Введение
Энергетика является одной из наукоёмких, динамично развивающихся и стратегически важных отраслей нашей промышленности.
От того, насколько рационально будет осуществлено энергоснабжение любого промышленного объекта, с соблюдением современных стандартов надёжности и качества энергоснабжения, настолько успешным будет выпуск предприятием продукции, соответствующей международным стандартам качества, а также освоение в производстве новых типов, моделей товара.
Целью данного дипломного проекта является проектирование электроснабжения нефтеперерабатывающего завода.
Данный проект предполагает для обеспечения энергией завода использование, как самых современных средств, оборудования, к примеру использование цифровых систем контроля, учёта принимаемой электроэнергии, цифровых устройств релейной защиты и автоматики, позволяющих значительно повысить надёжность и живучесть системы электроснабжения, так и проверенных временем.
В первой главе дипломного проекта произведён анализ, а также раскрыты особенности технологической схемы нефтеперерабатывающего завода.
Во второй главе выполняется выбор и расчёт оборудования нефтеперерабатывающего завода.
В третьей главе происходит выбор и проверка высоковольтного и низковольтного оборудования.
В четвертой главе рассматриваются вопросы, связанные с выбором и расчётом параметров устройств РЗиА.
Пятая глава посвящена проекту электроснабжения инструментального цеха.
Вопросы охраны труда, техники безопасности, правил эксплуатации электроизмерительных приборов, релейной защиты рассмотрены в шестой главе.
Анализ технологической схемы нефтеперерабатывающего завода
Технологическая схема нефтеперерабатывающего завода
На примере схемы Московского нефтеперерабатывающего завода
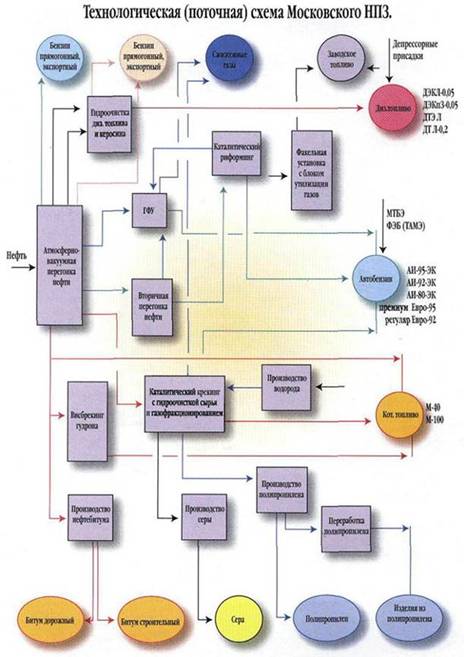
Рис. 1.3. Технологическая (поточная) схема Московского НПЗ
Подготовка нефти, первичная переработка, получение битума. (ЭЛОУ, АТ-ВБ, АВТ-3, АВТ-6)
Сырая нефть проходит установки подготовки нефти (ЭЛОУ-2, ЭЛОУ-6). Подготовка нефти заключается в удалении из сырой нефти хлористых солей кальция, магния, натрия и воды, растворимых в нефти, в виде эмульсии. Процесс ведётся за счёт воздействия специальных реагентов (деэмульгаторов) и электрического поля.
Обессоленная и обезвоженная нефть (содержание солей до 5 мг/л) поступает на установки первичной переработки нефти (АТ, АВТ-3, АВТ-6).
Установки первичной переработки нефти состоят из атмосферных блоков (АТ) в сочетании с вакуумными блоками (ВТ) на установках АВТ-3 и АВТ-6.
В атмосферной части путём ректификации (перегонки) нефти при определённой температуре и давлении отбираются светлые фракции нефтепродуктов: бензин, керосин, дизельное топливо. Остаток нефти после атмосферной перегонки (мазут>350 °С) направляется на вакуумные блоки установок АВТ-3 и АВТ-6, где при остаточном давлении 40–60 мм. рт. ст. из мазута отгоняется дополнительное количество вакуумных дистиллятов (350–530 °С), которые направляются на процессы глубокой переработки нефти (установка Г-43–107).
Остаток вакуумной перегонки – гудрон (фр. 500 °С) направляется на производство нефтебитума и на смешение котельного топлива (топочного мазута), а также на установку висбрекинга для снижения вязкости гудрона (особенно в зимний период).
В основу технологического процесса получения битумов положен метод непрерывного окисления гудрона кислородом воздуха в аппаратах колонного типа при определенной температуре:
– для дорожных битумов 250–2900С
– для строительных не выше 3200С.
На блоке висбрекинга установки АТ-ВБ остаток вакуумной перегонки – гудрон подвергается термическому крекированию при температуре 440–4500С и давлении 22 кгс/см2.
Полученные жидкие нефтепродукты остаток висбрекинга и бензин – отгон направляются на смешение котельного топлива.
нефтеперерабатывающий электроснабжение ток замыкание релейный
Смесь пропана и бутана поступает на компаундирование для получения бытового сжиженного газа (установка газораздачи); остаток (газовый бензин) на смешение в товарный бензин.
Автобензины, дизельные топлива и мазуты готовятся методом последовательной дозировки компонентов в товарных резервуарах парка сырой нефти и готовой продукции или методом одновременного дозирования и смешения компонентов в трубопроводе.
Выводы
На Московском НПЗ развиваются две наиболее сильные стороны конкурентной позиции:
а) высокая развитость технологии производства;
б) хорошая марочная структура и экологичность продукции.
Это дает возможность заводу предоставлять лучшие по качеству услуги по процессингу. В настоящее время на Московском НПЗ набор технологий, углубляющих переработку нефти, по отношению к первичной переработке в 1,5 раза выше среднеотраслевого уровня. Такое же соотношение имеют доли процессов, повышающих качество.
Гибкое сочетание углубляющих и облагораживающих процессов позволяет обеспечить высокий прирост светлых нефтепродуктов по отношению к природному их содержанию в нефти, а также выпускать моторные топлива с высокими экологическими показателями.
Ввиду отсутствия в последние годы весомых инвестиций в программу развития завода, специалисты и руководители перешли к политике «малозатратной модернизации» за счет собственных источников финансирования. Пришло понимание, что мобилизовав интеллектуальный потенциал на усовершенствование уже имеющихся технологий на режим жесткой экономии ресурсов, можно продолжать поступательное движение вперед и в условиях серьезных финансовых трудностей.
Всё это говорит о том, что качество снабжения завода энергией является одной из важнейших сторон, в развитии любого предприятия. Также, сотрудничество с отраслевыми научно-исследовательскими и проектными институтами позволяет рационально, экономично и экологично использовать ресурсы и сырьё.
Постановка задачи
Разработать проект электроснабжения нефтеперерабатывающего завода.
На чертежах представить генеральный план предприятия с нанесением не него картограммы нагрузок и внутризаводской сети высокого напряжения, а также однолинейную схему электроснабжения предприятия.
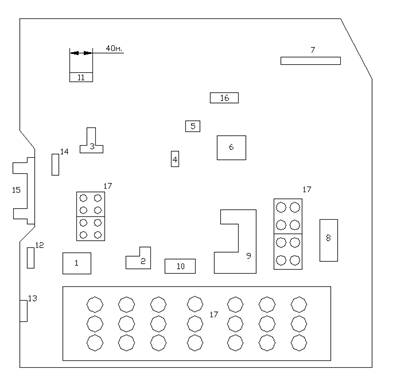
Рис. 2.1. Генплан нефтеперерабатывающего завода
Исходные данные
Питание осуществляется от подстанции энергосистемы мощностью 600 МВА, на которой установлены два трёхобмоточных трансформатора мощностью по 63 МВА, напряжением 230/115/37 кВ. Мощность к.з. на стороне 230 кВ равна 1800 МВА. Расстояние от подстанции до завода 17 км. Стоимость электроэнергии 1,2 коп за 1 кВтч. Режим работы предприятия: в три смены.
Таблица 2.1. Параметры цехов предприятия
| N
| Наименование
| Количество электроприёмников, n
| Установленная мощность, кВт
|
| Одного электроприёмника, Pn
| Суммарная
|
| 1
| Электрообессоливающая установка
| 35
| 1–80
| 1800
|
| 2
| Комбинированная установка
| 40
| 1–80
| 1900
|
| 3
| Установка каталитического крекинга
| 25
| 1–40
| 1100
|
| 4
| Газофракционирующая установка
| 20
| 1–80
| 980
|
| 5
| Установка алкинации
| 20
| 1–150
| 1300
|
| 6
| Этилсмесительная установка
| 40
| 1–80
| 1100
|
| 7
| Блок оборотного водоснабжения
| 35
| 1–50
| 1250
|
| 8
| Атмосферно-вакуумная установка
| 70
| 1–80
| 5200
|
| 9
| Установка каталитического крекинга
а) 0,4 кВ
б) 10 кВ
|
50
4
|
1–80
1500
|
1800
6000
|
| 10
| Установка инертного газа
| 30
| 1–80
| 600
|
| 11
| Ремонтно-механический цех
| 32
| 1–40
| 549,2
|
| 12
| Электроцех
| 40
| 1–10
| 350
|
| 13
| Пожарное депо
| 10
| 1–10
| 35
|
| 14
| ЦЗЛ
| 15
| 1–10
| 80
|
| 15
| Административный корпус, столовая
| 1
| 1–40
| 370
|
| 16
| Пожарная насосная: синх. двиг. 6 кВ
| 2
| 750
| 1500
|
| 17
| Резервуарные парки
| 10
| 20–50
| 350
|
18504,29
13548,21
| 21881,98
|
Общие положения
Надежное и экономичное функционирование системы электроснабжения возможно только при автоматическом управлении ее элементами. Автоматическое управление осуществляется комплексом автоматических управляющих устройств, среди которых первостепенное значение имеют устройства релейной защиты и противоаварийной автоматики (УРЗиА), действующие при повреждениях или ненормальных режимах работы электроустановок.
Для предотвращения развития аварий и уменьшения размеров возможного ущерба необходимо быстро выявить и отключить поврежденный элемент и ввезти в работу другой, заменяющий вышедший из строя. При этом для сохранения в работе неповрежденного электрооборудования, прежде всего, должна срабатывать защита, ближе всех расположенная к месту повреждения. Кроме того, используемые устройства должны быть надежными и требовать минимальных затрат как временных, так и финансовых, на их обслуживание
Токовая отсечка
Так как используется цифровая защита, то при расчётах ток уставки принимаем равным току срабатывания.
Расчет первичного тока срабатывания производится на основании отстройки от максимального тока внешнего КЗ [13].
 (4.1)
(4.1)
где  – максимальное значение периодической составляющей тока КЗ
– максимальное значение периодической составляющей тока КЗ  – коэффициент отстройки для SEPAM. Из расчёта токов КЗ:
– коэффициент отстройки для SEPAM. Из расчёта токов КЗ:
 кА
кА
 кА
кА
Сопротивление системы [14]:
 (4.2)
(4.2)


Расчет параметров кабельной линии:
 (4.3)
(4.3)
 (4.4)
(4.4)
 Ом
Ом
 Ом
Ом
Первичный ток срабатывания [13]:
 (4.5)
(4.5)

Расчет вторичного тока срабатывания [13]:
 (4.6)
(4.6)
где  - коэффициент трансформации ТТ.
- коэффициент трансформации ТТ.

Оценка чувствительности [13]:
На основе расчета коэффициента чувствительности по первичным токам:
 (4.7)
(4.7)
где  – ток двухфазного КЗ на выводах ВН трансформатора в минимальном режиме энергосистемы.
– ток двухфазного КЗ на выводах ВН трансформатора в минимальном режиме энергосистемы.
Ток короткого замыкания на выводах ВН трансформатора (Таблица 2.10):
 (4.9)
(4.9)
Коэффициент чувствительности:
 (4.10)
(4.10)
Защита проходит по чувствительности, согласно [16]  .
.
Максимальная токовая защита
Максимальная токовая защита выполняет функции ближнего и дальнего резервирования при междуфазных КЗ.
Выбор тока срабатывания:
Ток срабатывания рассчитываем на основании следующей зависимости:
 (4.11)
(4.11)
где  – номинальный ток трансформатора.
– номинальный ток трансформатора.
Следует отметить, что в SEPAM имеется функция максиметра тока, использование её позволит повысить чувствительность МТЗ за счёт корректировки тока уставки в зависимости от максимального тока нагрузки.
 (4.12)
(4.12)

 А
А
Расчет вторичного тока срабатывания [13]:
 (4.13)
(4.13)

Оценка чувствительности:
Коэффициент чувствительности для ближнего резервирования [13]:
 (4.14)
(4.14)
где  - ток минимального двухфазного КЗ на выводах НН
- ток минимального двухфазного КЗ на выводах НН
Суммарное реактивное сопротивление до точки К-2:
 (4.14)
(4.14)

Суммарное активное сопротивление до точки К-2:
 (4.15)
(4.15)

 (4.16)
(4.16)

 (4.17)
(4.17)


Защита проходит по чувствительности, согласно [16] 
Выбор времени срабатывания:
Время срабатывания максимальной токовой защиты выбирается исходя из следующих условий:
– для обеспечения термической стойкости трансформатора время срабатывания не должно превышать допустимых значений;
– для обеспечения селективности время срабатывания минимальной токовой защиты согласуется с выдержками времени аналогичных ступеней защит смежных объектов.
В случае применения защит с независимой характеристикой [13]:
tсз = tсз пред + Dt (4.18)
где tсз пред – время срабатывания предыдущей защиты (время срабатывания автоматического выключателя ввода, время срабатывания автоматического выключателя и величина запаса по времени для цифровых устройств);
Dt – ступень селективности;
tсз = 0,5 + 0,2 = 0,7 с
Коэффициент чувствительности для дальнего резервирования [13]:
 (4.19)
(4.19)
где  – ток минимального двухфазного КЗ на выводах в конце зоны дальнего резервирования.
– ток минимального двухфазного КЗ на выводах в конце зоны дальнего резервирования.
Суммарное реактивное сопротивление до точки К-3:
 (4.20)
(4.20)

Суммарное активное сопротивление до точки К-3:
 (4.21)
(4.21)

Ток минимального трехфазного КЗ на выводах в конце зоны дальнего резервирования [13]:
 (4.22)
(4.22)

Ток минимального КЗ на выводах в конце зоны дальнего резервирования [13]:
 (4.23)
(4.23)
Коэффициент чувствительности для дальнего резервирования [13]:
 (4.24)
(4.24)
Согласно [16]  . Защита для дальнего резервирования не проходит по чувствительности.
. Защита для дальнего резервирования не проходит по чувствительности.
МТЗ в двухрелейном исполнении нечувствительна к однофазным коротким замыканиям, поэтому для защиты от данного вида повреждений применяется специальная токовая защита нулевой последовательности которая устанавливается в нейтрали трансформатора.
Газовая защита
Газовая защита является обязательной для внутрицеховых трансформаторов мощностью выше 630 кВА, вне зависимости от наличия быстродействующих защит [16].
Для рассматриваемого трансформатора, который обладает мощностью 4000 кВА предусматривается газовое реле типа РГЗЧ, которое монтируется в патрубок расширительного бачка. Если на станции имеется постоянный дежурный персонал, то газовую защиту выполняют одноступенчатой с действием на сигнал при любых повреждениях внутри бака трансформатора. Для сигнализации выделяется один дискретный вход блока SEPAM 1000+, и индикатор на выносном терминале. При интеграции защиты в общую сеть, осуществляется передача сигнала на верхний уровень.
4.3 Расчёт Релейной защиты синхронного двигателя
Определение параметров схемы замещения.
Рис. 4.2. Исходная схема и схема замещения к расчёту релейной защиты синхронного двигателя 6 кВ:
а) – исходная схема; б) – схема замещения.
Параметры системы, по [формула 4.2]:


Пусковой ток двигателя.
При расчете принимаем допущение, что в момент, предшествующий короткому замыканию, электродвигатели работали с номинальными параметрами [1].
 (4.34)
(4.34)
где  - номинальный коэффициент мощности двигателя;
- номинальный коэффициент мощности двигателя;
 – КПД двигателя;
– КПД двигателя;
 - кратность пускового тока двигателя;
- кратность пускового тока двигателя;
 – номинальная мощность на валу двигателя, кВт.
– номинальная мощность на валу двигателя, кВт.
 (4.35)
(4.35)
 А
А
Токовая отсечка
Основной защитой на электродвигателях напряжением выше 1000 В и мощностью до 5000 кВт является защита от междуфазных КЗ в обмотках статора, выполненная в виде ТО без выдержки времени [16]. В зону действия ТО входит также и силовой кабель, соединяющий двигатель с выключателем, так как блок защиты установлен в ячейке выключателя.
Ток срабатывания ТО электродвигателя определяем из условия отстройки от пускового тока электродвигателя по формуле:
 (4.36)
(4.36)
 А
А
где  =1,15;
=1,15;
Принимаем трансформатор тока марки ТЛК-10–2–75/5,  =15. Номинальный ток, задаваемый при конфигурировании защит блока SEPAM 1000+, составляет
=15. Номинальный ток, задаваемый при конфигурировании защит блока SEPAM 1000+, составляет  =75 А, базисный ток присоединения –
=75 А, базисный ток присоединения –  =38 А.
=38 А.
Чувствительность защиты:
 (4.37)
(4.37)
что больше требуемого по [16] минимального коэффициента чувствительности  .
.
Используем группу уставок А защиты 50/51 элемент 1. Защита срабатывает на отключение электродвигателя без выдержки времени.
Защита от перегрузки
Ток срабатывания защиты от перегрузки определяем по формуле [17]:
 (4.43)
(4.43)
где коэффициент отстройки = 1,2 [6]:
 А;
А;
Выдержка времени защиты должна быть больше времени нормального пуска электродвигателя и времени его самозапуска при пониженном напряжении [18].
Защита от перегрузки, или затянутого пуска (48/51 LR) срабатывает на отключение электродвигателя.
Постановка задачи
Разработать проект электроснабжения инструментального цеха завода.
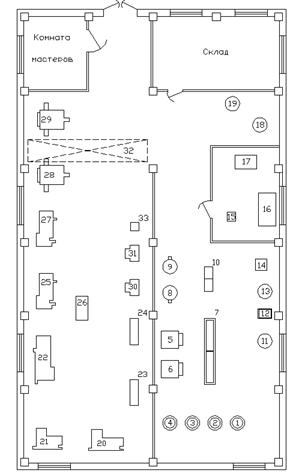
Рис. 5.1. Генплан инструментального цеха
Таблица 5.1. Параметры электрооборудования инструментального цеха
| Номер по плану
| Наименование оборудования
| Установленная мощность, кВт
|
| 1–4
| Шахтная электропечь
| 25
|
| 5,6
| Камерная электропечь
| 40
|
| 7,12,15
| Закалочный бак
| 1,1
|
| 8,9
| Шахтная электропечь
| 30
|
| 10
| Ванна обезжиривания
| 1,1
|
| 11,13,14
| Электропечь-ванна
| 15
|
| 16,17
| Установка высокой частоты. кВА
| 40
|
| 18,19
| Вентиляторы
| 7,5
|
| 20–22
| Универсальный круглошлифовальный станок
| 13+4,0+0,6
|
| 23,24
| Токарный станок
| 7,5+2,2+0,6
|
| 25–27
| Токарно-винторезный автомат
| 13+1,5+0,2
|
| 28,29
| Вертикально-фрезерный станок
| 10+2,2+0,4
|
| 30,31
| Вертикально-сверлильный станок
| 5,5+0,4
|
| 32
| Кран мостовой 5т
| 7,5+2,2+11
|
| 33
| Заточный станок
| 3,0
|
Выбор силовых пунктов
В качестве вводного шкафа выберем ШВРАУ 380/16 2 0 П с вводными и секционными автоматами марки ВА57–39 на 630 А [1].
Для ремонтно-механического цеха используем СП ПР11М с вводными автоматами марки ВА57–35 на 260 А. [1] Результаты в Таблице 5.5.
Таблица 5.5. Выбор СП ремонтно-механического цеха
| СП
| Рн э/п, кВт
| Iн э/п, А
| Расчётный ток шкафа, А
| Номинальный ток шкафа, А
| Тип шкафа
|
| СП-1
| 17,6
| 41,14
| 212,71
| 250
| ПР11М-3068–21-УХЛ3 на 8 отходящих выключателей
|
| 17,6
| 41,14
|
| 17,6
| 41,14
|
| 10,3
| 24,08
|
| 10,3
| 24,08
|
| 5,9
| 16,30
|
| 5,9
| 16,30
|
| 3
| 7,01
|
| СП-2
| 14,7
| 34,36
| 210,38
| 250
| ПР11М-3060–21-УХЛ3 на 6 отходящих выключателей
|
| 14,7
| 34,36
|
| 14,7
| 34,36
|
| 12,6
| 29,45
|
| 12,6
| 29,45
|
| 20,7
| 48,39
|
| СП-3
| 1,1
| 2,57
| 190,38
| 250
| ПР11М-3060–21-УХЛ3 на 6 отходящих выключателей
|
| 40
| 93,50
|
| 40
| 93,50
|
| 0,8
| 1,52
|
| 0,8
| 1,52
|
| СП-4
| 30
| 70,13
| 250,00
| 250
| ПР11М-3068–21-УХЛ3 на 8 отходящих выключателей
|
| 30
| 70,13
|
| 1,1
| 2,57
|
| 15
| 35,06
|
| 1,1
| 2,57
|
| 15
| 35,06
|
| 15
| 35,06
|
| СП-5
| 40
| 93,50
| 189,57
| 250
| ПР11М-3060–21-УХЛ3 на 6 отходящих выключателей
|
| 40
| 93,50
|
| 1,1
| 2,57
|
Заключение
В дипломном проекте произведен расчет показателей надежности схем электроснабжения нефтеперерабатывающего завода. На основании расчетов доказано, что разработанная схема электроснабжения, является наиболее приемлемой с точки зрения надежности и финансовых затрат.
Рассчитаны токи короткого замыкания в системе электроснабжения завода, на основании которых проверено электрооборудование и рассчитаны уставки срабатывания релейной защиты.
Произведена проверка вакуумных выключателей, на основании которой принят к установке вакуумный выключатель ВВ/ TEL производства «Таврида Электрик». На основании сравнения современных устройств релейной защиты и автоматики принят к установке блок цифровой защиты SEPAM 1000+ производства SCHNEIDER ELECTRIC.
Также была разработана внутренняя схема электроснабжения ремонтно-механического цеха.
Список литературы
1. Фёдоров А.А., Старкова Л.Е. Учебное пособие для курсового и дипломного проектирования по электроснабжению промышленных предприятий. Учеб. пособие для вузов. – М.: Энергоатомиздат, 1987. – 368 с.
2. Томилев Ю.Ф., Никулин Л.Г., Селедков М.С. Электроснабжение промышленных предприятий: Методические указания к курсовому проектированию. – Архангельск; РИО АЛТИ, 1986. – 36 с.
3. Большман Я.М., Крупович В.И., Самовер М.Л. Справочник по проектированию электроснабжения, линий электропередач и сетей. – 2-е изд., перераб. и доп. – М.: Энергия, 1975. – 696 с.
4. Князевский Б.А., Липкин Б.Ю. Электроснабжение промышленных предприятий: Учебник для вузов. – 3-е изд., перераб. и доп. – М.: Высш. шк., 1986. – 400 с.
5. Голубев М.Л. Расчёт токов короткого замыкания в электросетях 0,4–35 кВ. – 2-е изд., перераб. и доп. – М.: Энергия, 1980. – 88 с.
6. Фёдоров А.А. Каменева В.В. Основы электроснабжения промышленных предприятий. М.: Энергия, 1979.
7. Барсуков А.Н. Федоров А.А. Справочник по электроснабжению и электрооборудованию. М.: Энергоатомиздат, 1987.
8. Электротехнический справочник. В 3 т./ Под общ. ред. И.Н. Орлова и др. – 7-е изд., испр. и доп. – М.:Энергоатомиздат, 1985
9. Неклепаев Б.Н., Крючков И.П. Электрическая часть электростанций и подстанций: Справочные материалы для курсового и дипломного проектирования: Учеб. пособие для вузов. – 4-е изд., перераб. и доп. – М.: Энергоатомиздат, 1989. – 608 с.
10. Федоров А.А. Сербиновский Г.В. Справочник по электроснабжению промышленных предприятий. М.: Энергия, 1973.
Введение
Энергетика является одной из наукоёмких, динамично развивающихся и стратегически важных отраслей нашей промышленности.
От того, насколько рационально будет осуществлено энергоснабжение любого промышленного объекта, с соблюдением современных стандартов надёжности и качества энергоснабжения, настолько успешным будет выпуск предприятием продукции, соответствующей международным стандартам качества, а также освоение в производстве новых типов, моделей товара.
Целью данного дипломного проекта является проектирование электроснабжения нефтеперерабатывающего завода.
Данный проект предполагает для обеспечения энергией завода использование, как самых современных средств, оборудования, к примеру использование цифровых систем контроля, учёта принимаемой электроэнергии, цифровых устройств релейной защиты и автоматики, позволяющих значительно повысить надёжность и живучесть системы электроснабжения, так и проверенных временем.
В первой главе дипломного проекта произведён анализ, а также раскрыты особенности технологической схемы нефтеперерабатывающего завода.
Во второй главе выполняется выбор и расчёт оборудования нефтеперерабатывающего завода.
В третьей главе происходит выбор и проверка высоковольтного и низковольтного оборудования.
В четвертой главе рассматриваются вопросы, связанные с выбором и расчётом параметров устройств РЗиА.
Пятая глава посвящена проекту электроснабжения инструментального цеха.
Вопросы охраны труда, техники безопасности, правил эксплуатации электроизмерительных приборов, релейной защиты рассмотрены в шестой главе.
Анализ технологической схемы нефтеперерабатывающего завода






