

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
| Общая длина L t | Размер устанавливается в зависимости от конструкции испытательной машины | |
| Ширина захватной части b 1 | b 2 +12 мм | |
| Ширина рабочей части b 2 | пластины | 25 мм |
| трубы*** | Не менее 20 мм* | |
| Длина рабочей части L С | Не менее L S +60 мм** | |
| Радиус у захватной части r | Не менее 35 мм | |
* Для труб малого диаметра размер при необходимости может быть уменьшен.
** L S – максимальная ширина шва после механической обработки.
*** Для труб малого диаметра при необходимости могут применяться трубчатые образцы. Диаметр их должен равняться внешнему диаметру трубы.
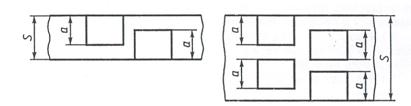
S – толщина сварного соединения; а – толщина образца
Примечание. Не обязательно вырезать образцы, перекрывающие друг друга по толщине соединения, хотя такой случай не исключается.
Черт. 1. Положение образцов для испытания сварного соединения большой толщины
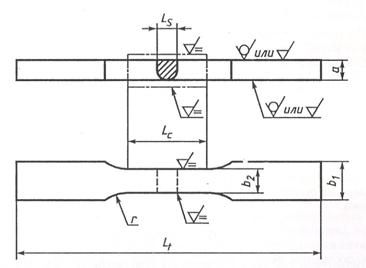
Примечание. Символы для обозначения шероховатости поверхности в соответствии с ИСО 1302.
Черт. 2. Образец для испытаний
7.2. После разрушения необходимо осмотреть поверхность образца в месте разрыва. Данные о наличии дефектов, их количестве и типе должны заноситься в протокол испытания.
7.3. После окончания испытаний должно быть определено место разрыва. При необходимости, с этой целью, допускается травление боковой поверхности образца.
7.4. Результаты испытания должны оцениваться в соответствии с требованиями нормативно-технической документации на контролируемое изделие.
(Введено дополнительно, Изм. № 4).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ИСО 5173-81 «Соединения стыковые стальные, выполненные сваркой плавлением. Испытания на изгиб корнем шва или его лицевой поверхностью наружу образцов, вырезанных поперек шва»
|
|
Назначение
Настоящий стандарт устанавливает два способа проведения испытаний на изгиб образцов, вырезанных поперек шва из стыковых соединений, выполненных сваркой плавлением, с целью определения пластичности сварного соединения и отсутствия дефектов на поверхности растянутой зоны образца. Испытания проводят при расположении образцов корнем шва или его лицевой поверхностью наружу. Стандарт также регламентирует размеры образцов.
Область применения
Настоящий стандарт распространяется на стыковые соединения из сплавов на основе железа, выполненные любым способом сварки плавлением.
Основные положения
Испытуемый образец подвергается пластической деформации путем изгиба (без перегиба) так, чтобы одна из поверхностей шва находилась в процессе испытания в растянутой зоне.
Испытания выполняются одним из двух способов, описанных в разделах 6 (испытание на изгиб с использованием оправки) и 7 (испытание на изгиб с использованием роликов).
Отбор образцов
4.1. Образец для испытаний отбирают непосредственно от контролируемого изделия или из специально сваренного для проведения испытаний контрольного соединения. Образец вырезают поперек сварного соединения так, чтобы после его механической обработки ось шва располагалась посередине длины образца.
Примечание. Контрольное соединение – специально изготовленное сварное соединение, из которого отбираются образцы при контроле качества промышленного изделия, квалификации персонала, результатов исследовательских работ, кондиции сварочных материалов и др.
4.2. Маркировка каждого образца должна выполняться так, чтобы после изготовления можно было определить его положение в контролируемом изделии или в контрольном соединении. Термическая обработка контрольного соединения должна проводиться только в случае, когда нормативно-техническая документация предусматривает проведение ее для контролируемого изделия. Данные о любой термической обработке должны заноситься в протокол испытаний.
|
|
4.3. Вырезка образцов должна выполняться пригодным для данного случая способом. Резка на ножницах при толщине основного металла более 8 мм не допускается. При использовании термической резки или других методов, влияющих на состояние металла на поверхности реза, он должен располагаться на расстоянии не менее 8 мм от поверхности готового образца, но в любом случае исключающим влияние реза на результаты испытания. Исключение из этого правила допускается при испытании образцов, предназначенных только для выявления дефектов. В этом случае кромки образца зачищаются.
Обработка образцов
5.1. Окончательная обработка образцов должна производиться механическим способом. При обработке необходимо принять меры, предупреждающие поверхностное упрочнение или чрезмерный нагрев металла. В пределах длины L (черт. 3, 4) не должно быть царапин и надрезов, располагающихся поперек образца.
5.2. Образец по всей длине должен иметь прямоугольное практически постоянное сечение. Форма поперечного сечения приведена на черт. 1. При односторонних швах различают образцы для испытаний на изгиб: лицевой поверхностью наружу, когда в растянутой зоне находится лицевая наиболее широкая поверхность шва; корнем шва наружу, когда в растянутой зоне находится корень шва. При двустороннем шве – лицевой считается сторона, сваренная первой. Сторона, свариваемая второй, приравнивается к корню шва.
5.3. Выпуклость шва с обеих сторон должна зачищаться заподлицо с основным металлом. Обработка подрезов, если это не предусматривается нормативно-технической документацией, не допускается.
5.4. Для листового металла ширина образца b должна быть не более, чем 1,5 а, но не менее 20 мм. Для труб ширина образца b должна соответствовать:
при диаметре трубы не более 50 мм; S +0,10 d (но не менее 8 мм);
при диаметре трубы более 50 мм; S +0,05 d (не менее 8 мм и не более 40 мм),
где S – толщина трубы; d – наружный диаметр трубы.
5.5. Толщина образца а должна, как правило, равняться толщине основного металла вблизи сварного соединения.
При толщине металла более 30 мм допускается вместо одного образца, толщина которого равна полной толщине соединения, испытывать несколько образцов при условии, что толщина каждого из них не менее 30 мм и что они охватывают всю толщину соединения (черт. 2). При использовании нескольких образцов следует указать их месторасположение по толщине сварного соединения.
|
|
Примечание. Общее количество образцов или количество образцов, взятых в различных сечениях, должно устанавливаться нормативными документами на контролируемое изделие.
5.6. Кромки образца, попадающие при испытании в растянутую зону, должны быть закруглены механическим способом по радиусу R, не превышающему 0,2 а, но не более 3 мм.
6. Способ испытания на изгиб с использованием оправки (черт. 3)
6.1. Испытуемый образец помещается на две параллельно расположенные роликовые опоры. Образец медленно и непрерывно деформируется путем приложения в средней части образца по оси шва перпендикулярно поверхности образца концентрированной нагрузки (трехточечный изгиб).
6.2. Нагрузка на образец передается с помощью оправки с закругленным концом диаметром D, который должен соответствовать требованиям нормативно-технической документации на контролируемое изделие.
6.3. Расстояние между опорами L (черт. 3) должно быть не более, чем L = D + 3 а.
6.4. Испытание считается законченным, когда угол изгиба a (черт. 3) достигает значения, установленного в нормативно-технической документации на контролируемое изделие.
7. Способ испытаний на изгиб с использованием ролика (черт. 4)
7.1. Один край образца жестко закрепляется в устройстве, имеющем два параллельных ролика. Испытание должно проводиться медленно и непрерывно сосредоточенной нагрузкой, прикладываемой на образец через вращающийся внешний ролик с радиусом R. Изгиб осуществляется по дуге, центр которой совпадает с центром внутреннего ролика.
7.2. Диаметр внутреннего ролика D должен соответствовать требованиям, оговоренным в нормативно-технической документации на контролируемое изделие.
7.3. Испытание считается законченным, когда угол изгиба a (черт. 4) достигает величины, установленной в нормативно-технической документации на контролируемое изделие.
|
|
|

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!