

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Дисциплины:
|
из
5.00
|
Заказать работу |
Зажав в патроне или в центрах обрабатываемую заготовку, надо установить требуемое число оборотов шпинделя в минуту изменением положения рукояток 1, 2коробки скоростей и рукоятки 9 шпиндельной бабки (см. рис. 1).
Положение рукояток и соответствующие числа оборотов шпинделя в минуту указаны на таблице 1.
Различные подачи и шаги резьб настраиваются установкой соответствующих сменных шестерен на приклоне и изменением положения рукояток коробки подач (см. рис. 1 и 2).
При включении звена увеличения шага необходимо повернуть вправо рычаг реверса подачи для включения цепи подач.
Изменение направления подачи осуществляется рукояткой 8.
Формулы настройки станка для нарезания резьб:
а) на метрическую резьбу:

б) на дюймовую резьбу:

в) на модульную резьбу:

г) на питчевую резьбу:
 ,
,
где  - передаточное отношение сменных зубчатых колес гитары;
- передаточное отношение сменных зубчатых колес гитары;
i – общее передаточное отношение от шпинделя до ходового винта;
 - шаг ходового винта в мм;
- шаг ходового винта в мм;
n – число ниток на 1˝;
m – модуль в мм;
k – число ходов нарезаемой резьбы;
p – нарезаемый шаг в питчах.
Таблица 2 – Механика станка
|
Положение рукояток | Число оборотов шпинделя в минуту прямого и обратного вращения | Наибольший допусти- мый крутящий момент на шпинделе, Нм | Мощность на шпинделе, кВт | К.П.Д. | Наиболее слабое звено | |||
| Обозначение рукояток на рисунке 1 | по приводу | по наиболее слабому звену | ||||||
| 9 | 2 | 1 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|
I
|
В
|

| 11,2 | 750 | З,6 | 0,88 | 0,80 | Ременная передача
|

| 18 | 178 | З,6 | 1,5 | 0,8 | |||

| 28 | 786 | 3,6 | 2.3 | 0,8 | |||

| 45 | 716 | 3,6 | 3,37 | 0,8 | |||
Б

|
| 56 | 577 | 3,38 | 3,38 | 0,75 | ||
А

| 71 | 455 | 3,38 | 3,38 | 0,75 | |||
Продолжение таблицы 1
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|
| Б

|
| 90 | 359 | 3,38 | 3,38 | 0,75 | |
А

| 112 | 289 | 3,38 | 3,38 | 0,75 | |||
Б

|
| 140 | 231 | 3,38 | 3,38 | 0,75 | ||
А

| 180 | 180 | 3,38 | 3,38 | 0,75 | |||
|
II
| Б

|
| 224 | 144 | 3,38 | 3,38 | 0,75 | |
А

| 280 | 116 | 3,38 | 3,38 | 0,75 | |||
В

| 355 | 93 | 3,6 | 3,6 | 0,8 | |||
Б

|
| 450 | 74 | 3,6 | 3,6 | 0,8 | ||
А

| 560 | 59 | 3,6 | 3,6 | 0,8 |
Окончание таблицы 1
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|
| Б

|
| 710 | 45 | 3,5 | 3,5 | 0,77 | |
А

| 900 | 35 | 3,5 | 3,5 | 0,77 | |||
| Б
|
| 1120 | 27 | 3,3 | 3,3 | 0,74 | ||
А

| 1400 | 22 | 3,3 | 3,3 | 0.74 | |||
| Б
|
| 1800 | 16 | 3,1 | 3,1 | 0,7 | ||
| А
| 2240 | 12 | 2,9 | 2,9 | 0,65 |
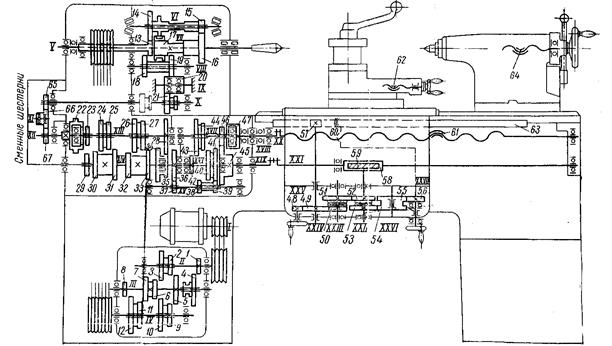
Рисунок 2 – Кинематическая схема станка 1А616
Типы токарных резцов
Токарные резцы (рис. 3) делят:
- по назначению - на проходные для обточки наружных цилиндрических и конических поверхностей, подрезные для обточки плоских торцовых поверхностей и подрезки уступов, отрезные для прорезания канавок или для отрезки заготовок, расточные для расточки сквозных и глухих отверстий, резьбовые для нарезания наружной и внутренней резьбы различного профиля и фасонные;
- по направлению подачи - на правые и левые; правые резцы работают с подачей справа налево и при указанном на рис. 3, a наложении правой руки имеют главную режущую кромку со стороны большого пальца;
- по форме головки и ее расположению относительно оси заготовки - на прямые, отогнутые, оттянутые и изогнутые;
- по конструкции - на цельные и составные с напайной
пластинкой или механическим ее закреплением;
- по роду инструментального материала, из которого изготавливается режущая часть, - на быстрорежущие, твердосплавные, минералокерамические, алмазные и др.
В настоящее время в машиностроении широко применяют резцы с механически закрепляемыми многогранными пластинками (рис. 3, б), которые по сравнению с резцами с напайными пластинками обеспечивают повышение производительности обработки на 25 - 30%.

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!










