Вертикальный зубодолбёжный полуавтомат модели 5А12 предназначен для нарезания цилиндрических прямозубых колёс внешнего и внутреннего зацепления, зубчатых блоков, колёс с буртами, зубчатых муфт.
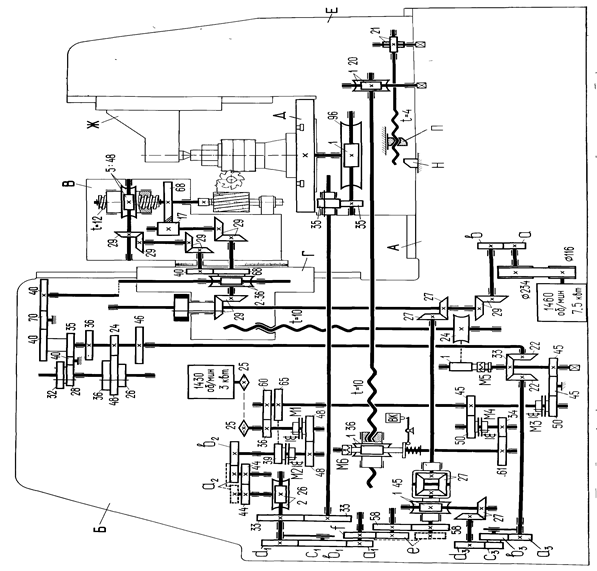
На рис. 3 показан общий вид станка, а на рис. 4 – его кинематическая схема.
Нижняя часть станины А станка является основанием и имеет коробчатую форму. Эта часть служит одновременно резервуаром для охлаждающей жидкости. На горизонтальных направляющих средней части станины расположена каретка В со столом Г, служащем для закрепления обрабатываемой заготовки.
 Рис. 3. Общий видзубодолбёжного
полуавтомата модели 5А12
Рис. 3. Общий видзубодолбёжного
полуавтомата модели 5А12
| На направляющих верхней части станины находится суппорт (штоссельная головка) Б шпинделя (штосселя) Д зуборезного долбяка. В этой части станины помещены кривошипно-шатунный механизм привода возвратно-поступательного движения шпинделя, парносменные колёса привода круговой подачи долбяка (слева) и двухпарная гитара привода деления, обката и круговой подачи заготовки (справа). На задней стенке верхней части станины закреплён корпус коробки скоростей с парносменными колёсами и приводным электродвигателем.
На шпинделе, совершающем возвратно-поступательное движение, в верхней части установлена буферная пружина для обеспечения плавности перехода с одного направления движения на другое.
Цикл работы полуавтомата начинается с радиального врезания долбяка в заготовку в процессе их обката. Врезание обеспечивается кулачком К1 (см. рис. 4), перемещающим суппорт Б посредством толкателя Т с роликом. По выполнении врезания
|
работа продолжается без радиальной подачи. В конце цикла ролик толкателя проваливается во впадину на кулачке К1, суппорт отводится в исходное положение, кулачок К3 нажимает на конечный выключатель ВК и станок останавливается.
КИНЕМАТИКА ПОЛУАВТОМАТА (см. рис. 4 и 2)
Для нарезания прямозубых колёс необходимы следующие рабочие и вспомогательные движения:
1) возвратно-поступательное движение долбяка вдоль оси – главное движение;
2) вращение долбяка – круговая подача долбяка;
3) вращение заготовки, строго согласованное с вращением долбяка – движение обката, деления и круговой подачи заготовки;
4) радиальное перемещение долбяка для врезания в заготовку – радиальная подача;
5) отвод (отскок) заготовки от долбяка перед началом его движения вверх и подвод (подскок) заготовки в рабочее положение перед началом движения режущего инструмента вниз – вспомогательные движения.
Универсального зубофрезерного станка модели 5К32
Назначение станка
Зубофрезерный станок модели 5К32 предназначен для обработки зубьев цилиндрических прямозубых и косозубых колёс, а также червячных колёс с радиальной и тангенциальной подачами червячными фрезами. Нарезание цилиндрических зубчатых колёс производится встречным и попутным фрезерованием как с продольной (обычной), так и диагональной подачами.
Основной применяемый режущий инструмент – червячные модульные фрезы.
Компоновка и работа станка
На горизонтальных направляющих станины А (рис.1) установлены салазки Е с круглым столом Д. В центральном коническом отверстии стола устанавливается оправка с заготовкой. Верхний конец оправки поддерживается кронштейном Ж, установленным на направляющих стойки, закрепленной справа на салазках стола.
Слева на станине закреплена суппортная стойка Б, на вертикальных направляющих которой установлена каретка Г с фрезерным суппортом В, несущим шпиндель с фрезой. Благодаря наличию поворотного круга суппорт В может поворачиваться для установки оси фрезы на необходимый угол относительно заготовки.
В станке имеется гидропривод. Он размещен в станине и предназначен для нагружения винтовой пары подачи фрезерного суппорта (при попутном фрезеровании), перемещения кронштейна Ж по стойке салазок стола, привода транспортера стружки и для смазки станка.
Станок работает по методу обкатки, то есть вращается червячная фреза и согласованно с ней вращается нарезаемое колёсо. За один оборот однозаходной фрезы нарезаемое колёсо поворачивается на 1/Z оборота, где Z – число нарезаемых зубьев. Таким образом, фреза и изделие воспроизводят движение элементов червячной передачи.
При нарезании зубьев цилиндрических колёс, кроме этих движений, фрезе сообщается перемещение параллельно оси заготовки, а при нарезании зубьев червячных колёс заготовка движется на фрезу в радиальном направлении.
Станок является полуавтоматом.
Цилиндрические колёса можно нарезать как в автоматическом, так и простом циклах.
Автоматический цикл:
1) ускоренный подвод стола;
2) радиальная подача до жесткого упора (врезание);
3) вертикальная (продольная) подача суппорта;
4) ускоренный отвод стола в исходное положение;
5) ускоренный отвод суппорта в исходное положение;
6) выключение станка.
Простой цикл:
1) вертикальная подача;
2) останов подачи и выключение электродвигателя рабочих ходов.
Ускоренный отвод стола и суппорта в исходное положение осуществляется в наладочном режиме, то есть последовательным нажатием на соответствующие кнопки.
Червячные колёса нарезаются по следующему циклу:
1) ускоренный подвод стола;
2) радиальная подача;
3) останов подачи.
По окончании доработки всех зубьев рабочий нажимает кнопку "стоп", выключая двигатель рабочего хода.
Нажатием на кнопку "вправо" производятся ускоренный отвод стола от фрезы и автоматический останов в исходном положении.

 Кинематика станка
Кинематика станка
При фрезеровании прямозубых и косозубых колёс с продольной подачей и червячных колёс с радиальной подачей сочетаются определённым образом следующие движения:
- главное движение – вращение фрезы;
- движение обката или деления – вращение заготовки, согласованное с вращением фрезы;
- продольная подача – вертикальное перемещение суппорта с фрезой;
- дополнительное вращение заготовки для образования винтового зуба;
- радиальная подача – горизонтальное перемещение стола с заготовкой;
- ускоренные перемещения суппорта и стола.








