

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Интересное:
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Упряжное устройство состоит из тягового хомута, клина или валика с вкладышем, упорной плиты, переднего и заднего упоров, поддерживающих и ограничительных планок. Тяговый хомут автосцепки СА-3 (рис. 50) рассчитан на установку в нем поглощающих аппаратов, габаритные размеры которых 568x318x230 мм. Это аппараты Ш-1-Тм, Р-2П, ГА-100М и другие взаимозаменяемые с ними. Передняя часть хомута / служит узлом соединения с хвостовиком автосцепки, задняя 2 — упором основания поглощающего аппарата. В передней части хомута есть отверстие 3 для размещения клина, а снизу предусмотрены ушки с отверстиями под болты, на которые опирается клин. Два болта с резьбой М20 и квадратными головками устанавливают в отверстия в ушках, затягивают гайками и зашплинтовывают общей стопорной шпилькой. Для предохранения от выпадания болтов в случае утери гаек на болтах предусмотрены специальные шайбы.
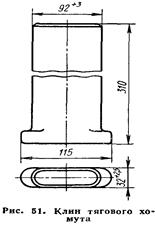
Клин тягового хомута представляет собой стержень (рис. 51) овального сечения 32x92 мм. В нижней части клин имеет заплечики, препятствующие его выжиманию вверх, а снизу поддерживается в нормальном положении двумя болтами. Клин изготовляют горячей штамповкой из листового проката или из прокатной стали специального профиля (профиль 6, ГОСТ 5267—63) горячей высадкой заплечиков. И в том и в другом случае используют сталь 38ХС (ГОСТ 4543—71).
Тяговый хомут модернизированного автосцепного устройства рассчитан на установку поглощающего аппарата Ш-2-Т, имеющего габаритные размеры 568x318x246 мм. В связи с этим расстояние между тяговыми полосами в этом хомуте увеличено до 252 мм.
163

Рис. 50. Тяговый хомут автосцепки СА-3
Передняя часть хомута выполнена под установку валика взамен клина. Узел соединения хвостовика автосцепки с тяговым хомутом при помощи валика показан на рис. 52. В этом узле помимо валика 3 использован вкладыш 4, размещаемый между валиком и перемычкой 5 хвостовика /. От выпадания из отверстия валик предохраняет планка 2, которая установлена в специальные пазы на переднем упоре.
|
|
Упорная плита автосцепного устройства расположена между хвостовиком автосцепки и поглощающим аппаратом. В резино-металлическом поглощающем аппарате Р-4П упорная плита является его деталью. Упорная плита стандартного автосцепного устройства (рис. 53, а) в средней части имеет гнездо под цилиндрическую поверхность терца хвостовой части автосцепки. Эту плиту можно изготовлять горячей штамповкой из стали 38ХС или

164
 резкой из прокатной стали специального профиля (профиль 5, ГОСТ 5267—63). Материал профиля —• сталь 45 мартеновская (ГОСТ 1050—74). Упорная плита модернизированного автосцепного устройства (рис. 53, б) имеет в средней части сферическое гнездо под сферическую поверхность торца хвостовика. Эту плиту изготовляют горячей штамповкой из стали 38ХС.
резкой из прокатной стали специального профиля (профиль 5, ГОСТ 5267—63). Материал профиля —• сталь 45 мартеновская (ГОСТ 1050—74). Упорная плита модернизированного автосцепного устройства (рис. 53, б) имеет в средней части сферическое гнездо под сферическую поверхность торца хвостовика. Эту плиту изготовляют горячей штамповкой из стали 38ХС.
Усилие от автосцепного устройства на раму вагона передается через передний упор при растягивающем усилии между вагонами и задний — при сжимающем усилии. Передний упор 2 автосцепного устройства (рис. 54, а) выполнен литым заодно с ударной

165
розеткой / и прикреплен заклепками к хребтовой балке и к передней балке рамы. Таким образом, передний упор с розеткой является одновременно деталью, усиливающей узел соединения хребтовой и передней балок. Лобовая часть 3 розетки, усиленная ребрами, служит для восприятия удара корпуса автосцепки, если ход автосцепного устройства меньше хода закрытия поглощающего аппарата. Эта же часть розетки служит для навешивания центрирующего прибора. Через окно розетки проходит хвостовик корпуса автосцепки.
Задний упор в плане представляет собой П-образную отливку (рис. 54, б), которая заклепками или сваркой прикреплена к хребтовой балке рамы. В проеме между опорными частями упора размещена задняя часть тягового хомута. Расстояние между опорными частями упора (180 мм) выбрано так, чтобы они могли ограничивать боковые перемещения хомута. Поддерживающая планка служит опорой тягового хомута. Планка представляет собой плоскую или выгнутую плиту толщиной 18—20 мм. Глубина выгиба зависит от положения продольной оси автосцепного устройства относительно нижней поверхности полок хребтовой балки. Конструкция и размеры поддерживающих планок и технические требования к ним регламентированы ОСТ 24.052.02—73, согласно которому планки можно изготовлять штамповкой или литьем. Планку крепят к нижним полкам хребтовой балки болтами с гайками, контргайками и шплинтами.
|
|
Под действием веса головной части автосцепки или сжимающего усилия хомут с аппаратом может подняться до упора в потолок хребтовой балки. Если расстояние от верхней тяговой полосы хомута до потолка хребтовой балки более 15 мм, над хомутом к хребтовой балке прикрепляют сваркой или заклепками одну или две ограничительных планки. Одну планку размещают над нажимным конусом поглощающего аппарата, а другую (если она применена) — над задней частью тягового хомута.
Центрирующий прибор автосцепного устройства является опорой корпуса автосцепки и служит для его возвращения в нормальное (центральное) положение при боковых отклонениях. Все вагоны, производимые в СССР, оборудованы центрирующими приборами маятникового типа. В конструкцию центрирующего прибора (рис. 55) входят маятниковые подвески 2 и центрирующая балочка /, имеющая вид коромысла с прямоугольным гнездом в середине для опоры хвостовой части корпуса автосцепки. Сбоку центрирующей балочки размещен ограничитель продольных перемещений, который заходит за вертикальную стенку ударной розетки 3. Рассмотренная конструкция центрирующего прибора имеет жесткую опору хвостовика автосцепки. При прохождении сцепленными вагонами горбов сортировочных горок в деталях такого центрирующего прибора могут возникнуть значительные напряжения, а разница в уровнях продольных осей автосцепок по вертикали превысит 150 мм. Это может создать
166

Рис. 55. Центрирующий прибор с жесткой Рис. 56. Центрирующий прибор
|
|
опорой с подпружиненной опорой
условия для выхода автосцепок из зацепления. Наиболее вероятна такая опасность для вагонов с длинными консолями.
В связи с этим восьмиосные вагоны и другие вагоны с удлиненными консолями оборудуют центрирующими приборами с подпружиненной опорой автосцепки на центрирующую балочку. Такая опора обеспечивает возможность угловых перемещений автосцепки в продольной вертикальной плоскости при прохождении сцепленных вагонов через горб сортировочной горки или мост паромной переправы. Подпружиненная опора центрирующего прибора является узлом модернизированного автосцепного устройства. Ее применяют в сочетании с автосцепкой, корпус которой снабжен предохранительным кронштейном, приваренным к нижней части малого зуба, а хвостовик имеет торец со сферической поверхностью. Центрирующий прибор с подпружиненной опорой (рис. 56) имеет специальную конструкцию центрирующей балочки. В ней предусмотрены гнезда для двух пружин 2 и направляющие, которые входят в соответствующие пазы поддерживающей плиты 4. Через пружину проходят стяжные болты 1, которые соединяют в единый узел собственно центрирующую балочку 3, поддерживающую плиту 4 и пружины. При помощи стяжных болтов выполняют предварительную затяжку пружин суммарным усилием 540 кгс.
Масса автосцепки модернизированного автосцепного устройства составляет около 230 кг. При существующем соотношении плеч на подпружиненную опору приходится статическая нагрузка от автосцепки около 400 кгс. Таким образом, все усилия, действующие на центрирующую балочку превышающие 140 кгс, воспринимаются ею и маятниковыми подвесками упруго, что существенно облегчает условия работы этих деталей. К центрирующей балочке сбоку приварен угольник, выполняющий назначение гнезда для торсиона, отклоняющего автосцепку внутрь кривой в кривых участках пути. Угольник выполнен холодной штамповкой из стали 09Г2, а торсион — из пружинной стали 60С2ХА (ГОСТ 14959—69) из прутка диаметром 24 мм.
167
Расцепной привод служит для расцепления автосцепок и, при необходимости, для установки их механизмов в положение «на буфер». В конструкцию привода (рис. 57) входят расцепной рычаг /, поддерживающий 3 и фиксирующий 2 кронштейны и цепь 4. Расцепной рычаг представляет собой стальной стержень диаметром 30 мм с двумя плечами. Малое плечо имеет проушину для болта, большое плечо является рукояткой привода. В месте соединения рукоятки со стержнем предусмотрены ограничитель и плоская часть, которые фиксируют положение рычага в фиксирующем кронштейне. Цепь привода одним концом при помощи болта соединена с малым плечом рычага, а другим — с проушиной на валике подъемника. Расцепной рычаг выполняют, как правило, ковкой и гибкой; оба кронштейна расцепного рычага изготовляют литыми или штампосварными. Болт, которым цепь прикреплена к расцепному рычагу, имеет запас по длине, что позволяет регулировать натяжение цепи привода в положении расцепления или «на буфер».
|
|
Пассажирские вагоны снабжены специальным устройством,
которое, не являясь узлом непосредственно автосцепного обору
дования, оказывает на работу последнего определенное влияние.
Этим узлом является центральная упругая площадка, которая
служит одновременно средством натяжения автосцепок между
двумя сцепленными вагонами и ограждением перехода из вагона
в вагон. Все вновь строящиеся пассажирские вагоны оборудуют
упругой площадкой с резинокордными уплотнениями баллон
ного типа (рис. 58). Площадка снабжена буферами, пружины
которых в основном и обеспечивают натяжение автосцепок.
Для создания такого натяжения плоскость буферов должна выходить за ось зацепления автосцепки на 65 мм. Жесткость пружин двух буферов упругой площадки составляет 12 кгс/мм. Таким образом, при отсутствии сжимающих или растягивающих
|
|
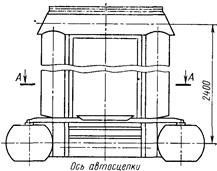 Рис. 58. Упругая площадка с резинокордными баллонными уплотнениями
Рис. 58. Упругая площадка с резинокордными баллонными уплотнениями
Рнс. 57. Расцепной привод автосцепки
168
сил между сцепленными вагонами их автосцепки растягиваются усилием около 0,8 тс. Усилие сопротивления одной упругой площадки при полном ее сжатии (на 150 мм) составляет около 1,8 тс.
|
|
|

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
