В условиях серийного производства расчет количества рабочих мест производится по операциям технологического процесса исходя из трудоемкости годового выпуска продукции и эффективного годового фонда времени работы оборудования. Расчет производится для каждой операции технологического процесса по следующей формуле:
 , шт.(1)
, шт.(1)
где Срасi – расчетное количество рабочих мест по i-ой операции;
tштi – трудоемкость выполнения i-ой операции, нормо-час;
Nг – годовая программа выпуска, шт;
Fэф.об. – эффективный годовой фонд времени работы оборудования, час;
Kв.н – планируемый коэффициент выполнения нормы.
Годовой фонд времени работы оборудования определяется по формуле:
 , час (2)
, час (2)
Где Дк – количество календарных дней в году;
Дв – количество выходных дней в году;
Дпр – количество праздничных дней, которые не совпадают с выходными днями в году;
q – длительность рабочей смены (принимаем 8 часовой рабочий день, при 5 дневной рабочей недели);
tн – количество нерабочих часов в предпраздничные дни;
Дпред – количество предпраздничных рабочих дней в году;
S – количество рабочих смен;
Kисп – коэффициент использования оборудования (учитывает простой оборудования в ремонте и по другим техническим причинам).
Используя данные за заданный 2007 год получаем:
Fэфф = ((365-101-15)*8-1*5)*1*0,91 = 1807 часов.
По каждой операции технологического процесса производиться определение расчетного и принятого количества рабочих мест. Cрасi может оказаться дробным числом, тогда его необходимо округлить до ближайшего целого числа в большую сторону. Полученное целое число называется принятым количеством рабочих мест.
Эффективность использования рабочих мест определяется с помощью коэффициента загрузки оборудования по каждой операции технологического процесса, с использованием следующей формулы:
 . (3)
. (3)
Коэффициент загрузки оборудования для технологического процесса в целом рассчитывается по формуле:
 , (4)
, (4)
Где m – количество операций.
Необходимо стремиться к тому, чтобы Kзср был как можно ближе к единице.
Все полученные в результате расчетов данные представлены в таблице 2.
Таблица 2 – Расчет количества рабочих мест и коэффициента загрузки
| Наименование показателя
| Номер операции
|
| 005
| 010
| 015
| 020
| 025
|
| Трудоемкость годовой программы выпуска, нормо-час
| 1289,97
| 4299,90
| 11466,40
| 1289,97
| 1433,30
|
| Трудоемкость годовой программы выпуска с учетом Кв.н, нормо-час
| 1194,42
| 3981,39
| 10617,04
| 1194,42
| 1327,13
|
| Эффективный годовой фонд времени работы единицы оборудования
| 1807
|
| Расчетное количество рабочих мест
| 0,66
| 2,20
| 5,88
| 0,66
| 0,73
|
| Принятое количество рабочих мест
| 1
| 3
| 6
| 1
| 1
|
| Коэффициент загрузки рабочих мест
| 0,66
| 0,73
| 0,98
| 0,66
| 0,73
|
| Средний коэффициент загрузки рабочих мест
| 0,84
|
По результатам расчета коэффициентов загрузки строится график загрузки рабочих мест, представленный на рисунке 1.
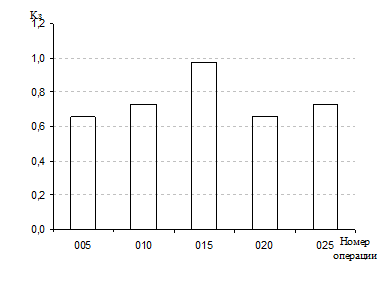
Рисунок1 – График загрузки рабочих мест
Нормативный уровень загрузки рабочего места для серийного типа производства составляет 0,85. Рассчитанный уровень загрузки рабочего места равен 0,84.
Анализируя сделанные расчеты и график, можно сделать вывод, что недостатком данного технологического процесса является то, что первое и четвертое рабочие места имеют очень низкую загрузку, а третье рабочие места перегружено. Чтобы устранить неравномерность загрузки рабочих мест для данного технологического процесса, следует догрузить рабочие места с низкой загрузкой (дополнительные операции) и расширить перегруженные рабочие места (для разгрузки рабочих мест применяют: прогрессивные технологии, повышение квалификации рабочих, ввод прогрессивной шкалы премирования, установление дополнительного оборудования) с тем, чтобы обеспечить равномерную загрузку рабочих мест.






