

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Самым распространенным скреплением для железобетонных шпал с рельсами типов Р75, Р65 и Р50 является подкладочное раздельное скрепление (черт. 77 - 94, табл. 20, 21). На деревянных шпалах находит применение раздельное скрепление, в котором подкладка крепится к шпале с помощью шурупов (черт. 95 - 99, табл. 22).
Таблица 20. Детали, входящие в комплект узла раздельного промежуточного скрепления КБ65 на железобетонных шпалах с рельсами типа Р65 или Р75
| Деталь | № позиции на черт. 77 | № черт в альбоме | Число деталей в узле | Масса одной детали, кг |
| Подкладка КБ65 | 2 | 78 | 1 | 7,0 |
| Болт М22´175 | 7 | 79 | 2 | 0,635 |
| Болт М22´75 | 4 | 80 | 2 | 0,345 |
| Гайка М22´22 | 3 | 81 | 4 | 0,126 |
| Шайба двухвитковая 25 | 5 | 82 | 4 | 0,12 |
| Прокладка под подошву рельсов Р65 | 10 | 83 | 1 | 0,23 |
| Скоба для изолирующей втулки КБ | 8 | 85 | 2 | 0,09 |
| Шайба черная 22 (вариант) | 84 | 2 | 0,055 | |
| Втулка изолирующая КБ | 9 | 87 | 2 | 0,04 |
| Втулка солирующая KB-1-22 (вариант) | 86 | 2 | 0,027 | |
| Прокладка под подкладку КБ | 1 | 88 | 1 | 0,60 |
| Прокладка под подкладку КБ (вариант) | 89 | 1 | 0,64 | |
| Клемма ПК | 6 | 90 | 2 | 0,62 |

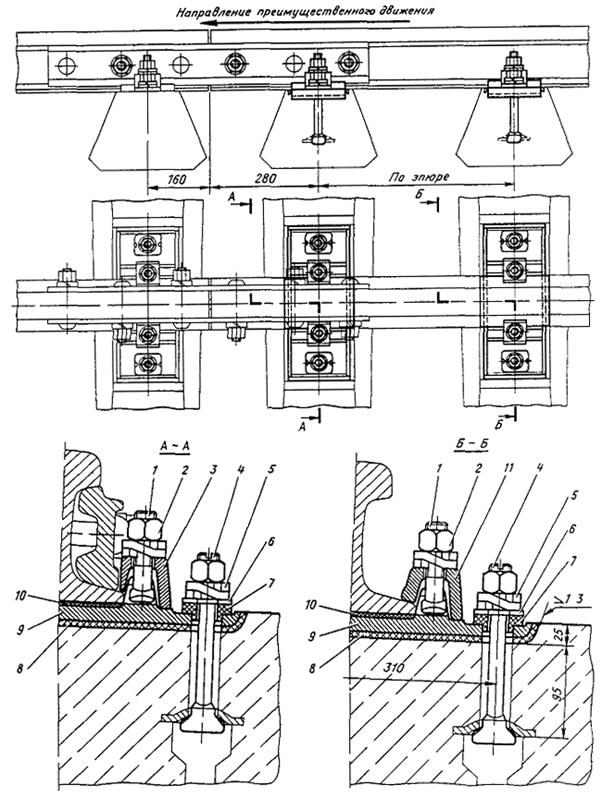
Черт. 77. Рельсовое скрепление КБ65 на железобетонных шпалах с рельсами типов Р65 и Р75

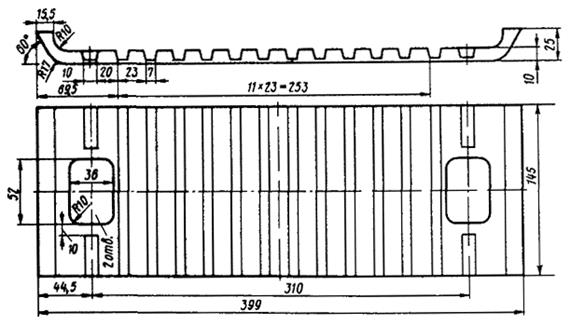
Черт. 78. Подкладка раздельного скрепления КБ65 по ГОСТ 16279-78

Черт. 79. Болт закладной М22´175 по ГОСТ 16017-79
Черт. 80. Болт клеммный М22´75 по ГОСТ 16016-79

Черт. 81. Гайка М22´22 по ГОСТ 16018-79

Черт. 82. Шайба двухвитковая 25 по ГОСТ 21797-76

Черт. 83. Прокладка под подошву рельсов Р65
Черт. 84. Шайба черная 22

Черт. 85. Скоба для изолирующей втулки КБ

Черт. 86. Втулка изолирующая KB-1-22
Черт. 87. Втулка изолирующая КБ
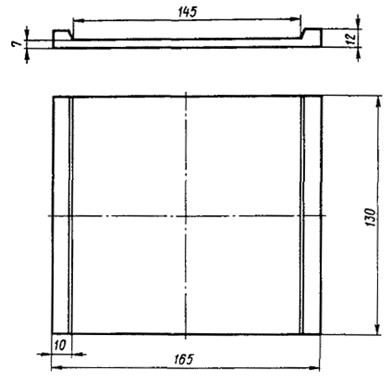
Черт. 88. Прокладка повышенной упругости под подкладку КБ
Черт. 89. Прокладка повышенной упругости под подкладку КБ (вариант)
Черт. 90. Клемма раздельного скрепления (ПК) по ГОСТ 22343-90
|
|

Черт. 91. Клемма раздельного рельсового скрепления (СК) по ГОСТ 22343-77
Черт. 92. Рельсовое скрепление КБ50 на железобетонных шпалах с рельсами типа Р50
Таблица 21. Детали, входящие в комплект узла раздельного промежуточного скрепления КБ50 на железобетонных шпалах с рельсами типа Р50
| Деталь | № позиции на черт. 92 | № черт в альбоме | Число деталей в узле | Масса одной детали, кг |
| Подкладка КБ50 | 9 | 93 | 1 | 6,95 |
| Прокладка под подошву рельсов Р50 | 10 | 94 | 1 | 0,165 |
| Болт М22´175 | 4 | 79 | 2 | 0,635 |
| БолтМ22´75 | 1 | 80 | 2 | 0,345 |
| Гайка М22´22 | 2 | 81 | 4 | 0,126 |
| Клемма ПК | 11 | 90 | 2 | 0,62 |
| Клемма СК | 3 | 91 | 2 | 0,58 |
| Шайба двухвитковая 25 | 5 | 82 | 4 | 0,12 |
| Скоба для изолирующей втулки КБ | 6 | 85 | 2 | 0,09 |
| Шайба черная 22 (вариант) | 84 | 2 | 0,055 | |
| Втулка изолирующая КБ | 7 | 87 | 2 | 0,04 |
| Втулка изолирующая KB-1-22 (вариант) | 86 | 2 | 0,027 | |
| Прокладка под подкладку КБ | 8 | 88 | 1 | 0,60 |
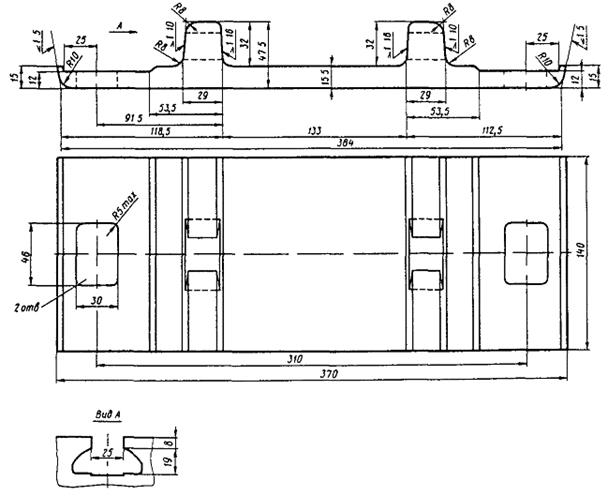
Черт. 93. Подкладка КБ50 по ГОСТ 16278-78
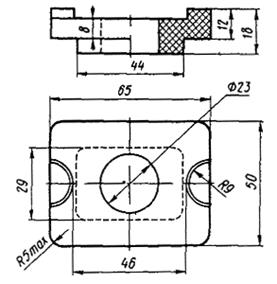
Черт. 94. Прокладка под подошву рельсов Р50
Таблица 22. Детали, входящие в комплект узла раздельного промежуточного скрепления КД65 (К4-65) на деревянных шпалах с рельсами типов Р65 и Р75
| Деталь | № позиции на черт. 95 | № черт. в альбоме | Число деталей в узле | Масса одной детали, кг |
| Подкладка К4-65 | 1 | 96 | 1 | 9,6 |
| Прокладка под подкладку КД65 | 8 | 97 | 1 | 0,62 |
| Шуруп путевой | 3 | 98 | 4 | 0,56 |
| Прокладка под подошву рельсов Р65 | 7 | 99 | 1 | 0,25 |
| Болт М22´75 | 6 | 80 | 2 | 0,345 |
| Гайка М22´22 | 5 | 81 | 4 | 0,126 |
| Клемма ПК | 4 | 90 | 2 | 0,62 |
| Шайба двухвитковая 25 | 2 | 82 | 4 | 0,12 |

Черт. 95. Рельсовое скрепление КД65 (К4-65) на деревянных шпалах с рельсами типов Р65 и Р75

Черт. 97. Прокладка под подкладку КД65
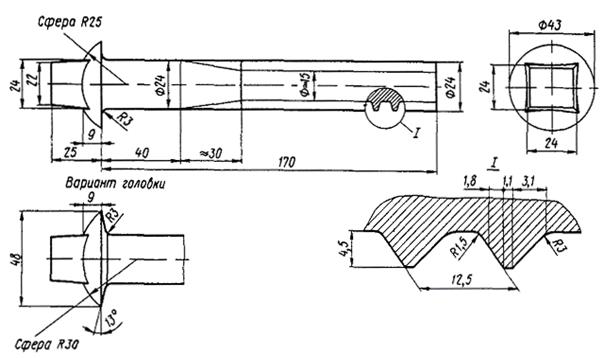
Черт. 98. Шуруп путевой 24´170 по ГОСТ 809-71

Черт. 99. Прокладка под подошву рельсов Р65 в скреплении КД65
Основные требования к подкладкам раздельного скрепления по ГОСТ 16277-84
(введен с 1 января 1986 г. взамен ГОСТ 16277-78)
1. Подкладки должны изготовляться из полос, прокатанных из стали спокойных, полуспокойных и кипящих марок, группы Б, первой категории (кроме стали марки БСтО по ГОСТ 380-88) с содержанием углерода от 0,18 % до 0,30 %, мышьяка до 0,20%.
|
|
Допускается изготовлять подкладки из полос с содержанием углерода стали не менее 0,16 % (при этом суммарное количество углерода и 1/4 марганца должно составлять не менее 0,28 %).
2. Поверхности прилегания подкладки к подошве рельса и шпале должны быть плоскими.
3. Допускаемые отклонения, мм, от правильной геометрической формы подкладок приведены ниже:
Продольная и поперечная выпуклость поверхности прилегания подкладок к подошве рельса................................................………………………………………... £0,5
То же, на расстоянии от торца до 20 мм............................…………….. £1,5
Продольная и поперечная выпуклость и вогнутость прилегания подкладок к шпале.........................................................………………………………………….. £1,5
Вогнутость поверхности прилегания подкладок к подошве рельса..... Не допускается
Отклонение от перпендикулярности торцов подкладок:
в вертикальной плоскости....................................……………………… £3,0
в горизонтальной плоскости..................................……………………. £5,0
4. Заусенцы, отпечатки на поверхности прилегания подкладок к подошве рельса и к шпале, а также на внутренних гранях реборд должны быть удалены посредством фрезерования, опиловки или вырубки, если они выходят за пределы опорных поверхностей.
Допускаются на наружной стороне реборд следы механической обработки глубиной не более 2 мм, получаемые при удалении заусенцев по периметру пазов для клеммных болтов.
Заварка или заделка дефектов не допускается.
5. На поверхности торцов подкладок, крепежных отверстий и пазов для клеммных болтов не должно быть расслоений.
Не допускаются заусенцы:
по периметру пазов для клеммных болтов высотой более 1,5 мм;
по периметру крепежных отверстий, выходящие за опорную верхнюю поверхность более 0,5 мм;
на остальных поверхностях подкладок более 1,0 мм.
6. Отгиб концов реборд паза внутрь подкладок не должен быть более 1,5мм и не должен выходить за пределы вертикальных линий, ограничивающих расстояние между внутренними гранями реборд у их основания.
7. При прошивке крепежных отверстий местное выпучивание металла на кромках подкладок ниже уса не должно быть более 1,0 мм и не должно выводить подкладку за установленные предельные отклонения по ширине более чем на 1 мм, при этом допускается деформация уса.
|
|
8. Подкладки испытывают на изгиб на угол 45° (внутренний угол 135°). Это испытание подкладка должна выдерживать без излома, трещин и надрывов.
9. По качеству подкладки разделяются на первый и второй сорт. Подкладки второго сорта используют на промышленных путях. Один торец подкладок второго сорта окрашивается красной краской.
10. На каждой подкладочной полосе, на наружной стороне одной из полок подкладок, должен быть выкатан выпуклыми буквами или цифрами товарный знак или условное обозначение предприятия-изготовителя с таким расчетом, чтобы этот знак имелся полностью или частично на каждой готовой подкладке.
11. На две подкладки каждой принятой партии навешивают металлический ярлык, в котором должно быть указано:
товарный знак или условное обозначение предприятия-изготовителя;
год и месяц изготовления подкладок;
тип подкладок и сорт;
номер партии;
число подкладок в штуках;
клеймо технического контроля предприятия-изготовителя;
приемочное клеймо инспектора МПС.
Основные требования к клеммам раздельного скрепления по ГОСТ 22343-90
(введен с 1 июля 1991 г. взамен ГОСТ 22343-77)
1. Клеммы изготовляют из полос, прокатанных из стали марки Ст4 любой степени раскисления по ГОСТ 380-88.
2. Поверхности прилегания клеммы к подошве рельса и подкладке должны быть ровными. Допускается равномерная продольная выпуклость поверхности прилегания клеммы к подошве рельса и подкладке размером не более 1 мм.
Вогнутость поверхности прилегания клеммы к подошве рельса и подкладке не допускается.
3. На поверхности торцов клеммы и отверстий не должно быть расслоений.
4. Поверхности торцов клеммы должны быть перпендикулярны к продольной оси. Допускается косина реза в горизонтальной и вертикальной плоскости клеммы не более 3,0 мм.
5. Допускаются на опорных поверхностях клеммы вмятины от ножа не более 3,0 мм и утяжка металла не более 3,0 мм с плавным переходом к основной поверхности на расстоянии не более 15 мм от торца.
6. Допускаются заусенцы на торцах клеммы, около отверстия для клеммных болтов и на наружных нерабочих поверхностях клеммы высотой не более 1,0 мм.
|
|
7. В местах разъема валков допускается ус не более 1,5 мм. С наружной стороны большой ножки клеммы допускается ус не более 1,0 мм.
8. На каждую партию клемм навешивают два металлических ярлыка, в которых должны быть указаны:
товарный знак или условное обозначение предприятия-изготовителя;
номер партии;
масса партии;
клеймо технического контроля предприятия-изготовителя и инспектора МПС.
Основные требования к болтам и гайкам для скреплений по ГОСТ 16016-79, ГОСТ 16017-79 и ГОСТ 16018-79
(введены с 1 января 1981 г. взамен ГОСТ 16016-70, ГОСТ 16017-70 и ГОСТ 16018-70)
1. Стандартами предусмотрено изготовление клеммых, закладных болтов и гаек к ним нормальной и грубой точности.
2. Клеммные и закладные болты должны изготовляться класса прочности 3.6 или 4.8 по ГОСТ 1759.4-87.
3. Резьба по ГОСТ 24705-81. Поле допуска 8 g по ГОСТ 16093-81.
4. Смещение оси головки болтов относительно стержня не должно превышать 0,9 мм.
5. Болты должны быть укомплектованы гайками по ГОСТ 16018-79.
6. Гайки должны изготовляться класса прочности 5 или 6 по ГОСТ 1759.5-87.
7. Резьба по ГОСТ 24705-81. Поле допуска 7Н по ГОСТ 16093-81.
8. Смещение оси отверстия гайки относительно оси симметрии не должно превышать 0,9 мм.
9. Фаски на конце резьбы гаек - по ГОСТ 10549-80.
10. Гайки отгружаются в комплекте с болтами для рельсовых скреплений.
Допускается транспортировать гайки как отдельные изделия. В этом случае упаковка гаек и маркировка тары выполняются по ГОСТ 18160-72.
Основные требования к шайбам пружинным двухвитковым по ГОСТ 21797-76
(введен с 1 июля 1977 г.)
1. На чертежах указаны размеры шайб, прошедших термическую обработку и трехкратное обжатие.
2. Пружинные двухвитковые шайбы должны быть изготовлены из стали марки 65Г по ГОСТ 14959-79 сечением 8´10 мм.
3. Допускается изготовлять шайбы из стали марки 60С2А по ГОСТ 14959-79 или из стали других марок с механическими свойствами не ниже стали 65Г, а также с цинковым покрытием с хроматированием.
4. На поверхности шайб не должно быть плен, трещин, раковин, расслоений и закатов. Наличие окалины на поверхности шайб и скрученность (пропеллерность витков) браковочными признаками не являются.
5. На поверхности шайб допускаются следы от подающего, навивочного и спрессовывающего инструмента в виде вмятин и задиров глубиной не более 0,5 и шириной до 5 мм.
6. На поверхности обрезанных концов допускаются сколы металла глубиной не более 1,5 мм и заусенцы высотой не более 1,5 мм.
7. Наружный диаметр шайбы в сжатом состоянии не должен превышать 49,5 мм.
8. Термообработанные двухвитковые пружинные шайбы должны иметь твердость от 40 до 50 единиц по Роквеллу.
9. Шайбы могут иметь маркировку, состоящую из условного обозначения предприятия-изготовителя и года изготовления (две последние цифры).
|
|
10. Упаковка шайб и маркировка тары производятся по ГОСТ 18160-72. Допускается упаковывать шайбы в тару массой нетто до 2,5 т.
11. По согласованию с потребителем допускается шайбы не упаковывать и перевозить без упаковки любым транспортом, кроме железнодорожных платформ.
Основные требования к изолирующим втулкам из реактопластов для рельсовых скреплений по ТУ 32 ЦП 748-86
(введены с 1 июля 1986 г. взамен ТУ 6-05-1809-77)
1. Технические условия распространяются на втулки изолирующие рельсовых скреплений, предназначенные для электрической изоляции болтов в рельсовых скреплениях железнодорожного пути.
2. Втулки изготавливаются из прессматериалов-реактопластов. В качестве основных материалов используется ткань пропитанная, премикс, прессматериалы ГСП-32, ДСВ-2-Р-2М, АГ-4В и др.
3. Втулки по своим качественным показателям должны соответствовать требованиям, приведенным ниже:
Форма и размеры........................................…… В соответствии с чертежом на изделие
Разрушающее усилие при сжатии, кН, не менее.............…………. 100
Электрическое сопротивление в сухом состоянии, Ом, не менее.. 106
Водопоглощение за 24 ч, %, не менее.......................……………… 1,2
Маслопоглощение в осевом масле за 24 ч, %, не более........…….. 0,8
4. Маркировка втулок производится путем гравировки соответствующих гнезд в прессформе.
5. Втулки упаковываются в многослойные бумажные или битумированные мешки.
Допускаются по согласованию с потребителем другие виды упаковки. Любой вид упаковки должен исключать возможность повреждения втулок в процессе транспортирования. Масса одного упаковочного места не должна превышать 20 кг.
6. При маркировке транспортной тары указывают:
наименование завода-изготовителя и его товарный знак;
условное обозначение втулки;
номера технических условий;
количество деталей;
дата изготовления;
штамп ОТК.
7. Втулки транспортируют любым видом крытого транспорта в соответствии с правилами, действующими на данном виде транспорта.
8. Втулки должны храниться в складских помещениях или под навесами.
Основные требования к подрельсовым и нашпальным прокладкам-амортизаторам из отходов шинного производства по ТУ 38 104 325-90
(введены с 1 января 1991 г. взамен ТУ 38 104 325-85)
1. Технические условия распространяются на прокладки-амортизаторы подрельсовые и нашпальные, изготовленные из отходов шинного производства и представляющие собой резинокордные пластины.
2. Резиновые смеси, предназначенные для изготовления прокладок-амортизаторов, должны удовлетворять по физико-механическим показателям требованиям, приведенным ниже:
Условная прочность при растяжении, кгс/м2, не менее................... 100
Относительное удлинение при разрыве, %, не менее.............…..... 300
Сопротивление раздиру, кгс/см, не менее...........................………. 40
Эластичность по откосу, %, не менее...............................………… 30
Истираемость, м3/ТДж, не более...................................…………… 140
Температурный предел хрупкости, °С, не выше......................…… минус 50
3. Прокладки-амортизаторы по физико-механическим показателям должны удовлетворять требованиям, приведенным ниже:
Твердость по Шору А, единиц....................................... 75
Набухание в осевом масле "Л", %, не более................. 10
Водопоглощение, %, не более........................................ 0,2
Набухание в воде, %, не более....................................... 0,8
4. Маркировка производится оттиском гравировки прессформы в соответствии с требованиями чертежа.
5. Прокладки-амортизаторы поставляются без упаковки, связанными в пачки массой не более 15 кг. Пачки перевязываются шпагатом или резинотканевыми полосками из отходов производства.
6. Транспортная маркировка должна быть нанесена на ярлыки, которые крепятся к торцевой или боковой поверхности кип прокладок-амортизаторов.
7. Хранят прокладки-амортизаторы в сухих и чистых закрытых помещениях. При этом прокладки должны быть защищены от попадания агрессивных жидкостей и прямых солнечных лучей и находиться на расстоянии не менее 1 м от нагревательных приборов.
Основные требования к резиновым нашпальным прокладкам для железобетонных шпал по ТУ 38 105 1215-86
(введены с 1 января 1987 г. взамен ТУ 38 105 1215-78)
1. Технические условия распространяются на прокладки резиновые и смеси резиновые товарные для их изготовления, предназначенные для электрической изоляции и амортизации пути на железобетонных шпалах.
2. Резина, применяемая для прокладок, должна удовлетворять по физико-механическим показателям требованиям, приведенным далее:
Условная прочность при растяжении, кгс/см2, не менее................……. 75
Относительное удлинение при разрыве, %, не менее................……….. 200
Относительная остаточная деформация, %, не более..................………. 20
Твердость по Шору А, единиц, не менее............................……………… 57
Истираемость, м3/ТДж, не более.................................……………………. 300
Температурный предел хрупкости, °С, не выше.....................…………… минус 32
Удельное объемное сопротивление электрическому току, Ом×см, не менее …. 109
3. Готовые прокладки по физико-механическим показателям должны удовлетворять требованиям, приведенным ниже:
Твердость по Шору А, единиц, не менее............................……………………. 57
Удельное объемное сопротивление электрическому току, Ом×см, не менее... 109
4. Маркировка формовых прокладок производится на каждой прокладке путем гравировки гнезд прессформ в соответствии с чертежами.
5. Прокладки собираются в пачки не более 20 штук. Пачки перевязываются шпагатом или другим перевязочным материалом, обеспечивающим сохранность пачки при транспортировании. Допускаются другие виды упаковки.
6. Каждое упаковочное место должно иметь ярлык с указанием:
товарного знака или наименования предприятия-изготовителя;
условного обозначения прокладки;
номера партии;
количества прокладок;
марки резины;
штампа ОТК;
даты изготовления.
7. Прокладки должны храниться на расстоянии не менее 1 м от отопительных приборов и защищены от действия прямых солнечных лучей при температуре от 0 до 35 °С. Разрешается хранить прокладки при температуре до минус 25 °С при условии отсутствия деформации и ударных нагрузок.
Основные требования к путевым шурупам по ГОСТ 809-71
(введен с 1 января 1972 г. взамен ГОСТ 809-41)
1. Шурупы изготовляют из стали марки Ст3 по ГОСТ 380-88. По соглашению между потребителем и предприятием-изготовителем шурупы могут изготавливаться из других марок стали с механическими свойствами не ниже, чем у марки Ст3.
2. Для районов с холодным климатом шурупы должны изготовляться в исполнении ХЛ по ГОСТ 15150-69 из спокойных марок стали.
3. Для особых условий эксплуатации шурупы могут изготавливаться с антикоррозионным покрытием.
4. На поверхности шурупов не допускаются:
риски и раковины глубиной более 0,5 мм;
притупление ребер квадратной части головки, выводящее размеры диагонали квадрата за предельное значение;
изогнутость стержня более 0,5 мм;
смещение оси головки относительно оси стержня более 1 мм;
швы от разъема матриц высотой более 0,5мм и ступеньки более 0,3 мм от смещения матриц;
увеличение наружного диаметра резьбы более размера 26 мм на участке сбега резьбы;
рванины и выкрашивания ниток резьбы, если они по глубине выходят за предельные отклонения наружного диаметра резьбы и если общая протяженность рванин и выкрашиваний по длине превышает половину витка.
5. На торце квадратной части головок шурупов маркируют товарный знак или условное обозначение предприятия-изготовителя и год изготовления (две последние цифры).
|
|
|

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!