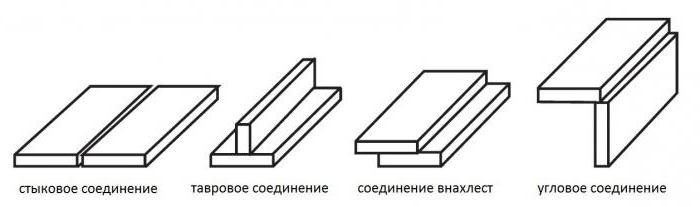
Предлагаем поговорить о том, какие виды сварных соединений по видам примыкания поверхностей бывают. В зависимости от таких факторов, как толщина металла, геометрическая форма деталей, требуемой герметичности соединения можно разделить сварные соединения на:
· тавровые;
· внахлест;
· стыковые;
· угловые.
Все виды сварных соединений имеют свое предназначение, которое подходит под определенные потребности готовых элементов. Предлагаем рассмотреть эти виды подробнее!
Читайте также: Все про поверхностный насос: устройство, виды, советы по выбору и ввод в эксплуатацию

Итог
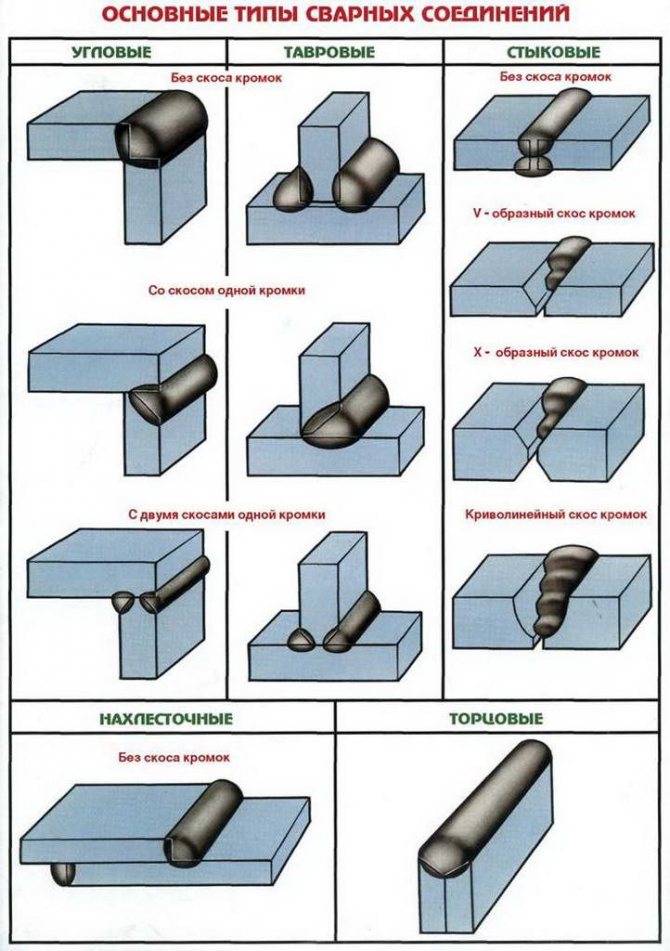
Основные типы сварных соединений уложены в рамки точной и ясной классификации с условными обозначениями и детальным описанием технологических особенностей и советов. Один из самых популярных стандартов – ГОСТ 5264-80 с описанием практически всех видов сварочных швов.
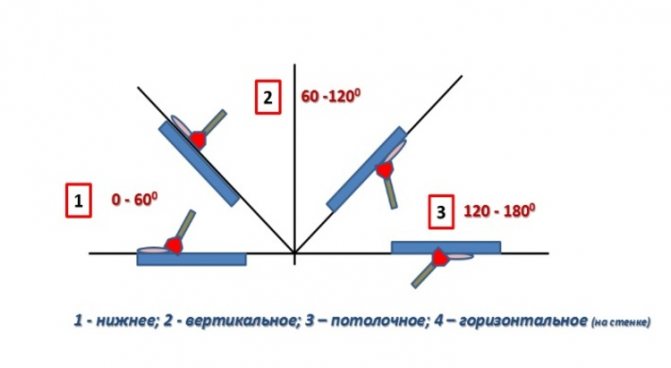
Научиться сварке можно самостоятельно по принципу «от простого к сложному». «Простым» началом для исполнения можно взять швы внахлест. Закончить можно работой высшего пилотажа – сваркой при потолочном расположении поверхностей. Желаем чистого металла, хороших заказов и рабочего настроения.
Стык
Самый распространенный вид сварного соединения – стык. Его применяют, когда сваривают торцы труб, листы стали или какие-либо геометрические фигуры.
Детали, которые присоединяют встык, отличаются по толщине изделия, по стороне накладывания шва. Можно выделить несколько подвидов соединений:
· одностороннее обычное;
· одностороннее, при котором края обрабатываются под углом в 45 градусов;
· одностороннее, при котором обрабатывается одна кромка под углом в 45 градусов;
· одностороннее, при котором фрезой снимается кромка на обеих деталях;
· двухстороннее, которое подразумевает обрез кромок под углом в 45 градусов с каждой стороны.
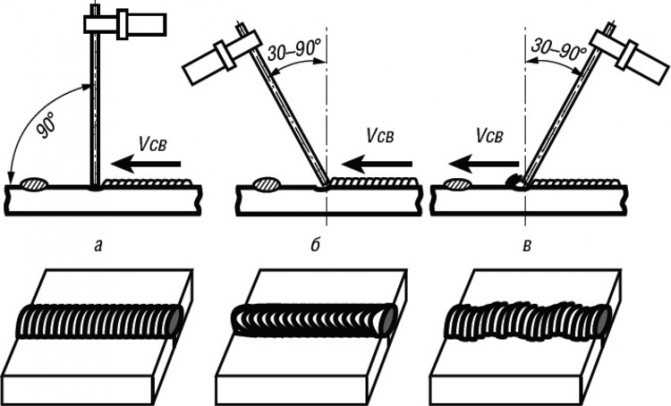
Важно отметить, что при этом виде сварного соединения большую роль играет толщина свариваемых поверхностей. Если она не более 4 миллиметров, то применяется односторонний шов, а вот если толщина превышает 8 миллиметров, шов необходимо накладывать с двух сторон. Если же толщина изделия превышает 5 мм, однако шов нужно накладывать только с одной стороны, получив при этом высокую прочность, следует разделить кромки. Осуществлять его нужно с помощью напильника или болгарки, хватит и 45-градусного скоса.


Подготовка к свариванию
Немаловажным фактором, чем определяются свойства сварного соединения, являются подготовительные действия. Они включают в себя несколько этапов.
Правка
Она является восстановительной операцией и проводится в случае, когда во время транспортировки деталей к месту сварки произошла их деформация. Также необходимо вернуть частям изделия первоначальную форму, если время хранения произошли искажения в виде вмятин, выпучиваний, волнистости, коробления поверхности, различного рода искривлений.
Ее могут осуществлять при нагревании или холодном виде, что зависит от сложности полученного дефекта и его размера. Правку можно выполнять как вручную, так и машинным способом при промышленном производстве.
Для ручной правки используют такие инструменты, как молоток, кувалду или ручной пресс. Если повреждение носит более серьезный характер, то могут использоваться прессы, оснащенные электродвигателями. Удобно использование наковальни. Также подойдут стальная или чугунная плиты.
Молоток для правки изготавливается из мягкого материала. В зависимости от дефекта может подойти резиновый. Не стоит применять молоток, форма бойка которого имеет квадратную форму, поскольку на металле могут остаться вмятины. Предпочтительной является круглая форма. Следует проверить, чтобы поверхность бойка была отполирована. Если металл закаленный, то надо применять рихтованный молоток. В качестве альтернативы можно воспользоваться деревянной или металлической гладилкой.
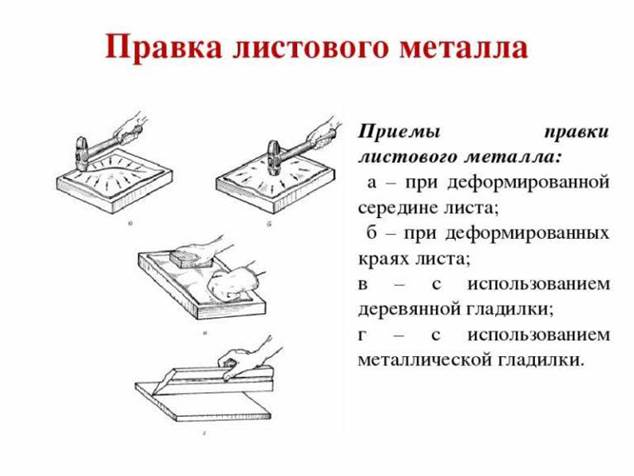
Различные дефекты исправляют по-разному. Волнообразность и выпуклость можно исправить ударами по поверхности. Двигаться при этом надо от краев к центральной части. При приближении к центру увеличивают частоту ударов, но уменьшают их силу. Брусками-гладилками исправляют тонкие детали.
Разметка
Размеры детали должны быть приведены в соответствие с указанными в чертежах на них. Чтобы можно было обрезать лишние куски, требуемые размеры можно задать с помощью разметки.






