типовые секции и пролеты для строительства всех производственных зданий ряда отраслей промышленности.
|
|
Для цехов машиностроительных заводов установлены унифицированные типовые секции следующих размеров в плане: основные секции (для продольных пролетов) 144 X72 и 72 X72 м с сеткой колонн 24 X 12 и 18 х 12 м, где размер 12 м представляет собой шаг колонн (т. е. расстояние между осями соседних колонн вдоль пролета), а размеры 18 и 24 м означают ширину пролетов (между осями колонн); дополнительные секции (для поперечных пролетов) 24x72 м, (24 + 24) X 72 и 30x72 м, где размеры 24 и 30 м относятся к ширине пролетов.
Указанная длина унифицированных типовых секций и пролетов может быть изменена с учетом технико-экономической целесообразности, обусловленной рациональным размещением производственного процесса в проектируемом цехе. Таким образом, общая площадь каждой компоновочной схемы должна состоять из площадей некоторого числа унифицированных типовых секций.
Последовательность определения геометрических размеров принятой компоновочной схемы плана цеха с учетом применения унифицированных типовых секций и пролетов сводится к следующему. Сначала подсчитывают необходимую общую площадь проектируемого цеха (без бытовых и административно-конторских помещений). Для этого пользуются заданным количеством годового выпуска продукции (в Мг), результатами ранее проведенных расчетов по определению требуемого количественного состава элементов производства для проектируемого цеха и укрупненными показателями. Примерами таких показателей, используемых в подобных приближенных расчетах, могут служить: удельный годовой выпуск продукции, приходящийся на 1 м2 общей площади цеха и каждого его производственного отделения (в Мг/м2); общая площадь цеха и каждого его отделения, приходящаяся на одно сборочно-сварочное место (стенд) либо на один станок соответственно; допускаемая масса металла, приходящаяся на единицу общей площади склада, т. е. допускаемая плотность нагрузки общей площади склада (в Мг/м2) и т. п.
После расчетного определения требуемой общей площади цеха и его подразделений подбирают соответствующее количество и типоразмеры описанных выше унифицированных типовых секций для проектируемого цеха с учетом максимальных габаритных размеров подлежащих размещению в его пролетах оборудования и изготовляемых изделий. Совместная компоновка этих типовых секций и пролетов должна удовлетворять предварительно выбранному типу компоновочной схемы и занимать площадь, соответствующую расчетной площади проектируемого цеха. При этом приближенно устанавливают число пролетов цеха (с учетом их специализации), их размеры, а также размеры компоновочной схемы в целом.
Полученные таким образом геометрические размеры выбранной компоновочной схемы проектируемого цеха позволяют вычертить ее в принятом масштабе с нанесением на ней сетки колонн и границ расположения всех производственных отделений и вспомогательных помещений цеха (как на рисунках 1- 6). Размещение оборудования и рабочих мест на компоновочных схемах не показывают.
В проектах разработка технологического плана цеха включает составление его компоновочной схемы и затем подробного технологического плана в принятом масштабе и разрезов здания цеха. В процессе этой разработки, выполняемой одновременно по всем отделениям проектируемого цеха, уточняют ранее принятую его компоновочную схему и планировку его производственных отделений и вспомогательных помещений; вычерчивают на плане — в пролетах цеха — размещение всех сборочно-сварочных и других рабочих мест, всего производственного оборудования и складочных мест для материалов и деталей и т. п.; увязывают комплексную механизацию производства во всех отделениях и схему работы внутрицехового транспорта.
В целях достижения наиболее рационального размещения технологического процесса заготовительных и сборочно-сварочных работ необходимо стремиться к его прямоточности во всех пролетах проектируемого цеха. Отсутствие возвратных перемещений собираемых, свариваемых и обрабатываемых сборочных единиц и комплектов изготовляемых изделий и сокращение до минимума количества поперечных перемещений в каждом пролете служит показателем высокого качества разработки пространственного размещения производственного процесса.
После взаимной увязки планов основных отделений проектируемого цеха рассчитывают и планируют остальные вспомогательные отделения и другие площади цеха: участки контроля и испытания изделий, исправления и доделок продукции, поверхностных покрытий, склады, бытовые помещения и т. д.
Описанный выше применительно к проектированию нового сборочно-сварочного цеха порядок разработки технологического плана цеха во всех его частях значительно усложняется в случаях разработки проекта реконструкции существующего предприятия. Габаритные размеры здания реконструируемого цеха ограничивают возможности свободного выбора необходимых значений ряда расчетных величин, влияющих на расположение элементов производства в пролетах цеха. С другой стороны, рентабельность реконструкции всякого производства находится в прямой зависимости от минимального количества строительных работ по переделке существующего здания цеха. Поэтому излагаемые ниже основы планировки новых сборочно-сварочных цехов не всегда могут быть полностью и без затруднений осуществлены при разработке проектов реконструкции существующих сборочно-сварочных цехов.
10. Расчеты площадей и планировки сборочно-сварочных цехов
При разработке плана отделений узловой и общей сборки и сварки основным является определение требуемого числа пролетов и необходимых размеров каждого из них — длины, ширины и высоты. Эти параметры, принятые приближенно при составлении компоновочной схемы цеха, подлежат уточнению в процессе подробной разработки технологического плана с учетом рекомендуемых размеров пролетов по нормам технологического проектирования (Таблица 1).
Таблица 1.Размеры пролетов в сборочно-сварочных цехах (одноэтажные здания, оборудованные мостовыми кранами общего назначения)
| Ширина пролета,м | Высота до низа перекрытия, м | Высота до отметки головки рельса подкранового пути,м | Грузоподъемность, кН |
| 8,4 | 6,15 | ||
| 9,6; 10,8 | 6,95; 8,15 | 100, 200 | |
| 12,6; 14,4 | 9,65; 11,45 | 100,200,300 | |
| 8,4 | 6,15 | ||
| 9,6; 10,8 | 6,95; 8,15 | 100,200 | |
| 12,6; 14,4 | 9,65; 11,45 | 100,200,300 | |
| 16,2; 18 | 12,65; 11,45 | 300,500 | |
| 12,6 | 9,65 | 100,200,300 | |
| 14,4 | 11,45 | 200,300 | |
| 16,2; 18 | 12,65; 14,45 | 300,500 |
При детальном проектировании основным методом уточнения указанных параметров плана отделений сборки и сварки служит последовательное (по ходу выполнения технологического процесса) размещение на плане принятого по расчету количества оборудования, сборочно-сварочных стендов и других рабочих мест. При этом стремятся не только обеспечить прямоточность производства и наиболее рациональную специализацию работ в каждом пролете, но также достигнуть наилучшего использования грузоподъемности транспортных средств (главным образом козловых либо мостовых кранов). Для этого все отдельные производственные участки в проектируемых сборочно-сварочных отделениях располагают на плане (не нарушая прямоточности производства) в различных пролетах в зависимости от массы изготовляемых сборочных единиц (изделий). В результате такого размещения в одних пролетах группируют участки, производящие тяжелые, а в других — легкие сборочные единицы (изделия). После этого грузоподъемность транспортных средств назначают в соответствии с наибольшей массой сборочных единиц (изделий), изготовляемых в каждом данном пролете, либо в соответствии с наибольшей массой транспортной партии (в случаях изготовления мелкой продукции).
Кроме того, при разработке планов сборочно-сварочных отделений руководствуются описанными ниже практическими правилами и соображениями методического характера для определения нужных числа, ширины и длины пролетов в зависимости от выбранной типовой схемы планировки цеха, а также для рационального размещения элементов производства в каждом пролете.
Число пролетов уточняют на основе наиболее рациональной специализации располагаемых в них сборочно-сварочных работ. При этом различают следующие характерные в методическом отношении случаи.
А. Типовая схема компоновки цеха с продольным направлением производственного потока изображена на рисунке 1. В этой схеме процессы как узловой, так и общей сборки и сварки каждого изделия расположены в одних и тех же продольных пролетах, специализация которых осуществляется по производству отдельных типов заданных для изготовления изделий. В связи с этим для рассматриваемой схемы планировки цеха необходимое число пролетов зависит от количественного соотношения заданных к производству изделий разных типов. В таком случае требуемое число пролетов можно приближенно оценить на основе их специализации с уточнением его в процессе последующего размещения оборудования и рабочих мест на плане проектируемого цеха.
Б. Типовая схема компоновки цеха со смешанным направлением производственного потока изображена на рисунках 2 и 3. В этой схеме в заключительном поперечном пролете последовательно расположены позиции (рабочие места) процесса общей сборки и сварки изготовляемого изделия. В продольных пролетах, примыкающих к этому поперечному пролету, размещены процессы изготовления отдельных сборочных единиц, предназначаемых для каждой определенной позиции общей сборки и сварки. При этом в целях обеспечения прямоточности всего производственного процесса линии рабочих мест, изготовляющие отдельные сборочные единицы, должны непосредственно примыкать к тем позициям процесса общей сборки и сварки, на которых эти сборочные единицы предусмотрены к использованию (рисунок 7).
Рисунок 7- Схема размещения линий рабочих мест отделения узловой сборки и сварки и рабочих мест отделения общей сборки и сварки при планировке цеха со смешанным направлением производственного потока
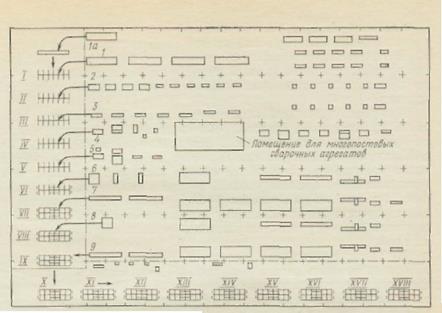
1-1Х – последовательные позиции сборки изделия в отделении общей сборки и сварки, Х-XVIII – позиции отделения покрытий и отделки, 1-9 – линии рабочих мест в отделении сборки и сварки, изготавливающем сборочные единицы для соответствующих позиций в отделении общей сбоки и сварки.
Таким образом, в рассматриваемой планировке сборочно-сварочных отделений поперечный пролет специализирован по выполнению общей сборки и сварки изготовляемого изделия, а продольные пролеты отделения узловой сборки и сварки специализированы по производству отдельных видов сборочных единиц того же изделия.
В. Типовая схема компоновки цеха с волновым расположением производственного потока (см. рис. 5), как правило, включает по одному пролету в каждом отделении цеха. Редкие исключения из этого правила определяются только путем размещения оборудования и рабочих мест на плане цеха.
Г. Типовая схема компоновки цеха с петлевым направлением производственного потока (см. рис. 6) обычно включает от одного до двух пролетов в каждом отделении цеха. Необходимых уточнений нужного числа пролетов для каждого отделения цеха, проектируемого по этой схеме, достигают путем размещения оборудования и рабочих мест на плане цеха.
Д. Типовая схема с продольно-поперечным направлением производственного потока (см. рис. 4). Нужное число пролетов для каждого отделения цеха, проектируемого по этой схеме, устанавливают аналогично описанному выше для схемы цеха с продольным направлением производственного потока.
Расчетные числа пролетов, получаемые в описанных выше случаях, уточняют при последующей планировке оборудования и рабочих мест в пролетах отделений узловой и общей сборки и сварки проектируемого цеха.
Ширину каждого пролета, принятую в компоновочной схеме, уточняют путем составления проверочных эскизов планировки рабочих мест в пролете и последующих подсчетов суммы размеров ширины рабочих мест и проходов и проездов между ними. При этом планировку оборудования, сборочно-сварочных рабочих мест и размещаемых в непосредственной близости к последним складочных мест для поступающих в сборку деталей и сборочных единиц выполняют рядами, располагаемыми вдоль пролета. Число таких рядов или линий рабочих мест Л в каждом пролете может быть различным. Однако наиболее употребительно двухрядное расположение линий рабочих мест (Л = 2), целесообразность которого обосновывается следующими соображениями.
Рисунок 8.-Схема расположения рабочих мест для подсчетов требуемой ширины пролета с размещением складочных мест
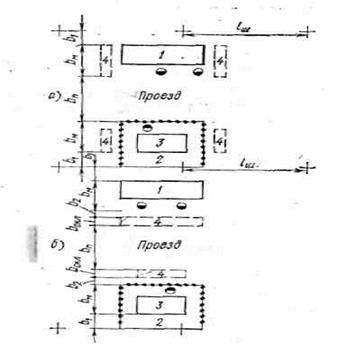
а) между рабочими местами, б) по фронту рабочих мест, 1 – сборочно – сварочный стеллаж, 2- сварочная кабина, 3- сборочно – сварочный стенд, 4 – складочные места.
Возможно четыре варианта расположения в пролетах линий рабочих мест с обслуживающими их проездами. В каждом пролете (/— IV) с возрастанием Л увеличивается его требуемая ширина впр и, что особенно важно, изменяется использование площади пролета. В самом деле, если положить, что ширина полезной площади вл, занятой линией рабочих мест, приблизительно равна ширине вспомогательной площади, занятой проездом, то использование площади составит (в %)
I (вл: впр)100 =50
II (2 вл: впр)100 =67
III (3 вл: впр)100 =60
IV (4 вл: впр)100 =67
Следует считать оптимальными вариантами двухрядное и четырехрядное расположение рабочих мест в пролете с одним (при Л = 2) или двумя (при Л = 4) обслуживающими проездами между ними.
На основе описанных выше соображений черновой эскиз планировки рабочих мест в каждом пролете для проверочных подсчетов предварительно принятой величины впр выполняют следующим образом.
На бумаге наносят (без соблюдения масштабов) два ряда колонн, представляющих собой продольные границы пролета. В этом пролете (рис. 8) вычерчивают (также без соблюдения масштаба) по одному рабочему месту каждой предусмотренной для размещения в данном пролете линии рабочих мест с указанием необходимых проездов между ними. Рядом с этими рабочими местами намечают расположение складочных мест для прибывающих в сборку деталей из промежуточного склада либо сборочных единиц с предыдущих рабочих мест пролета.
Складочные места могут быть размещены двояким образом: либо со стороны проезда, либо в продольном направлении пролета — между двумя последовательно расположенными рабочими местами производственного потока. В соответствии с возможностью осуществления двух таких вариантов расположения рабочих мест эскизы составляют также в двух вариантах (рис.8). Далее на составленных эскизах обозначают нормальные значения всех размеров, составляющих ширину пролета, в том числе и размеры ширины рабочих и складочных мест. Затем путем суммирования этих размеров получают предельные значения требуемой ширины данного пролета.
Для случаев, показанных на рисунке 8, искомое значение ширины пролета впр может быть представлено следующими выражениями:
для варианта, показанного на рисунке 8, а,
(впр)min =2(в1 + вм) + вп; (1)
для варианта, показанного на рис. 8, б,
(впр)max = 2 (в1 + вм + в2 + вскл) + вп. (2)
Числовые значения величин, входящих в приведенные выше выражения, в соответствии с требованиями норм технологического проектирования и по данным практики принимают в следующих пределах.
в1 — расстояние от тыльной стороны рабочего места до оси продольного ряда колонн (или стены здания цеха) обычно принимают равным не менее 1 м. Это значение выбирают из соображений строительного характера: фундаменты колонн цеха не должны соприкасаться с фундаментами оборудования, устанавливаемого на отдельных рабочих местах. С другой стороны, такое расстояние в большинстве случаев необходимо при устройстве прохода для свободного перемещения рабочих при выполнении ими производственных операций. В тех случаях, когда размеры рабочего места определяются размерами сварочной кабины и расположение оборудования в ней предусмотрено таким образом, что расстояние от сборочно-сварочного стеллажа или стенда до оси колонны либо стены цеха составляет не менее 1 м, значение в1 приравнивают нулю.
В случаях, когда в1 ≥ 1 м, получающееся пространство шириной не менее 2 м вдоль оси продольного ряда колонн между двумя рядами рабочих мест, расположенными в двух соседних пролетах, обычно используют для размещения оборудования для дуговой сварки (сварочные преобразователи, выпрямители и трансформаторы) и шкафов с индивидуальными ящиками для инструмента рабочих.
в2 — расстояние между рабочим местом или ограждением сварочной кабины и складочным местом для прибывающих деталей и сборочных единиц, а также для сборочных единиц, отправляемых с данного рабочего места на следующие рабочие места рассматриваемой линии, принимают в пределах 1—1,6 м.
вп — ширину проезда между двумя линиями рабочих мест, расположенными в одном пролете, принимают в пределах 3—4 м. Такая ширина необходима для обеспечения свободного проезда средств внутрицехового напольного транспорта в случаях встречи двух самоходных тележек.
вм — ширина рабочего места в сборочно-сварочных отделениях цеха обусловлена шириной сборочно-сварочного устройства (стеллажа, стенда и т. п.). Последняя, в свою очередь, зависит от размеров изготовляемого на данном рабочем месте изделия.
На основании данных практики ориентировочно можно полагать, что ширина сборочно-сварочного устройства равна сумме ширины изготовляемого на данном рабочем месте изделия и припусков на каждую сторону (по ширине) в пределах 0,2—0,3 м.
Чтобы не создавать узких мест в проездах проектируемого цеха, рекомендуется при описываемых подсчетах ширины пролетов вводить в расчет наибольшие размеры сборочно-сварочных единиц, изготовляемых в данном пролете цеха.
Помимо определяемой указанным образом ширины сборочно-сварочного устройства в общий размер ширины рабочего места следует включить ширину проходов по 1 м с каждой стороны сборочно-сварочного устройства. Эти проходы необходимы для перемещения рабочих в процессе выполнения ими работ на данном рабочем месте. В тех случаях, когда размеры рабочего места определяются размерами сварочной кабины, расстояние между сборочно-сварочным стеллажом и ограждением кабины по тем же соображениям должно быть не меньше 1 м.
вскл — ширина складочного места зависит от размеров складываемых у рабочих мест деталей и сборочных единиц, подлежащих сборке и сварке на данном рабочем месте. По данным практики, обычно площадь, занимаемая такими складочными местами, равна либо меньше площади, занимаемой сборочно-сварочным устройством. В качестве минимальной площади складочных мест допускается площадь, равновеликая половине площади, занимаемой сборочно-сварочным устройством.
После подстановки в выражения (1) и (2) числовых значений входящих в них величин, определяемых в каждом отдельном случае в соответствии с приведенными выше указаниями и с учетом индивидуальных особенностей изготовляемых сборочных единиц и изделий, могут быть получены предельные расчетные значения впр min и впр мах искомой ширины пролета.
Окончательный размер ширины пролета в пределах полученных расчетных значений устанавливают с учетом наиболее удобного расположения технологического процесса проектируемого производства.
Когда вследствие небольших размеров и малой единичной массы выпускаемой продукции сборочно-сварочные цехи располагают в многоэтажных зданиях, ширину отдельных пролетов, как и всего здания цеха в целом, ограничивают условия естественного дневного освещения производственных помещений. В подобных случаях ширину здания определяют по следующим формулам:
для здания, у которого окна выходят только на одну сторону,
взд =1,75h0 - 2h0;
для здания, у которого окна выходят на обе стороны,
взд =3,5h0 - 4h0;
где взд — ширина здания между осями колонн, м; h0 — расстояние от пола до верхнего края окна в пределах 4—5 м.
При установлении окончательного значения ширины здания в указанных выше пределах необходимо учитывать близость окружающих зданий, расположение которых может оказать влияние на освещенность внутренних помещений проектируемого цеха.
Увеличение на 1—2 м указанных значений ширины здания допускается лишь в том случае, если удаленная от окон площадь внутри здания используется не для работы, а для вспомогательных и непроизводственных помещений (складов, кладовых, проходов и т. д.).
Так как в многоэтажных промышленных зданиях величина hQ обычно равна 4—5 м, то расчетные значения ширины здания соответственно составят ~9—20 м. Поэтому в рассматриваемых случаях планировки_сборочно-сварочных цехов в многоэтажных зданиях число пролетов по ширине здания принимают в пределах 1—3. Что касается выбора ширины пролетов, то вследствие малых размеров изготовляемых изделий и небольших габаритных размеров оборудования достигается возможность размещения технологического процесса производства в сравнительно узких пролетах. Поэтому обычные планировки сводятся к следующим вариантам: 1) однопролетный цех шириной 9 м; 2) двухпролетный цех с пролетами одинаковой ширины (по 9 м); 3) трехпролетный цех с пролетами одинаковой ширины (по 6 м).
В зданиях сборочно-сварочных цехов с продольным расположением производственного потока, а также в продольных пролетах при других схемах планировки величина шага колонн нормализована и составляет 12 м для одноэтажных и 6 м для многоэтажных зданий Величина шага колонн в поперечном пролете одноэтажного здания сборочно-сварочного цеха всегда равна ширине примыкающего продольного пролета.
Длину пролетов в пределах каждого отделения проектируемого сборочно-сварочного цеха устанавливают на основе результатов описанной ниже планировки оборудования и рабочих мест на плане каждого пролета. При этом шаг колонн и ширина пролетов представляют собой основные параметры сетки колонн, служащей канвой для составления технологического плана цеха. Поскольку, в сборочно-сварочных цехах, проектируемых с продольным расположением производственного потока (см. рис. 1), на взаимное расположение пролетов цеха (как будет показано ниже) оказывает влияние высота каждого из них, то перед составлением плана цеха (отделения) рассчитывают высоту каждого пролета.
Высота пролетов сборочно-сварочного проектируемого цеха обусловлена размерами подлежащих изготовлению в них сборочных единиц и изделий в целом, габаритными размерами запроектированного к установке в рассчитываемых пролетах производственного оборудования большой высоты и предусмотренным применением (либо отказом от применения) верхнего транспорта (мостовых кранов, кран-балок, однорельсовых подвесных тележек и т. п.).
B случае отсутствия верхнего транспорта (Рис. 9а) высоту пролета Нп от уровня пола до выступающих конструктивных частей перекрытия определяют следующим образом:
H≥h1+h2 ≥4,5м,
где h1 — наибольшая в рассматриваемом пролете высота производственного оборудования либо стеллажей и стендов с обрабатываемыми на них сборочными единицами и изделиями, но не менее 2,3 м; h2 — расстояние между наивысшей точкой указанного оборудования либо стеллажей с изготовляемыми на них сборочными единицами (изделиями) и наиболее низкой точкой выступающих конструктивных частей перекрытия; значение этого размера обычно 0,4—1 м.
Согласно нормам технологического - проектирования высота производственных помещений от пола до потолка должна составлять не менее 4,5 м.
При наличии верхнего транспорта (рисунок 9;б и в ) высота пролета может быть определена из следующих выражений:
Нп > h 1 + h 3 + h 4 + h 5 + h 6;
H 3 > Hn + h 7 + h 8,
Рисунок 9. Поперечное сечение пролетов цеха для подсчетов требуемой их высоты:
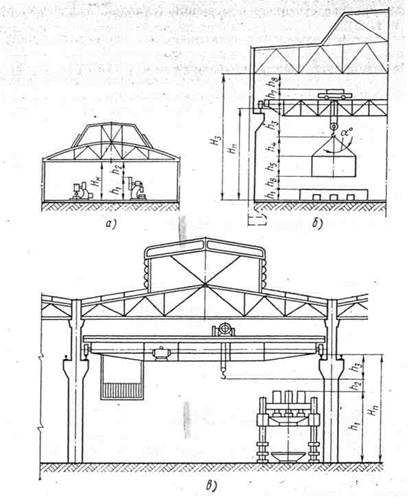
где Нп — высота пролета цеха от пола до уровня поверхности головки рельса подкрановых путей, м; Н3<

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!