С целью подготовки станка для выполнения требуемой работы производят настройку и наладку его.
Настройка (или кинематическая настройка) станка состоит в его кинематической подготовке для выполнения обработки заготовки в соответствии с выбранными или заданными режимами резания. Для этого настраивают кинематические цепи вращения шпинделя и подачи, изменяя передаточные отношения их настроечных органов.
Наладка станка состоит в правильной установке и закреплении режущего инструмента, в установке и закреплении обрабатываемой заготовки, в смазке станка перед его пуском, в подводе смазочно-охлаждающей жидкости и в выполнении других подготовительных операций.
Обтачивание конических поверхностей при смещении задней бабки
Таким способом обрабатывают длинные наружные конические поверхности с небольшим углом уклона.
Обтачивание конических поверхностей небольшой длины
Резцом с широкой режущей кромкой (широким резцом)
Этим способом обрабатывают короткие конические поверхности (длиной до 25 мм). Ширина режущей кромки резца должна быть больше образующей конуса на 3-4 мм.
Обтачивание конических поверхностей
При повернутых верхних салазках суппорта
Этим способом обрабатывают короткие (до 180 мм) детали с большим углом уклона конуса. Порядок выполнения работы следующий (рис. 7):
Кинематика станка модели 1К62
В станке обеспечиваются движения:
· формообразующие:
- главное движение резания (движение резания) – вращение шпинделя с обрабатываемой заготовкой;
- подача –
перемещение суппорта с инструментом в продольном или поперечном направлении* с настраиваемой посредством коробки подач скоростью,
при работе осевым инструментом, устанавливаемым в пиноли задней бабки, продольное перемещение бабки от коробки подач в случае сцепления её с суппортом или перемещение пиноли вручную,
продольное или под углом к оси шпинделя ручное перемещение верхних салазок с инструментом;
· установочные и вспомогательные:
- быстрые перемещения суппорта в продольном и поперечном направлениях от отдельного привода,
- быстрые продольные перемещения задней бабки при сцеплении её с суппортом,
- ручные перемещения суппорта в продольном и поперечном направлениях,
- перемещение вручную верхних салазок суппорта параллельно оси вращения шпинделя и под любым углом к ней,
- ручные перемещения задней бабки и её пиноли.
ФРЕЗЕРНОГО СТАНКА
Зубодолбёжного полуавтомата мод. 5А12
Общие сведения о зубодолбёжных станках,
Работающих по методу обката
На зубодолбёжных станках нарезают (рис. 1) цилиндрические колёса наружного и внутреннего зацепления с прямыми и винтовыми зубьями, колёса с буртами, блоки зубчатых колёс, зубчатые секторы, а также шлицевые валики, зубчатые рейки, храповики и т.д. Нарезание колёс с внутренними зубьями, а также зубчатых венцов на многовенцовых блоках и заготовках с буртами возможно практически только на зубодолбёжных станках.
 Рис. 1. Изделия, изготовляемые на зубодолбёжных станках:
а – цилиндрические прямозубые и косозубые шестернивнешнего зацепления;
б – шестерни внутренними зубьями; в – блоки шестерён;
г) – шестерни с буртами; д – зубчатые секторы
Рис. 1. Изделия, изготовляемые на зубодолбёжных станках:
а – цилиндрические прямозубые и косозубые шестернивнешнего зацепления;
б – шестерни внутренними зубьями; в – блоки шестерён;
г) – шестерни с буртами; д – зубчатые секторы
|
По расположению шпинделя зубодолбёжные станки подразделяются на вертикальные и горизонтальные. Наибольшее применение в промышленности имеют вертикальные зубодолбёжные станки.
Нарезание шестерён на большинстве моделей зубодолбёжных станков осуществляется методом обката, на некоторых моделях – методом копирования.
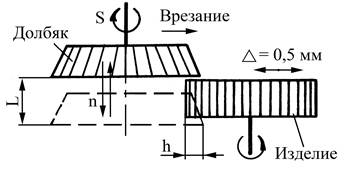
На станках, действующих по методу обката (обкатки), в процессе зубодолбления воспроизводится зацепление двух цилиндрических зубчатых колёс (рис. 2). Т.е. обработка зубьев происходит при вращении двух сцепленных колёс – их взаимном обкате. Одно из этих колёс имеет зубья, оснащённые режущими кромками, и является режущим инструментом – зуборезным долбяком, а другое, не имеющее зубьев, является заготовкой нарезаемого колёса. Ясно, что долбяк и заготовка должны приводиться во вращение так, как вращались бы, будучи в зацеплении, два зубчатых колёса. Для этого заготовку и долбяк соединяют жёсткой кинематической цепью со сменными колёсами для настройки на получение изделия с требуемым числом зубьев. Таким образом, при строго согласованном вращении долбяка и заготовки осуществляется деление и, одновременно, обкат и круговая подача.
При долблении зубьев колёс с наружным зацеплением направление вращения долбяка противоположно направлению вращения заготовки, а при долблении колёс с внутренним зацеплением направление их вращения совпадает. Поэтому в кинематическую цепь, связывающую движение долбяка и заготовки, включают реверсивное устройство.