Таблица 5 – Техническая характеристика станка СР6(К)
| Наименование
| Значение
|
| 1 Наибольшая ширина обрабатываемой заготовки, мм
| 620
|
| 2 Толщина обрабатываемой заготовки, мм
|
|
| наибольшая, не менее
| 300
|
| наименьшая, не более
| 5
|
| 3 Наименьшая длина обрабатываемой заготовки, не более, мм
| 400
|
| 4 Частота вращения ножевого вала, не менее, об/мин
| 4485
|
| 5 Наибольшая толщина снимаемого слоя за одни проход, не более, мм
| 8
|
| 6 Наименьший диметр окружности резания, мм
| 128
|
| 7 Скорость подачи, м/мин
| 8; 16
|
| 8 Скорость механического перемещения стола, м/мин
| 0,187
|
| 9 Норма обслуживания, чел
| 2
|
| 10 Перемещение стола
| механическое
|
| 11 Номинальные размеры присоединительного патрубка эксгаустерной воронки, мм
| 700x150
|
| 12 Габаритные размеры станка, не более, мм:
|
|
| длина
| 1100
|
| ширина
| 1200
|
| высоты
| 1560
|
| 13 Масса станка, не более, кг
| 1300
|
| Характеристики электрооборудования
|
| 14 Род тока питающей сети переменный
| Переменный трехфазный
|
| 15 Номинальная частота тока, Гц
| 50
|
| 16 Номинальное напряжение сети, В
| 380
|
| 17 Количество электродвигателей, шт
| 3
|
| 18 Электродвигатель привода ножевого вала:
|
|
| исполнение
| АИР112М2
|
| мощность, кВт
| 7,5
|
| частота вращения, об/мин
| 3000
|
| 19 Электродвигатель привода подачи:
|
|
| исполнение
| AHP100S 8/4
|
| мощность, кВт
| 1,0/1,7
|
| частота вращения, об/мин
| 710/1410
|
| 20 Электродвигатель привода стола:
|
|
| исполнение
| АИР71А4
|
| мощность, кВт
| 0,55
|
| частота вращения, об/мин
| 1500
|
Режущий инструмент
Для строгания на рейсмусовом станке применяются строгально-фрезерные ножи. Они закрепляются во вращающихся валах или ножевых головках. Строгально-фрезерные ножи изготовляют двух типов:
а. тонкие, толщиной 3-5 мм без прорезей;
б. толстые, толщиной 6—10 мм с прорезями.
Ножи чаще всего изготовляются из инструментальных сталей, например, 9Х5ВФ - хромовольфрамованадиевая с содержанием углерода 0,9%, хрома 5%, вольфрама и ванадия до 1%.

Рисунок 16 - Конструкция ножа
Ножи выпускаются по ГОСТ 6567-61 «Ножи плоские с прямолинейной режущей кромкой для фрезерования древесины» толщиной 3 мм, шириной 25; 32; 40; 45 и длиной от 20 до 1610 мм. Согласно стандарту, в зависимости от расчетной ширины и длины (ширины обработки В = 620 мм) принимаются параметры ножа (см. таблицу 6). В ножевых валах применяется клиновое крепление ножей. Основное преимущество этого типа крепления ножей, обеспечившее его преимущественное применение в современных конструкциях ножевых валов, автоматическое увеличение силы закрепления ножа с увеличением частоты вращения фрезы.
Конструкция ножевого вала показана на рисунке 8.
Таблица 6 – Основные размеры плоского ножа (Тип I)
| Длина L, мм
| Ширина В, мм
| Толщина а, мм
| Угол заострения р, град.
| Передний угол у, град.
| Задний угол а, град.
| Угол резания 5, град.
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
|
| 640
| 32
| 3
| 40±3
| 30
| 20
| 60
|
Сущность клинового крепления состоит в том, что центробежная сила Рк, действующая на клин при вращении фрезы имеет составляющую Рку, прижимающую нож к опорной поверхности корпуса. Для предварительного закрепления ножа и клина в пазу корпуса служит распорный винт. Основной параметр, определяющий условие надежного закрепления ножа, - масса клина.
Нож крепится в ножевой вал по одной из схем, представленных на рисунке 17.

Рисунок 17 – Клиновое крепление ножа
Расчетная часть
Кинематические расчеты
Анализ кинематической схемы.
Целью анализа кинематической схемы является определение численных значений таких параметров как:
- скорость резания;
- скорость подачи;
- выявление потерь мощности в различных элементах кинематической цепи, свидетельствующей о степени совершенства передаточного механизма. Кинематическая схема представлена на рисунке 4.
Таблица 7 — Характеристика элементов кинематической цепи и результаты кинематических расчетов
| №п/п
| Наименование элементов
| Характеристика элементов
| Передаточное число i
| Частота вращения вала n, мин-1
| Скорость подачи Vs, м/мин
| Скорость резания V, м/с
|
| D,мм
| Z
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
|
| 1
| Вал э/д привода подачи
|
|
|
|
|
|
|
| n1
| 750
|
| n2
| 1500
|
| 2
| Вал I
|
|
|
| 750
|
|
|
| 3
| Шестерня 1
|
| 36
| 1,14
|
|
|
|
| 4
| Зубчатое колесо 2
|
| 41
|
|
|
|
| 5
| Вал II
|
|
|
|
|
|
|
| n1
| 657,9
|
| n2
| 1315,8
|
| 6
| Шестерня 3
|
| 20
| 2,4
|
|
|
|
| 7
| Зубчатое колесо 4
|
| 48
|
|
|
|
| 8
| Шестерня 5
|
| 20
| 2,3
|
|
|
|
| 9
| Зубчатое колесо 6
|
| 46
|
|
|
|
| 10
| Шестерня 7
|
| 20
| 2,3
|
|
|
|
| 11
| Зубчатое колесо 8
|
| 46
|
|
|
|
| 12
| Шестерня 9
|
| 23
| 1,87
|
|
|
|
| 13
| Зубчатое колесо 10
|
| 43
|
|
|
|
| 14
| Вал III
|
|
|
|
|
|
|
| n1
| 27,7
|
| n2
| 55,4
|
| 15
| Звездочка 11
|
| 14
| 1,29
|
|
|
|
| 16
| Звездочка 12
|
| 18
|
|
|
|
| 17
| Вал IV
|
|
|
|
|
|
|
| n1
| 21,47
|
| n2
| 42,95
|
| 18
| Звездочка 13
|
| 12
| 1
|
|
|
|
| 19
| Звездочка 14
|
| 12
|
|
|
|
| 20
| Вал V
|
|
|
|
|
|
|
| n1
| 21,47
| 8,1
|
| n2
| 42,95
| 16,2
|
| 21
| Звездочка 12
|
| 18
| 1
|
|
|
|
| 22
| Звездочка 15
|
| 18
|
|
|
|
| 23
| Вал VI
|
|
|
|
|
|
|
| n1
| 21,47
| 8,1
|
| n2
| 42,95
| 16,2
|
| 24
| Вал э/д привода резания
|
|
|
| 3000
|
|
|
| 25
| Шкив 1
| 240
|
| 0,625
|
|
|
|
| 26
| Шкив 2
| 150
|
|
|
|
|
| 27
| Ножевой вал
| 128
|
|
| 4800
|
| 32,2
|
Таблица 8 - Расчёт потерь мощности в кинематической цепи привода подачи
| №
| Наименование i-ого элемента
| КПД i-го элемента
| Мощность, отводимая после i-го элемента, кВт

| Потери мощности в i-ом элементе, кВт

|
| 1
| Муфта
| 0,99
| 
| 
|
| 2
| Подшипники качения
| 0,99
| 
| 
|
| 3
| Цилиндрическая зубчатая передача
| 0,98
| 
| 
|
| 4
| Цепная передача
| 0,96
| 
| 
|
Общий КПД механизма привода подачи:

| (1)
|

Максимальная мощность, которая может быть израсходована на процесс подачи:

| (2)
|

Из таблицы видно, что общие потери мощности в кинематической цепи привода подач составляют 0,2 кВт. Учитывая эти потери строя ручьевую диаграмму потерь мощности в механизме подачи (рисунок 15). 
Рисунок 18 - Ручьевая диаграмма потерь мощности в механизмах привода подачи станка СР6(К)
Таблица 9 - Расчет потерь мощности привода резания
| №
| Наименование i-ого элемента
| КПД i-го элемента
| Мощность, отводимая после i-го элемента, кВт
| Потери мощности в i-ом элементе, кВт
|
| 1
| Клиноременная передача
| 0,96
| 
| 
|
| 2
| Подшипники качения
| 0,99
| 
| 
|
Общий КПД механизма привода резания:

| (3)
|

Максимальная мощность, которая может быть израсходована на процесс резания:

| (4)
|

Потери мощности в кинематической цепи для привода резания составляют 0,372 кВт. Учитывая эти потери строя ручьевую диаграмму потерь мощности в механизме подачи (рисунок 16).

Рисунок 19 - Ручьевая диаграмма потерь мощности в механизмах привода резания станка СР6(К)
Проведя кинематические расчеты были определены численные значения скорости резания, возможные значения скорости подачи и потерь мощности в приводе резания станка, построены ручьевые диаграммы, определены располагаемые мощности на процессы резания и подачи.
Технологические расчеты
2.2.1 Расчет скорости подачи
Данный вид расчета основывается на определении скорости подачи по мощности привода механизма резания и заданной шероховатости обрабатываемой поверхности. Условия расчета сводятся в таблицу 11.
Таблица 10 - Условия расчета скорости подачи
| № п/п
| Наименование
| Обозначение
| Значение
|
| 1
| Мощность электродвигателя механизма резания, кВт
| Nnp
| 7,5
|
| 2
| Ширина обработки, мм
| В
| 500
|
| 3
| Диаметр ножевого вала, мм
| D
| 128
|
| 4
| Толщина (глубина) снимаемого слоя, мм
| Н
| 2,0
|
| 5
| Период стойкости инструмента, мин
| Т
| 360
|
| 6
| Число ножей, шт
| Z
| 4
|
| 7
| КПД механизма резания
| 
| 0,95
|
| 8
| Шероховатость обработанной поверхности, мкм
| Rz max
| 32
|
1. Расчет скорости подачи по мощности резания.
| (5)
|
где  - удельная работа резания (коэффициент резания), работа затрачиваемая на удаление одного см3 древесины;
- удельная работа резания (коэффициент резания), работа затрачиваемая на удаление одного см3 древесины;
 - объём срезаемой древесины за секунду.
- объём срезаемой древесины за секунду.
Объем срезаемой древесины за секунду для процесса фрезерования древесины определится по выражению:

| (6)
|
Подставив в формулу (5) выражение (6) получим:

| (7)
|
Из этой формулы определить скорость подачи  невозможно, так как неизвестно , которое само зависит от скорости подачи. Значение получают экспериментальным путем для определения усредненных условий фрезерования. Это значение называется табличным
невозможно, так как неизвестно , которое само зависит от скорости подачи. Значение получают экспериментальным путем для определения усредненных условий фрезерования. Это значение называется табличным  . Для других условий вводятся поправочные коэффициенты.
. Для других условий вводятся поправочные коэффициенты.
Значение удельной работы резания определяется по формуле:

| (8)
|
где – табличное значение удельной работы резания, определяемой для средних, наиболее распространенных условий резания;
 – произведение поправочных коэффициентов, учитывающих влияние различных факторов.
– произведение поправочных коэффициентов, учитывающих влияние различных факторов.
В свою очередь произведение поправочных коэффициентов определяется с учетом пиления по выражению:

| (9)
|
где  – коэффициент, учитывающий породу. Для сосны
– коэффициент, учитывающий породу. Для сосны  [1];
[1];
 – коэффициент, учитывающий влияние влажности. При
– коэффициент, учитывающий влияние влажности. При 
 [1];
[1];
 – коэффициент, учитывающий степень затупления инструмента. Принимаем
– коэффициент, учитывающий степень затупления инструмента. Принимаем  [1];
[1];
 – коэффициент, учитывающий влияние угла резания. Принимаем
– коэффициент, учитывающий влияние угла резания. Принимаем  (
( ) [1];
) [1];
 – коэффициент, учитывающий влияние скорости резания. Принимаем
– коэффициент, учитывающий влияние скорости резания. Принимаем  [1].
[1].

Скорость подачи определяется по формуле:

| (10)
|
где  – подача на один резец, мм.
– подача на один резец, мм.
С учетом ранее сделанных выражений мощность на резание можно определить по формуле:

| (11)
|
В формуле необходимо определить , но неизвестным является и , который, в свою очередь, зависит от . Поэтому определим произведение  .
.

| (12)
|
Подставив данные получим:

Зависимость  получена экспериментальным путем. Пользуясь такой зависимостью, определяем . Для наших условий фрезерования оказалось, что
получена экспериментальным путем. Пользуясь такой зависимостью, определяем . Для наших условий фрезерования оказалось, что  [1].
[1].
Скорость подачи по мощности привода механизма резания будет равна:

2. Расчет скорости подачи по заданной шероховатости обработки.
Скорость подачи определяется по формуле:

| (13)
|
где  – подача на оборот.
– подача на оборот.
Подача на оборот определяется по формуле:

| (14)
|
где  – предельная длина волны;
– предельная длина волны;
 – высота волны;
– высота волны;
 – неточность установки резцов по радиусу,
– неточность установки резцов по радиусу,  .
.
Экспериментальным путем была установлена зависимость  . При диаметре резания
. При диаметре резания  и высоте неровностей
и высоте неровностей  предельная длина волны
предельная длина волны 
Высота волны определится по формуле:

| (15)
|

Тогда, подставив значения в формулу для определения подачи на оборот получим:

Определим скорость подачи:

Таким образом, произведён расчёт скорости подачи по различным критериям. Результаты расчёта заносятся в таблицу 11.
Таблица 11 – Сравнительные значения скоростей подач
| Критерий
| Скорость подачи, обусловленная конструкцией станка
| Скорость подачи по мощности на резание
| Скорость подачи по заданной шероховатости поверхности резания
|
Скорость подачи 
| 8;16
| 11,9
| 30
|
Выбирается скорость подачи  , которая ограничивается приводом механизмов подачи.
, которая ограничивается приводом механизмов подачи.
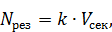
2.2.2 Моделирование процесса обработки
Рисунок 20 - Расчётная схема станка СР6(К)
а. Расчет окружной касательной силы 
Для определения касательной составляющей силы резания воспользуемся формулой механики:

| (16)
|
Определим мощность, затрачиваемую на процесс резания по формуле(11):

Определим значение касательной составляющей силы резания:
б. Расчет окружной нормальной силы 
Определяем нормальные составляющие силы резания, которые определяются по формуле

| (17)
|
где  – переходный множитель (зависит от подачи на один резец и степени затупления), принимаем
– переходный множитель (зависит от подачи на один резец и степени затупления), принимаем  – для затупленных резцов по табличным данным.
– для затупленных резцов по табличным данным.
Тогда подставляя данные в формулу (17), получим:

в. Расчет проекций силы резания  и
и  направленных вдоль и нормально к оси подачи соответственно, Н
направленных вдоль и нормально к оси подачи соответственно, Н

Рисунок 21 – Схема фрезерования
Сумма проекций, составляющих силы резания на ось X определяется по формуле:

| (18)
|

| (19)
|
Средний угол определяется по формуле:
| (20)
|
Угол входа определится по формуле:

| (21)
|
Угол выхода определится по формуле:

| (22)
|
Подставляя данные в формулы (21), (22), (20), (18), (19) получим:





г. Расчет требуемой мощности необходимой для осуществления процесса обработки заготовки
Мощность электродвигателя определится по формуле:

| (23)
|

2.2.3 Расчет потребной мощности подачи и усилия прижима подающих вальцов
В основе расчёта лежит уравнение тягового баланса, имеющее вид:

| (24)
|
где  – сила тяги (усилие подачи);
– сила тяги (усилие подачи);
 – суммарная сила сопротивления, состоит из сил действующих противоположно направлению подачи заготовки;
– суммарная сила сопротивления, состоит из сил действующих противоположно направлению подачи заготовки;
 – коэффициент запаса (
– коэффициент запаса ( ).
).
Суммарная сила сопротивления определяется по формуле:
| (25)
|
где  – сила трения скольжения;
– сила трения скольжения;
 – сила сопротивления качению.
– сила сопротивления качению.
Суммарная сила сопротивления при первом положении заготовки определится по формуле:

| (26)
|
где  – коэффициент трения скольжения;
– коэффициент трения скольжения;
 – вес заготовки;
– вес заготовки;
 – усилие прижимов подающих вальцов.
– усилие прижимов подающих вальцов.
Тяговое усилие при первом положении заготовки определится по формуле:

| (27)
|
где  – коэффициент сцепления рифленого вальца с заготовкой;
– коэффициент сцепления рифленого вальца с заготовкой;
 – коэффициент сцепления гладкого вальца с заготовкой;
– коэффициент сцепления гладкого вальца с заготовкой;
 – сила прижима подающего вальца.
– сила прижима подающего вальца.
Суммарная сила сопротивления при втором положении заготовки определится по формуле:

| (28)
|
Тяговое усилие при втором положении заготовки определится по формуле:

| (29)
|
Для определение усилия прижима  , подставляем выражения (26) и (27) для передних вальцов и (28) и (29) для задних вальцов в уравнение тягового баланса (24), тогда:
, подставляем выражения (26) и (27) для передних вальцов и (28) и (29) для задних вальцов в уравнение тягового баланса (24), тогда:

| (30)
|

| (31)
|
Требуемое давление прижимных элементов определяется по формуле:

| (32)
|
где  – коэффициент динамичности силы
– коэффициент динамичности силы  ;
;
 , b и B ширина сучка и заготовки;
, b и B ширина сучка и заготовки;
 – коэффициент влияния пружины
– коэффициент влияния пружины  .
.
 – количество прижимов перед режущим инструментом.
– количество прижимов перед режущим инструментом.

Определим усилия прижима:


Определим тяговое усилие:


Определим мощность, затрачиваемую на процесс подачи, по формуле:

| (33)
|

Определим мощность, затрачиваемую электродвигателем привода подачи, по формуле:
| (34)
|

Таким образом, значение потребляемой мощности на процессы резания и подачи меньше значений располагаемых мощностей электродвигателей приводов резания и подачи соответственно:


Заданная технологическая операция выполняется
Расчет ножевого вала





