Основным недостатком коллекторных сварочных генераторов является их недостаточно высокая надежность в эксплуатации вследствие наличия в их конструкции скользящих электрических контактов между коллектором и щетками.
В начале 70-х годов ВНИИЭСО спроектировал серию однопостовых генераторов типа ГД - 311, ГД - 312 и ГД - 313 для электродуговой сварки и резки металлов на постоянно выпрямленном токе. Каждый генератор этой серии состоит из трехфазной одноименно-полюсной двухпакетной индукторной машины повышенной частоты от 200 до 400 Гц, выпрямительного блока и аппаратуры управления.
Явнополюсной ротор индукторного генератора (см. рис. 25) состоит из двух пакетов изготовленных из электротехнической стали, и расположенных на валу на некотором расстоянии один от другого. В пакетах сделаны впадины и выступы, которые образуют полюса. Полюсы одного пакета сдвинуты относительно полюсов другого на  .
.
На неподвижном магнитопроводе статора, изготовленного также из электротехнической стали, размещены две секции рабочей обмотки статора ОС1 и ОС2 через  . Катушки трехфазной обмотки статора вытянуты в осевом направлении машины и охватывают по три зубца как левого, так и правого пакета статора. Каждая секция рабочих обмоток соединена по схеме "треугольник". Одна из рабочих обмоток подключается параллельно другой через трехполюсный выключатель (
. Катушки трехфазной обмотки статора вытянуты в осевом направлении машины и охватывают по три зубца как левого, так и правого пакета статора. Каждая секция рабочих обмоток соединена по схеме "треугольник". Одна из рабочих обмоток подключается параллельно другой через трехполюсный выключатель ( ). При разомкнутых контактах выключателя работает одна рабочая обмотка, обеспечивая ступень малых токов (40-180А). При замкнутых контактах выключателя работают параллельно две обмотки, обеспечивая ступень больших токов (160-350А).
). При разомкнутых контактах выключателя работает одна рабочая обмотка, обеспечивая ступень малых токов (40-180А). При замкнутых контактах выключателя работают параллельно две обмотки, обеспечивая ступень больших токов (160-350А).
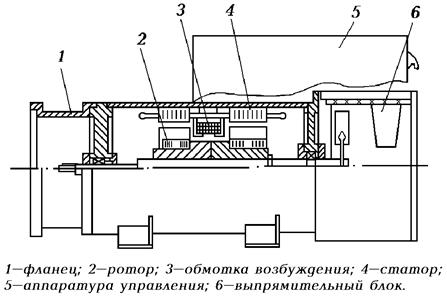
Рисунок 25 - Общий вид индукторного генератора
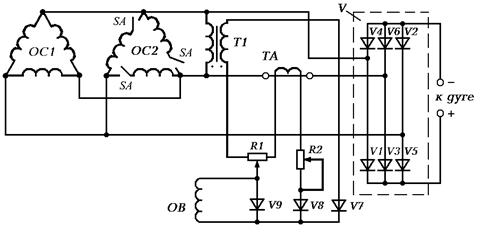
Рисунок 26 - Схема электрическая принципиальная генератора
ГД - 312
Обмотка возбуждения закреплена в промежутке между пакетами ротора на статоре. По этой обмотке протекает постоянный ток, который образует магнитный поток, замыкающийся через вращающиеся пакеты ротора. При этом один пакет получает полярность  , другой -
, другой -  .
.
Магнитный поток, пересекая рабочие обмотки статора, индуктирует в них синусоидальные ЭДС, сдвинутые на . Повышенная частота индуктируемых ЭДС определяется числом пар полюсов и скоростью вращения ротора. В этих генераторах благодаря массивным участкам магнитопровода надежное самовозбуждение, т.к. они обладают значительным остаточным магнитным полем.
При пуске в обмотке статора индуктируется ЭДС 5 - 10 В остаточным магнитным потоком. Эта ЭДС трансформируется согласующим трансформатором  и в положительный полупериод поступает на обмотки возбуждения
и в положительный полупериод поступает на обмотки возбуждения  через выпрямитель
через выпрямитель  . В отрицательный полупериод обмотка питается через выпрямитель
. В отрицательный полупериод обмотка питается через выпрямитель  за счет запасенной энергии ее магнитного поля. Напряжение холостого хода устанавливается с помощью переменного резистора
за счет запасенной энергии ее магнитного поля. Напряжение холостого хода устанавливается с помощью переменного резистора  . При нагруженном генераторе питание обмотки возбуждения дополняется напряжением, поступающим с трансформатора
. При нагруженном генераторе питание обмотки возбуждения дополняется напряжением, поступающим с трансформатора  через выпрямитель
через выпрямитель  . Плавное регулирование сварочного тока в пределах каждого диапазона токов обеспечивается переносным резистором
. Плавное регулирование сварочного тока в пределах каждого диапазона токов обеспечивается переносным резистором  .
.
Обмотка статора соединена с выпрямительным блоком  , собранным по трехфазной мостовой схеме выпрямления из кремниевых диодов В – 200 – 2Б.
, собранным по трехфазной мостовой схеме выпрямления из кремниевых диодов В – 200 – 2Б.
Аппаратура управления, трансформаторы  и выпрямители
и выпрямители  системы возбуждения помещаются в надстройке. Пропеллерный вентилятор охлаждает силовой выпрямительный блок, а также вентилирует надстройку и генератор.
системы возбуждения помещаются в надстройке. Пропеллерный вентилятор охлаждает силовой выпрямительный блок, а также вентилирует надстройку и генератор.
Падающая внешняя характеристика генератора получается за счет большого индуктивного сопротивления обмотки статора.
Следует иметь в виду, что в индукторных одноименнополюсных генераторах процесс восстановления напряжения на дуге длится сравнительно долго ( ), т.к. он зависит от инерционности цепи возбуждения, которая значительно больше, чем в коллекторных генераторах. Вследствие этого в момент зажигания дуги небольшой ударный ток выделяет не столь значительное количество тепловой энергии. Поэтому дуга трудно зажигается методом "впритык". Для того чтобы легко зажечь дугу, необходимо ее возбуждать "чирканьем". В этом случае дуга легко зажигается, не выбрызгивается электродный металл и не выплавляет кратер в металле шва.
), т.к. он зависит от инерционности цепи возбуждения, которая значительно больше, чем в коллекторных генераторах. Вследствие этого в момент зажигания дуги небольшой ударный ток выделяет не столь значительное количество тепловой энергии. Поэтому дуга трудно зажигается методом "впритык". Для того чтобы легко зажечь дугу, необходимо ее возбуждать "чирканьем". В этом случае дуга легко зажигается, не выбрызгивается электродный металл и не выплавляет кратер в металле шва.
Вследствие благоприятных переходных процессов статорные генераторы отличаются хорошими сварочными свойствами, в том числе небольшими потерями электродного металла на разбрызгивание, стабильным горением и эластичностью дуги, поэтому от этого генератора может легко варить сварщик с недостаточно большим опытом сварки.
Сварочные преобразователи
Сварочный преобразователь - это источник питания сварочной дуги постоянным током. Он представляет собой (см. рис. 27) электромагнитную установку, состоящую из приводного электродвигателя и сварочного генератора.
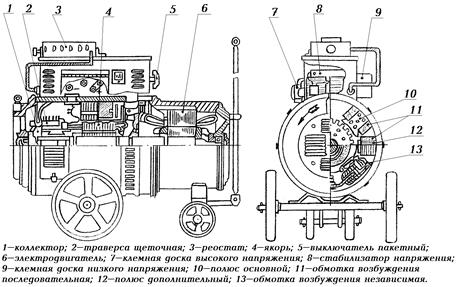
Рисунок 27 - Преобразователь сварочный ПД - 501 У2
Большинство преобразователей выпускаются в однокорпусном исполнении, поэтому якорь генератора и ротор электродвигателя изготавливаются на одном валу. В качестве привода генератора применены короткозамкнутые трехфазные асинхронные электродвигатели. Генератор преобразователя может быть как коллекторным, так и индукторным. Из коллекторных генераторов в преобразователях используются как генераторы с независимым возбуждением, так и с самовозбуждением. В зависимости от назначения преобразователя его генератор может быть как с падающий, так и с жесткой внешней характеристикой. В универсальных преобразователях используется универсальный генератор.
Электродвигатели преобразователей позволяют соединять их статорную обмотку "звездой" или "треугольником", что дает возможность включать преобразователь в сеть напряжением 220 или 380 В. Для этого начала и концы всех фаз статорной обмотки выведены в надстройку преобразователя, на специальную клеммную доску, где пересоединение их производится с помощью перемычек.
При подключении преобразователя к сети необходимо проверить совпадает ли сторона вращения якоря генератора с направлением стрелки, отлитой на корпусе генератора (против часовой стрелки). При вращении якоря генератора в другую сторону, в генераторах с независимым возбуждением, изменится направление магнитного потока независимой обмотки возбуждения, что приведет к изменению его внешней характеристики, а в генераторах с самовозбуждением изменится направление магнитных потоков и параллельной и последовательной обмоток возбуждения, поэтому его внешняя характеристика не изменится, но изменивший направление результирующий магнитный поток размагнитит полюса генератора, вследствие чего он перестанет самовозбуждаться. Если направление вращения якоря генератора противоположно направлению стрелки, необходимо на клеммой доске высокого напряжения (где генератор подключается к сети) поменять местами две любые фазы.
Включение и выключение преобразователя производится трех полюсным пакетным выключателем. В преобразователях с генераторами с независимым возбуждением одновременно с двигателем к сети подключается питание независимой обмотки возбуждения. Пакетный выключатель служит для прямого пуска и не защищает электродвигатель от сетевых перегрузок, поэтому подключать преобразователь к питающей сети необходимо через магнитный пускатель или автоматический выключатель.
Для предотвращения создания помех теле- и радиоприему при работе двигателя в преобразователях в каждую фазу двигателя включены конденсаторы КБГ емкостью 0,02 мкФ, на напряжение 600 В, которые размещены в надстройке преобразователя (распределительном устройстве).
Преобразователи имеют защищенное исполнение с само вентиляцией. Корпус преобразователя установлен на колеса для передвижения на небольшие расстояния.
Современные преобразователи предназначены для работы, как в закрытых помещениях, так и на открытом воздухе. При работе на открытом воздухе их необходимо помещать под навесом, для исключения попадания на них атмосферных осадков.
Таблица 1 - Технические характеристики преобразователей
| Характеристики
| ПД-602-У2
| ПСО-300-2У2
| ПСО-315М92
| ПД-305У2
| ПСГ-500-2У2
|
| Номинальный сварочный ток, А
| 500
| 315
| 315
| 315
| 500
|
| Пределы регулирования сварочного тока, А
| 75-500
| 45-315
| 45-315
| 45-315
| 60-500
|
| Рабочее напряжение при номинальном сварочном токе, В
| 40
| 32
| 32
| 32
| 40
|
| Напряжение холостого хода, В
| 90
| 90
| 90
| 90
| 40
|
| Продолжительность нагрузки, ПН%
| 60
| 60
| 60
| 60
| 60
|
| Мощность генератора, кВт
| 20
| 10,2
| 10,2
| 10,2
| 20
|
| Тип генератора
| ГСО-500У2
| ГСО-300У2
| ГСО-300МУ2
| ГД-317У2
| ГСГ-500-2У2
|
| Мощность электродвигателя, кВт
| 30
| 15
| 17
| 10
| 20
|
| Габаритные размеры, мм
|
|
| Длинна
| 1065
| 1030
| 1225
| 1200
| 1050
|
| Ширина
| 650
| 590
| 485
| 537
| 560
|
| Высота
| 935
| 830
| 780
| 845
| 1016
|
| Масса, кг
| 500
| 435
| 393
| 280
| 460
|
Современные серийные сварочные преобразователи:
Преобразователь сварочный ПД – 3101 У2 предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током. В качестве приводного двигателя используется электродвигатель АИРШ32В2 УЗ, 3000 об/мин 11 кВт, питающийся от сети на 380 В, 50 ГЦ, обеспечивая устойчивый режим сварки при колебании напряжения в сети.
Номинальный сварочный ток 315А при ПН 60%, пределы регулирования сварочного тока 30 - 375 А, номинальная потребляемая мощность 17,4 кВт, габариты  , масса 245 кг.
, масса 245 кг.
Преобразователь сварочный ПД - 4000 У2 предназначается для одного поста при ручной сварке, резке и наплавке постоянным током. В качестве электродвигателя используется электродвигатель 4АМВ 160 А, 300 об/мин, 17 кВт, питающийся от сети 380 В. Обеспечивается устойчивый режим сварки при колебаниях напряжения в сети.
Номинальный сварочной ток 400 А при ПН 60%, номинальная потребляемая мощность 24 кВт, габариты  , масса не более 250 кг.
, масса не более 250 кг.
Сварочные агрегаты
Сварочные агрегаты относятся к категориям передвижных энергетических установок, приспособленных к работе в полевых условиях. На транспортном средстве передвижения они могут размещаться постоянно или временно. Агрегаты с временным размещением на транспортном средстве монтируются на рамах без колес и транспортируются в кузове автомобиля. Некоторые агрегаты монтируются на рамах с колесами и соединяются с транспортными средствами в виде прицепа. Агрегаты с постоянным размещением на транспортных средствах монтируются на шассе автомобиля, трактора трубоукладчика.
Сварочные агрегаты предназначены для ручной дуговой сварки и резки металлов штучными электродами и механизированной сварки под флюсом.
Сварочные агрегаты подразделяются:
по типу первичного двигателя - на агрегаты с бензиновыми и дизельными двигателями;
по способу охлаждения двигателя - с воздушным и жидкостным охлаждением;
по типу генератора - на коллекторные и индукторные;
по числу сварочных постов - на однопостовые и многопостовые;
Основными элементами сварочного агрегата являются:
двигатель внутреннего сгорания (бензиновый или дизельный); сварочный генератор, пульт управления с контрольно-измерительными приборами;
топливный бак, аккумуляторная батарея для электростартерного пуска двигателя;
выносной реостат для регулирования сварочного тока;
металлический капот для защиты от атмосферных осадков и пыли.
Корпус двигателя и генератора соединяются между собой жестко фланцевым сочленением. Двигательно-генераторный блок устанавливается на раму непосредственно или через резиновые амортизаторы. Валы двигателя и генератора соединяются между собой полужесткой муфтой.
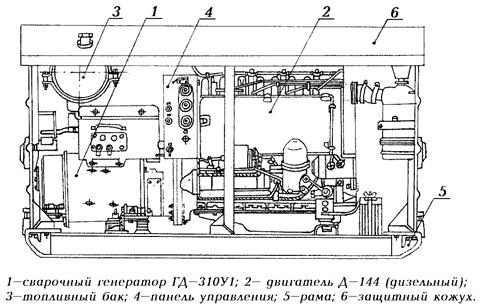
Рисунок 28 - Общий вид сварочного агрегата АДД - 305
В сварочных агрегатах используются генераторы с самовозбуждением. Коллекторные генераторы - с параллельной намагничивающей и последовательной размагничивающей (подающая внешняя характеристика) или подмагничивающей (жесткая внешняя характеристика) обмотками возбуждения. В агрегатах используются как коллекторные; так и индукторные генераторы. Следует иметь в виду, что сварочные агрегаты постоянно должны находиться в эксплуатации, т.к. в генераторах с самовозбуждением при их длительной не эксплуатации размагничиваются полюса, и они перестают возбуждаться.
Все агрегаты сходны по конструкции, но отличаются типами генераторов и двигателей. В агрегатах с коллекторными генераторами, в отличие от сварочных преобразователей имеется дополнительный способ плавного регулирования величины сварочного тока и напряжения - изменением скорости вращения двигателя, т.е. "газом".
Из коллекторных генераторов в агрегатах широко используется генераторы; ГСО-300-5; ГД-303; ГД-305; ГД-310; ГСО-300М; ГД-312; ГД-314
Из индукторных генераторов наиболее широко используются в агрегатах генераторы: ГД-304; ГД3121; ГД-316; ГД-4002; ГД-3122;
В агрегатах с бензиновыми двигателями широко применяются двигатели: ЗМЗ-320-01; АБ8М (Москвич-408) Зил-164. В качестве дизельных двигателей в агрегатах используются двигатели: 302-01; Д-1444; Д-21А1; Д-240Л; ЯАЗ-М204Г.
Технические характеристики некоторых сварочных агрегатов приведены в таблице 2.
Таблица 2 - Технические характеристики сварочных агрегатов
| Параметры
| АДД-303 У1
| АДД-305 У1
| АДБ-3120 У1
| АДБ-3125 У1
| АДД-4001 У1
| АДД-3114 У1
|
| Номинальный сварочный ток, А
| 315
| 315
| 315
| 315
| 400
| 315
|
| Продолжительность нагрузки ПН%(при силе тока, А)
| 60(315)
| 35(350)
| 35(350)
|
|
|
|
| 100(240)
| 60(315)
| 60(315)
| 60
| 60
| 60
|
|
| 100(240)
| 100(240)
|
|
|
|
| Пределы регулирования сварочного тока, А
| 45-315
| 45-315
| 15-350
| 45-350
| 60-450
| 15-350
|
| Рабочее напряжение, В
| 32
| 32
| 32
| 32
| 40
| 32
|
| Напряжение холостого тока, В
| не более 100
| не более 100
| не более 100
| не более 100
| не более 100
|
|
| Генератор
| ГСО-300-12
| ГД-310
| ГД-304
| ГД-304
| ГД-4002
| ГД-3122
|
| Двигатель
| Д-144
| Д-144
| ЗМЗ-320-01
| 320-01
| Д-144
| Д-21А1
|
| Размеры, мм
|
|
| длинна
| 1915
| 1905
| 1900
| 1900
|
|
|
| ширина
| 895
| 895
| 900
| 890
|
|
|
| высота
| 1250
| 1250
| 1200
| 1200
|
|
|
| масса, кг
| 900
| 895
| 690
| 670
| 855
| 730
|
Современные сварочные агрегаты.






