Технологическое проектирование объединяет две функции ТПП: разработку ТП и проектирование СТО.
При разработке ТП к наиболее часто решаемым задачам относят:
проектирование единичных ТП изготовления деталей и их сборки на основе процессов-аналогов;
разработку единичных ТП изготовления деталей и их сборки — индивидуальное проектирование;
создание управляющих программ для оборудования с ЧПУ.
Каждая из указанных задач является самостоятельной, вместе с тем разработку управляющих программ можно рассматривать как этап проектирования операционной технологии.
ТП разрабатывают на основе предварительно составленного межцехового технологического маршрута — расцеховки. Расце- ховка определяет поэтапное движение деталей, сборочных единиц и самого изделия в процессе их изготовления.
Процессами-аналогами принято называть типовые и групповые ТП. Единичный ТП можно проектировать на основе процессов-аналогов. В этом случае его структура и содержание технологических операций в значительной мере определяются структурой процесса-аналога.
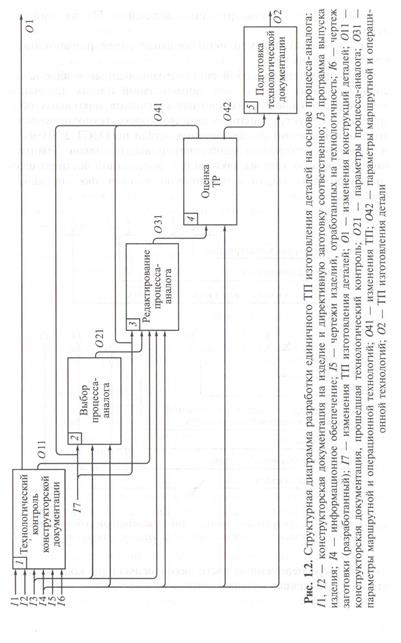
Разработку единичных ТП изготовления деталей на основе процессов-аналогов выполняют в соответствии со структурной диаграммой, приведенной на рис. 1.2.
Важнейшим этапом здесь является выбор процесса-аналога, при котором последовательно решаются две частные задачи:
классификация детали и выбор процесса-аналога по ее классификационному коду. При этом информационное обеспечение должно включать развитый конструкторско-технологический классификатор. Цель классификации — определение принадлежности детали к некоторой группе (классу) деталей, обладающих общностью конструктивно-технологических признаков.
В промышленности находит применение технологический классификатор деталей (ТКД) машиностроения и приборостроения, являющийся продолжением и дополнением классификатора единой системы классификации деталей (ЕСКД) (классы 71—76), разработанного в качестве информационной части ГОСТ 2.201—80. Классификатор ЕСКД включает 100 классов. Классы 71—76 охватывают детали всех отраслей промышленности основного и вспомогательного производств:
71 — тела вращения типа колес, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков, шпинделей и др.;
72 — тела вращения с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные секторы, сегменты, изогнутые из листов, полос и лент; аэрогидродинамические корпусные, опорные и емкостные вкладыши подшипников;
73 — корпусные, опорные, емкостные детали, не являющиеся телами вращения;
74 — плоскостные, рычажные, тяговые, аэрогидродинамические детали; изогнутые из листов, полос и лент профильные детали, не являющиеся телами вращения; трубы;
75 — кулачковые, карданные, с элементами зацепления, санитарно-технические, разветвленные, пружинные, оптические, крепежные детали; ручки;
76 — детали технологической оснастки, инструмента.
ТКД можно использовать для решения следующих задач:
анализ номенклатуры деталей по их конструктивно-технологическим признакам;
группирование деталей по конструктивно-технологическому подобию для разработки процессов-аналогов;
унификация и стандартизация деталей и ТП их изготовления;
тематический поиск и использование ранее разработанных процессов-аналогов.
ТКД представляет собой систематизированный в виде классификационных таблиц свод наименований общих признаков деталей, составляющих их частных признаков и кодовых обозначений. Структура полного конструкторско-технологического кода детали состоит из обозначения детали по ГОСТ 2.201—80 и технологического кода длиной в четырнадцать знаков. Технологический код состоит из двух частей: постоянной части из шести знаков (рис. 1.3, а) и переменной части из восьми знаков (рис. 1.3, б).

Рис. 1.3. Структуры постоянной (а) и переменной (б) частей технологического кода деталей, обрабатываемых резанием
Структура переменной части технологического кода зависит от технологического метода изготовления деталей:
1 — литьем;
2— ковкой и объемной штамповкой;
3 — штамповкой;
4 — резанием;
5 — с использованием термической обработки;
6 — формообразованием из полимерных материалов и резины;
7 — с нанесением покрытия;
8 — электрофизическими или электрохимическими методами;
9 — методами порошковой металлургии.
Соответственно ТКД содержит 9 разделов. Использование таблиц ТКД позволяет однозначно представить конструкторско-технологические признаки детали в виде кода описанной структуры.
В принципе возможны и иные классификаторы, при построении которых учитывалась бы, например, специфика деталей, изготавливаемых на предприятии. При разработке классификатора следует помнить, что малое число признаков (3—5) делает его слишком грубым и не позволяет с достаточной точностью отнести деталь к той или иной группе (классу), тогда как большое (20 и более) число признаков делает классификатор неудобным в работе, что приводит к возникновению ошибок.
Сформированный код изделия является основой для выбора процесса-аналога. Сведения о процессах-аналогах входят в состав информационного обеспечения. Проводят сравнение кодов изделия, на которое разрабатывают ТП, и изделий-представите- лей, данные о ТП изготовления которых имеются в информационном обеспечении. В случае нахождения процесса-аналога его параметры (см. рис. 1.2 стрелка 0 21) принимают за основу создаваемого единичного процесса.
Собственно разработка единичного процесса сводится к редактированию процесса-аналога в соответствии с конструктивно-технологическими особенностями детали, для которой этот процесс разрабатывают. При этом может измениться как структура процесса-аналога (вследствие включения в него или, наоборот, удаления некоторых операций), так и содержание самих технологических операций. Возможно проведение необходимых технологических расчетов по определению режимов обработки, нормированию операций и т. д.
Принятые в процессе проектирования и представленные параметрами маршрутной и операционной технологии ТР оценивают. При этом используют различные количественные (технико-экономические) и качественные критерии.
Если параметры спроектированной маршрутной и (или) операционной технологии не отвечают поставленным критериям,
принимают решение об изменении ТП. В зависимости от степени несоответствия параметров ТП поставленным критериям необходимые изменения вносят либо на этапе редактирования, либо на этапе выбора процесса-аналога. В последнем случае возможна корректировка конструкторско-технологического кода детали и поиск нового процесса-аналога с выполнением всех последующих этапов разработки.
Параметры разработанного ТП представляют в технологической документации в формах, установленных стандартами ЕСТД (см. § 1.5 т. 1 настоящего учебника).
Единичные ТП изготовления деталей при индивидуальном проектировании разрабатывают в соответствии со структурной диаграммой, показанной на рис. 1.4.
Результаты разработки маршрутной и операционной технологий оценивают. В случае, если их параметры не отвечают поставленным технико-экономическим критериям, принимают решение об изменении ТП. Возможен возврат на этапы разработки операционной и (или) маршрутной технологии с повторением всех последующих действий. Изменения вносят итерационно до тех пор, пока параметры проектируемого ТП не будут удовлетворять поставленным критериям.
Кроме информационного обеспечения, инвариантного функциям ТПП, для разработки единичных ТП изготовления деталей и сбор™ используют руководящие и справочные материалы. Первые включают данные, изложенные в отраслевых стандартах, устанавливающих требования к ТП и методам управления ими, а также в стандартах на оборудование и оснастку; в документации на действующие единичные, типовые и групповые процессы; в классификаторах технико-экономической информации; в технологических нормативах режимов обработки, припусков, норм расхода материалов и др.; в производственных инструкциях и документации по технике безопасности и промышленной санитарии. Вторые содержат данные, представленные в технологической документации опытного производства; в описаниях прогрессивных методов изготовления и ремонта; в каталогах, паспортах, справочниках, альбомах компоновок прогрессивных СТО; в схемах планировки производственных участков, а также в методических указаниях по управлению ТП.

Основные этапы разработки единичных ТП сборки при индивидуальном проектировании представлены на структурной диаграмме (см. рис. 1.4).
К основным задачам, решаемым при выполнении функции проектирования СТО относят:
разработку технического задания на проектирование СТО;
проектирование специальных приспособлений;
проектирование переналаживаемых приспособлений;
выбор универсальных СТО;
проектирование и выбор СТО процессов контроля;
проектирование и выбор вспомогательной технологической оснастки и инструмента.
При разработке технического задания на проектирование СТО в качестве исходных данных используют конструкторскую и технологическую документацию как вводимую в систему ТПП, так и формируемую в ходе выполнения предшествующих функций ТПП. К СТО относят технологическое оборудование, оснастку, средства механизации и автоматизации производственных процессов. Реализация функции проектирования СТО осуществляется в виде подфункций собственно проектирования и выбора.
При ТПП, как правило, проектируют нестандартную, специальную технологическую оснастку, средства механизации и автоматизации производственных процессов. Любое СТО может быть выбрано из одноименного множества. Обычно это касается технологического оборудования, а также технологической оснастки и средств механизации и автоматизации стандартных конструкций.
Выходная документация при проектировании станочного специального приспособления включает в себя конструкторскую документацию на специальное станочное приспособление в соответствии со стандартами ЕСКД (сборочный чертеж, спецификация, чертежи деталей) и заказ на изготовление приспособления, оформленный в соответствии с ЕСТД.
Выбор СТО выполняют в случае, если существует возможность поиска требуемого средства во множестве имеющихся или стандартных средств. Последовательность выбора СТО следующая:
1) определяют точное наименование требуемого СТО, например для оборудования — группу и тип;
2) формируют основные требования (ключ поиска) к искомому СТО;
3) выполняют поиск в соответствии с основными требованиями (ключом поиска);
4) оформляют заказ на приобретение найденного СТО. Исходные данные для поиска содержатся в техническом задании на СТО.
Поиск конструкции технологической оснастки осуществляют с учетом стандартных и типовых решений на основе габаритных размеров и вида заготовки, характеристик материала заготовки, точности параметров и конструктивных характеристик поверхностей изделия, схем установки заготовок, характеристик оборудования, объема выпуска (типа производства).
Информационное обеспечение выбора СТО включает нормативно-техническую (стандарты на оснастку, оборудование и т. д.) и техническую документацию (альбомы, каталоги типовых конструкций оснастки и оборудования, инструктивно-методические материалы по проведению выбора СТО). Выбор предшествует проектированию СТО, которое проводят в случае, если он не дал желаемых результатов. Если искомое СТО найдено, то оформляют заказ на его приобретение (покупку или получение со склада).
1.2.3. Обеспечение выбора и подготовки заготовок
Рассматриваемую функцию ТПП выполняют в полном объеме только в случаях, если исходная заготовка не задана директивно, а технологические возможности предприятия допускают выбор вида и метода ее изготовления.
Основные задачи ТПП при выполнении функции выбора и подготовки заготовки следующие:
выбор и оптимизация вида и метода изготовления;
разработка конструкции и оформление чертежа;
выбор ТП изготовления;
оформление заказа на изготовление.
Информационное обеспечение для решения указанных задач должно содержать кроме инвариантной части (данные об имеющемся технологическом оборудовании, использующихся методах и процессах) специализированную часть, а также данные о технологических свойствах материалов (групп материалов); технико-экономические параметры действующего заготовительного производства; технико-экономические характеристики вида и
метода изготовления заготовок (коэффициент использования материала, трудоемкость изготовления детали, удельная себестоимость изготовления единицы массы заготовки или детали для каждого вида и метода изготовления), а также действующие оптовые цены на заготовки и реализуемые отходы, нормативные затраты, приходящиеся на единицу времени работы оборудования, и средние значения штучного времени при выполнении отдельных технологических операций.
Разработка конструкции заготовок не относится к основным задачам технологической подготовки механосборочного производства. Она может быть решена в ходе ТПП механосборочных цехов только для заготовок простых конструкций, изготавливаемых методами, применение которых не требует больших специальных знаний. В полном объеме эту задачу решают при ТПП заготовительных (специализированных) цехов.
При конструировании комбинированной заготовки разрабатывают ее сборочный чертеж (как сварного узла), спецификацию, а также рабочие чертежи составных частей заготовки с соблюдением соответствующих технических требований. Комплектность и формы документации, в которой представляют результаты выбора и разработки ТП, зависят от вида и метода изготовления заготовки и регламентируются соответствующими стандартами ЕСТД.
Заготовка определенного вида должна быть изготовлена выбранным методом в соответствии с предъявляемыми к ней техническими требованиями. Для организации ее непосредственного выпуска составляют карту заказа на изготовление заготовки. Единой формы этой карты стандартами ЕСТД не установлено, однако независимо от формы она должна содержать служебноучетную информацию; данные о заказчике, проектировщике, изготовителе; вид, метод изготовления заготовки; марку материала, массу заготовки; данные о расходе материала; объем выпуска; сроки и очередность изготовления; трудоемкость изготовления; технические требования. Карту заказа утверждают и подписывают представители заказчика, проектировщика, изготовителя. Кроме того, как правило, составляют еще один документ — «Уведомление об изготовлении заготовки», который содержит информацию о том, что требуемое количество заготовок изготовлено в соответствии с картой заказа.






