ВВЕДЕНИЕ
Конкретные направления развития технологии приборостроения и машиностроения предсказуемы лишь в некоторой степени, т.к. они базируются на самой многочисленной совокупности человеческих знаний. Однако в общем можно сказать, что очевидны два направления:
- развитие и совершенствование существующих технологий;
- создание технологий на базе еще неиспользуемых процессов и явлений.
Принимая во внимание не только технологические, но и экономические аспекты, целесообразно внедрять не любые технологии, новые в общепринятом значении этого слова, а только те, которые выполняют хотя бы одно из нижеприведенных условий. При прочих равных условиях, новая технология:
- обеспечивает более высокую производительность труда;
- обеспечивает снижение себестоимости изготовления изделий;
- позволяет повысить геометрическую точность изготовления изделий и/или качество обработанных поверхностей;
- позволяет расширить многообразие форм и размеров обрабатываемых поверхностей;
- позволяет изготавливать изделия, которые невозможно получить с помощью существующих технологий.
Целесообразность внедрения новой технологии повышается, если выполняются два и более вышеперечисленных условия одновременно.
В данном учебном пособии в некоторой степени охвачен весь процесс создания изделия: от возникновения идеи и проектирования изделия до его изготовления и сборки, т.е. изложены новые методы, связанные с реализацией всех этапов создания изделия.
В соответствие с возможными направлениями развития технологии приборостроения, в первой главе изложены принципы новых технологий, являющихся усовершенствованием ранее освоенных, а потом дается описание физической сущности и примеров использования новейших технологий, основанных на ранее неизвестных и неиспользуемых принципах.
Характерной особенностью новейших технологий является органическое объединение процессов конструирования и изготовления изделий с обязательным и многообразным использованием компьютеров и современных программных продуктов.
В заключительной части данного учебного пособия изложены основные принципы создания так называемых виртуальных предприятий. Это направление настолько бурно развивается, что его широкое внедрение в российских условиях представляется не только целесообразным, но и неизбежным.
Глава I Развитие традиционных технологий
Высокоскоростное резание
Под высокими скоростями резания принято понимать такие скорости, при которых материал заготовки в зоне его контакта с инструментом не только размягчается, но и может расплавляться. При этом остальные параметры режима резания – глубина резания и подача должны быть малыми, а именно: t £ 0,1 мм, s £ 0,1 мм/об. Т.е. высокоскоростное резание не означает обязательную высокую производительность процесса обработки. Основными достоинствами данной технологии являются:
- снижение до пренебрежимо малых величин сил резания, т.к. инструмент практически не встречает сопротивление материала;
- размягчение и, особенно, расплавление материала делает незаметной кинематическую шероховатость и, в отдельных случаях, обработанная поверхность может оказаться зеркальной;
- исключаются термические деформации заготовок, т.к. скорость резания выше скорости распространения тепла в заготовке, в результате чего, последняя остается холодной.
В конечном итоге, главным достоинством этой технологии является максимально возможная точность обработки, которая обеспечивается практическим отсутствием сил резания и температурных деформаций заготовки.
Для каждой пары материалов заготовка – инструмент требуемая скорость резания подбирается экспериментально и, естественно, оказывается различной. В качестве примера в таблице 1.1. приведены значения таких скоростей для различных конструкционных материалов.
Таблица 1.1 Высокие скорости резания для разных материалов

Как видно из таблицы диапазон высоких скоростей резания для различных конструкционных материалов может колебаться примерно от 200 м/мин до 7000 м/мин и более. Из таблицы также видно, что нижние границы диапазона скоростей характерны для обработки титановых сплавов и высококачественных сталей, а цветные металлы и сплавы требуют более высоких скоростей резания.
Данный метод хорошо использовать, в частности, для фрезерования маложестких заготовок.
В качестве ограничений применимости данного метода следует указать:
- необходимость тщательного подбора и согласования друг с другом материалов заготовки и инструмента;
- использование, в основном, специальных и очень дорогих инструментов;
- трудность и даже невозможность обеспечения требуемых скоростей при использовании малоразмерных инструментов (сверла, зенкеры, развертки и т.д.) и/или при обработке поверхностей малых размеров, что требует создания станков с очень высокими числами оборотов шпинделя;
- сверхскоростные станки требуют чрезвычайно сложных, практически безинерционных систем управления, а это не только технически сложно, но и очень дорого.
Перечисленные выше недостатки скоростного резания особенно трудно преодолеваются в приборостроении, где, в основном, имеют место малогабаритные изделия. Кроме приборостроения данная технология широко используется для изготовления деталей самолета, турбин и пропеллеров; также используется для последующей обработки после штамповки и формообразования; обрабатываются детали из пластмасс, например, протез тазобедренного сустава.
Электроэрозионная обдирка
Физическая сущность этой технологии (съем материала за счет его расплавления и испарения в искровом разряде) не отличается от классической. Однако экспериментально установлено, что если для обработки одновременно использовать несколько электрически изолированных друг от друга катодов – инструментов или одновременной обработки не изолированными инструментами нескольких электрически изолированных заготовок (см. рис. 1.4.), то производительность процесса существенно возрастает. Установлена следующая эмпирическая зависимость:
m/m0 = n * e (n-1)
где: n ≤ 6; e = 0,7.. 0,95; m/m0 ≤ 4,5.
(см. рис. 1.5.)

Рис. 1.4 Принцип электроэрозионной обдирки

Рис. 1.5 Скорости удаления металла при электроэрозионной обдирке
Это позволяет уменьшить один из главных недостатков классической электроэрозионной обработки – ее невысокую производительность.
Эта технология наиболее эффективна в качестве черновых операций при обработке очень твердых и труднообрабатываемых материалов. Однако, производительность процесса все-таки оставляет желать лучшего.
Резание струей воды
В настоящее время очень широкое распространение получила лазерная резка. Однако, КПД современных лазеров оставляет желать лучшего, кроме того, при резании металлов и сплавов большой толщины рез получается конусообразным и максимальная толщина листа не более 13 – 15 мм. При резании пластмасс, тканей и других органических материалов, в процессе горения могут выделяться вредные газообразные продукты, к тому же с неприятным запахом.
На этом фоне резание струей воды является холодным, а потому экологически чистым процессом. Суть технологии в том, что струя воды, диаметром менее 0,01 мм подается под высоким давлением (20 – 400 МПа) на разрезаемую заготовку. Для повышения производительности процесса в воду добавляют мелкий абразив, например, оксид алюминия. Данная технология особенно эффективна при резании очень хрупких и твердых материалов и упругих пористых (см. табл. 1.2.)
Таблица 1.2
| Материал
| Толщина (мм)
| Подача (м/мин)
|
| Пластмасса, усиленная стекловолокном
| 3,5
15,0
| 2,4
0,2
|
| Пластмасса, усиленная карбоновым волокном
| 2,5
6,0
| 2,3
0,1
|
| Полиамид
| 6,5
| 1,2
|
| Полиэтилен
| 3,0
| 0,3
|
| Поликарбонат
| 8,0
| 0,2
|
| Резина
| 1,5
25,0
| 30,0
7,5
|
Из таблицы видно, что производительность этой технологии чрезвычайно высока.
Единственным существенным недостатком такого резания является сложность обеспечения техники безопасности процесса. Дело в том, что абсолютно плотных конструкционных материалов, из которых изготавливают полости давления, не бывает, т.е. имеют место микропоры, микротрещины, микрощели и т.д., через которые просачиваются невидимые струи воды под огромным давлением. Они могут причинить серьезные травмы. Поэтому резание струей воды должно выполняться в автоматическом режиме в изолированном помещении. А это требует значительных затрат, которые окупаются только в условиях крупносерийного и массового производства.
Склеивание
Эта технология основана на соединении прилипанием одинаковых или разных материалов через промежуточный слой клеящего вещества. Прилипание происходит на основе химических и физических обменных процессов между поверхностными слоями деталей и клеящего вещества.
Основные положительные свойства склеивания:
- простота и высокая производительность процесса;
- достаточно высокая прочность и стойкость в широком диапазоне температур (- 30 / + 2000С);
- экологическая безопасность технологии;
- в основном хорошая химическая стойкость.
Важнейшим условием качественного склеивания является хорошая очистка и обезжиривание поверхностей. Имеют место три основных способа отверждения клея:
- путем испарения растворителя;
- за счет химической реакции между компонентами;
- за счет сжатия склеиваемых поверхностей в динамическом режиме.
При использовании первых двух способов время отверждения сильно зависит от температуры и может длиться от 1 часа до 2 дней. Третий способ обеспечивает практически мгновенное отверждение.
Эта технология предполагает специфические конструкторские решения (см. рис. 1.11).
Как видно из рисунка, данная технология предпочтительна при соединении конструкций по большим площадям. Кроме того, нежелательно эксплуатационное воздействие на отрыв. К сожалению, большинство клеящих веществ «стареют», что ограничивают ресурс клееных изделий.
В настоящее время создано такое многообразие клеящих веществ, что практически все современные конструкционные материалы можно склеивать в любом сочетании: металлы с металлами, неметаллы с неметаллами, металлы с неметаллами.
В технологии приборостроения, кроме традиционных функций соединения, клеящие вещества с успехом могут играть роль изоляторов и фиксирующих материалов.

Рис. 1.11 Рекомендуемые конструкции клееных соединений
Полимерный бетон
Полимерный бетон получил наибольшее распространение в машиностроении. Однако и в приборостроении его перспективы являются обнадеживающими. Например, уже сегодня чрезвычайно выгодно из этого материала изготавливать остовы измерительных приборов и машин. Суть данной технологии в том, что определенные компоненты в жидком состоянии тщательно перемешиваются, и между ними происходит химическая реакция без какого-либо выделения газообразных продуктов. Это гарантирует чрезвычайную равномерность и плотность отвержденной массы.
Особую ценность эта технология представляет еще и потому, что наряду с низкой стоимостью (на порядок дешевле черных металлов и сплавов) полимерный бетон обладает прочностью и твердостью, сопоставимой с этими характеристиками для чугунов и сталей. Кроме того, у него одинаковые со сталью коэффициенты линейного и объемного теплового расширения. Особенно ценными являются его демпфирующие свойства – они в 5 раз превышают аналогичные свойства чугунов, а это для измерительных приборов и машин чрезвычайно важно.
Полимерный бетон позволяет предельно просто осуществлять соединение и монтаж различных конструктивных элементов изделия со сколь угодно высокой точностью их взаимного расположения с последующей надежной фиксацией и закреплением без применения крепежных деталей. Для этого достаточно выставить эти конструктивные элементы с требуемой точностью в жидкой массе полимерного бетона и подождать пока он затвердеет.
Изготовление конструкций из полимерного бетона происходит путем заливки жидкой массы в соответствующую форму. Наружная поверхность изделия по точности и шероховатости будет соответствовать аналогичным параметрам формы, а свободная поверхность будет идеально плоской и гладкой. Это дает возможность изготавливать изделия из полимерного бетона без дальнейшей механической обработки. При необходимости их можно лишь покрасить.
Самым сложным в данной технологии является необходимость очень тщательного и быстрого перемешивания компонентов. Именно для этой операции запатентовано большое количество конструкций и способов.
Предисловие
В 1987 г. впервые удалось напрямую по компьютерным данным изготовить трехмерную модель. Модели могли принимать практически любую форму. Внутренние полости и отверстия получались без применения механической обработки. В зависимости от сложности модели ее можно было изготовить на несколько часов быстрее, чем традиционными методами. Эти модели были сравнимы с моделями, изготовленными из хрупкой пластмассы. Такие модели могли служить только для визуальной оценки их дизайна. Их использование в качестве функциональных с выводами о механических или термических нагрузках было невозможно.
Это дало возможность отказаться не только от специальных инструментов, форм и приспособлений, но и от традиционных станков. Было достаточно компьютерной программы, которая содержала 3х-мерную геометрическую информацию и машины, которая бы послойно преобразовывала эту информацию посредством фотополимеризации в геометрическую модель.
Метод получил название «Стереолитография», а машина – «Стереолитографический аппарат».
Стереолитография возглавила целый ряд «быстрых» способов построения моделей, которые стали известны под названием «Rapid Prototyping».
Эти новые методы получили огромную популярность. Зарубежная Высшая школа стала уделять огромное внимание всем граням этой технологии. Некоторые пользователи осваивали RP – технологии из стратегических соображений. Они поняли потенциал новой техники и не хотели упускать время ее повсеместного использования.
На сегодняшний день способы RP превратились из редко применяемых, технически привлекательных и экономически непривлекательных способов создания моделей в элемент, определяющий скорость в цепочке разработки и изготовления изделий.
Наряду со стереолитографией были разработаны и другие способы. Палитра материалов была увеличена, благодаря чему удалось существенно улучшить физические и технические свойства моделей. Снижающееся время производства, более высокая точность и расширяющееся внедрение в промышленность в совокупности с трехмерными CAD-установками привели к улучшению моделей и снижению их себестоимости.
Использование RP – технологий позволяет постоянно сокращать время конструирования изделий с одновременным улучшением их качества, т.к. параллельное конструированию изготовление различных моделей выявляет практически все ошибки в размерах и форме сопрягаемых элементов конструкции. Т.е. проблемы сборки отпадают уже на стадии проектирования.
Время разработки изделия существенно сокращается.
Следующие технологии освоили металлические материалы и минимально возможные серии. Цель – изготовление деталей из материалов со свойствами, похожими по механико-технологическим свойствам на материалы будущих серийных изделий для многих не металлических материалов была достигнута.
Чтобы выдержать конкуренцию, RP – технологии в комплексе с CAD – системами должны обеспечить следующее:
- при минимальных затратах времени получить трехмерное представление объекта;
- сократить процесс конструирования изделия и улучшить его качество;
- исключить ошибки в размерах, форме и взаимном расположении сопрягаемых поверхностей до сборки изделия.
Одновременно снижаются расходы на усовершенствование продукции.
Время от возникновения идеи до выхода изделия на рынок резко сокращается. Кроме того, поступающее на рынок изделие имеет гарантированно высокое качество, маркетинг которого может идти параллельно с его созданием. Демонстрационные модели или, в зависимости от изделия, функциональные модели позволяют изготавливать каталоги, проводить презентации и демонстрации на выставках, получать разрешения на изготовление изделия параллельно с его конструированием.
Ключевой фактор – время
В дальнейшем покажем, что все критические величины влияния, но особенно время и стоимость, можно уплотнить до одной целевой величины: «Время рынка».
Под временем рынка понимают время от решения проектировать и изготавливать изделие до его появления на рынке.
Согласно многочисленным исследованиям при пониженном сроке жизни изделий и при отсутствии какой-либо другой работы, не проводя никаких других мероприятий, можно заработать столько же денег, как и путем минимизации времени рынка.
На рис. 2.2. представлены результаты исследований влияния различных стратегий на прибыль предприятий.
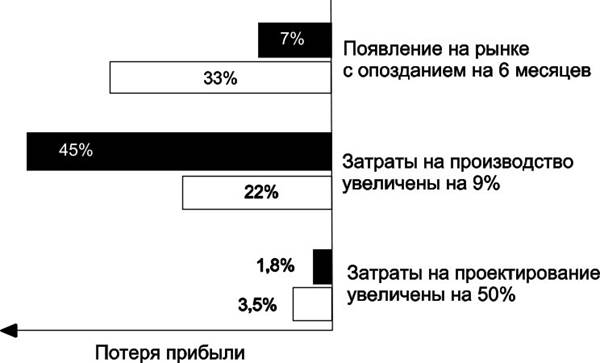
Рис. 2.2 К оценке фактора «Время рынка»: влияние различных упущений цели на достигаемую прибыль в зависимости от длительности «жизни» изделия
Светлые полосы на рисунке подтверждают возрастающее влияние фактора «Время рынка» на прибыль предприятия при «продолжительности жизни» изделия до 5 лет по сравнению с 10 годами (темные полосы).
Как видно из рисунка, превышение запланированной бюджетной стоимости проектирования на 50% снижает запланированную прибыль только на 3,5 %, а превышение на 9% стоимости изготовления ведут к 22% потери прибыли. Превышение времени проектирования на 6 месяцев и соответствующее запоздание поступления изделия на рынок уменьшают запланированную прибыль на треть.
При длительной «жизни» изделия (темные полосы) «Время рынка» не имеет существенного значения, а на передний план выступает стоимость изготовления. При этом уменьшается значение стоимости проектирования изделий. График также ясно показывает, почему стратегия экономии, особенно экономия стоимости изготовления больше не ведет к успеху, хотя в 80-е гг. такая стратегия еще могла достичь улучшения результата.
Т.о, можно сделать вывод, что стратегия предприятия играет центральную роль при оценке влияний различных факторов. Исследование началось в 1983 г. Сегодня потребительские изделия с продолжительностью «жизни» до 5 лет оцениваются как изделия – долгожители. Мы ранее видели, что продолжительность «жизни» изделия падает, и что эта тенденция продолжается. Отсюда ясно, что фактор влияния – «Время рынка» на этом основании почти для всех изделий становиться все важнее. Эти результаты подтверждаются актуальными исследованиями рынка. При продолжительности «жизни» одного из изделий до 6 лет и, принимая во внимание возможное снижение продаж из-за конкуренции и понижающуюся привлекательность изделий с повышением «возраста», определяют уменьшение прибыли до 30%, которое равнозначно запозданию поступления изделия на рынок на 6 месяцев.
Ясно, что «Время рынка» является ключевым фактором для успеха изделия. Фактор «Время» стал ведущей величиной для руководства предприятия. Это доминанта, типичная для сегодняшних изделий, время – деньги имеет не только абсолютное, но и относительное значение. Необходимо не только найти правильное решение внутри короткого времени проектирования, но еще более важно – найти это решение как можно скорее. Это дает возможность уже на ранней стадии проектирования изделия, когда произведенные затраты еще не велики, установить достаточно точно величину дальнейших расходов. Так, руководствуясь опубликованной диаграммой, можно исходить из того, что после окончания концептуальной фазы проекта израсходовано только около 5 % общей стоимости, но уже становится известно примерно 75 % общей стоимости (см. рис. 2.3.).
Ход кривой показывает также, что ясность с затратами к началу проектирования изделий еще незначительна. Так после фазы «Идея» только 40 % общей стоимости проекта устанавливается достаточно точно. При этом очень важно не только обязательно найти правильное решение, но и сделать это как можно раньше. Изменения становятся тем дороже, чем позднее они происходят. Как видно из рисунка 2.4. стоимость экспоненциально растет для запоздало обнаруженных изменений в проекте изделия с процессом его проектирования.

Рис. 2.3 Сравнение фиксированной общей стоимости изделия с произведенными затратами в процессе проектирования
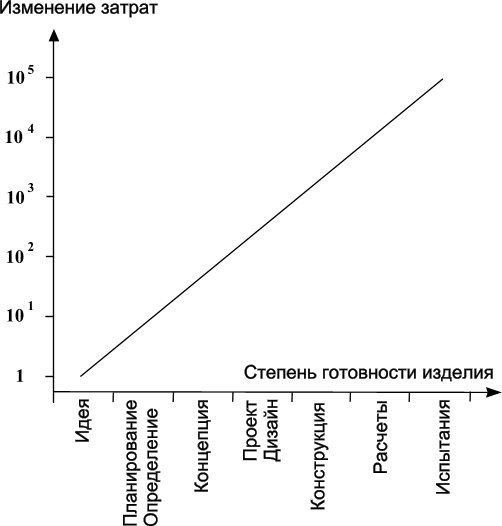
Рис. 2.4 Расходы на аналогичные изменения проекта изделия
в зависимости от стадии его проектирования
В логарифмическом масштабе эта зависимость выглядит как прямая линия. Подчеркнем, что речь идет об аналогичных изменениях, но выполняемых на разных стадиях проектирования. Из этого следует не только то, что изменения конструкции с продвижением проектирования изделия дороги и расточительны по времени, но также и то, что слишком поздно обнаруженный недостаток изделий может вызвать расходы, опасные для его существования. Очевидно, что ведущей величиной для оптимизации общей прибыли является минимизация времени проектирования, а расходы следует рассматривать как переменную, зависящую от времени.
Во времена, в которые все направлено на снижение затрат, это одно из важнейших соображений.
Требования к новым методам проектирования изделий
Центральное требование к новым стратегиям состоит в том, что время проектирования изделия при уменьшении финансирования и улучшении качества должно сокращаться и к этому должны приобщаться большие коллективы проектировщиков из различных областей техники и знаний. Для выполнения этих требований должны быть выявлены важнейшие факторы, влияющие на время проектирования изделий. Время проектирования изделий зависит от:
- своевременного установления свойств конструкции;
- степени параллелизации составляющих процесса;
- интенсивности обмена информацией;
- степени интеграции компьютеров;
- степени мотивации.
Для успеха проектирования изделия важно как можно раньше установить взаимосвязанные свойства изделия. Каждый конструктор и каждая группа работников должны ориентироваться на ясные цели. Ошибочные цели приводят к тому, что каждая рабочая группа рассматривает свои конструктивные признаки как главные и такие неоднородные конструкции приходится согласовывать позднее с большими затратами. Из своевременного установления конструктивных признаков изделия следует и своевременное установление материалов и технологических методов изготовления.
Для сокращения времени проектирования изделия, безусловно, необходимо выбирать максимальную степень параллелизации. Т.к. параллелизация является дискретным процессом, который позволяет определить разумное параллельное разветвление только после окончания соответствующей части проекта, следует придавать повышенное значение организации и контролю над общим проектом. При этом следует обращать внимание на то, что можно параллельно проводить только такие части проекта, для которых время разработки протекает полностью независимо друг от друга.
Эффективное проектирование изделия протекает при интенсивном обмене информацией. При этом важно не только то, чтобы отдельные рабочие группы обменивались информацией, но также важно, в каком виде и в какой временной период они это предпринимают. Только если информация своевременна, она полезна для проекта.
Компьютерная интеграция образует «хребет» для интенсивного обмена информацией. Только через высокую степень компьютерной интеграции можно обеспечить подход всех раздельных рабочих групп к каждому моменту времени на одинаковых, связанных базовых показателях. Результаты этих групп непосредственно можно закладывать в память компьютера в виде взаимосвязанных файлов. При сложных и актуальных проектах изделий эти аспекты можно осуществить только на компьютерах и с использованием соответствующих программ.
Коллективная работа успешна и эффективна только в том случае, если она идет в ногу с высокой степенью мотивации. Не мотивированные сотрудники всегда используют групповую работу для того, чтобы спрятаться в группе и сделать других ответственными за результаты работы. Поэтому мотивация для минимизации времени проектирования является ключевой позицией. Наряду с различными подходами для мотивации сотрудников, особо стоит вопрос оценки реализуемости проекта, которая решается через мотивацию и демотивацию.
Модели
Измененные требования к изделиям и, тем самым, к проектированию изделий выливается в новые стратегии проектирования изделий.
Наблюдения показывают, что с использованием новой стратегии проектирования изделия очень важно начинать именно с модели.
Применяются понятия и определения, прижившиеся в классическом проектировании изделия.
Классификация моделей
В соответствие со степенью продвижения проектирования изделия различны и требования к моделям. Независимо от вопроса, как эти модели изготавливают, целесообразно объединить определения моделей и этим упорядочит шаги проектирования изделия.
В иностранной литературе по данному вопросу появилось большое количество различных понятий и предложений для классификации моделей. Обычно они штампуются для рыночных особенностей и, часто, однобоко ориентируются на методы RP – технологий.
Представим одну из наиболее распространенных классификаций моделей.
1. Модель – пропорция.
Она показывает внешние формы и важнейшие пропорции. Служит коммуникации и мотивации, способствует быстрым заменам запрограммированных свойств изделия, дает возможность быстро согласовывать вопросы по идее изделия. Она должна быстро, просто и дешево изготавливаться. Очень важны два свойства: простота и восстанавливаемость. Степень абстракции – высокая; степень детализации – низкая; функциональность – никакая.
2. Эргономическая модель.
Она способствует быстрым решениям о возможности ответить на вопрос можно ли и нужно ли проектировать изделие. Выявляет используемость важнейших деталей, а также важнейшие функции деталей. Степень абстракции – средняя; степень детализации – средняя; функциональность – единичные функции.
3. Дизайн – модель.
Внешне она соответствует, возможно, более полно серийному образцу. Отделка поверхностей соответствует качеству для выставочного образца. Поддерживает быстрые решения о методах проектирования и изготовления. Делает возможным своевременное подключение мнения третьего лица. Степень абстракции – низкая; степень детализации – частично высокая; функциональность – единичная.
4. Функциональная модель.
Она обеспечивает возможность проводить своевременные испытания – проверки отдельных функций (возможность сборки, обслуживаемость, кинематика). Показывает отдельные или все важнейшие функции даже при отказе на воспроизведение внешних форм. Создает базу для запросов от покупателей и поставщиков. Определяет граничные условия для создания форм конструкции и инструментов, для конструирования и изготовления средств производства. Степень абстракции – низкая; степень детализации – высокая; функциональность – значительная.
5. Прототип.
Он значительно соответствует серийному образцу, иногда даже полностью. Отличается от серийного изделия только методом изготовления. Делает возможным своевременные испытания отдельных (или всех) свойств изделий (собираемость, проведение специальных методов согласования), а также изготовление инструмента. Позволяет подготовить выход изделия на рынок через рекламу. Степень абстракции – низкая; степень детализации – высокая; функциональность – полная.
6. Образец.
Он происходит уже из серии, в конкретном случае из пилотной, нулевой, предварительной или даже главной. Делает возможным полное тестирование всех свойств изделия. Поддерживает обучение технологического и сервисного персонала, освоение серийной технологии, делает возможным сопоставление технологических и сборочных процессов. Поддерживает точное согласование с потребителями и поставщиками. Степень абстракции – никакая; степень детализации – высокая; функциональности – все.
Заслуживает внимание и другая классификация изделий.
1. Концептуальные модели.
Они позволяют визуализацию пропорций и принципиального внешнего вида. Они обозначаются также как демонстрационные модели или модели контроля данных.
2. Геометрические прототипы.
Они служат для проверки эксплуатации, обслуживания и использования, а также для визуализации точных форм, включая желательное качество поверхности.
3. Функциональные прототипы.
Они дают возможность проводить испытания одного или многих функциональных свойств.
4. Технические прототипы.
Они значительно соответствуют серийным образцам и изготавливаются на технологических установках. Возможны отклонения в материалах и геометрические упрощения. Отличаются от серийных изделий только технологией изготовления.
В то время как значимость и обозначения функциональной модели, прототипа и образца среди инженеров быстро достигли понимания, классификация на модели-пропорции, эргономические модели и дизайн - модели не встретили понимания, и значимость этих моделей вообще часто вызывает сомнение. Во-первых, если модель-пропорция ведет к принципиальным решениям для идеи изделия и это конкретизируется посредством эргономической и дизайн – модели, то функциональные модели и прототипы используются для более быстрого и эффективного проектирования изделия. С их помощью можно быстро и надежно проверить особые геометрические и кинематические свойства и корректировать их в соответствие с требованиями к механико-технологическим свойствам изделия и с возможностями технологии изготовления.
Мотивация через модели
Из-за увеличивающейся все время сложности изделий нельзя больше приходить на завод только с изделием, давно завоевавшим доверие и с конструктором, убежденным в своей удаче. В сообществе проектировщиков должны быть также чуждые для данной отрасли специалисты, которые не имеют глубоких знаний об изделии. Они должны объединяться вокруг проекта и должны быть мотивированы, т.е. заинтересованы в общем успехе.
Под мотивацией понимают усилие, направленное на изделие, которое должно быть спроектировано.
Как может мотивация оказывать положительное влияние? Для примера, определим градиент привлекательности α (рис. 2.11.). Он определяется через дистанцию до серийной продукции.
Взаимосвязи представлены на рисунке 2.11. Вероятность достижения цели представлены через степень реализации.
Дистанция до серийного изделия характеризуется через отдельные шаги проектирования изделия. Из этого представления ясно, что к повышению градиента привлекательности ведет только повышение степени реализации проекта.
В примере из рис. 2.11. видно, что до такой степени готовности как эскиз и меньших степеней готовности порог мотивации, обозначаемый αm не может быть преодолен, α1 < αm
Несмотря на все еще большую дистанцию до реализации изделия через повышение степени реализации на основе представления через простую трехмерную модель вместо эскиза, градиент привлекательности α2 отчетливо повышается и, в нашем случае, поднимается выше порога мотивации αm. Решающим является то, что через постепенное приближение к цели в ходе процесса проектирования при одновременном постоянном повышении степени реализации через дифференцированные модели, градиент привлекательности постоянно и сверхпропорционально растет. Тем самым, мотивация в процессе проектирования постоянно усиливается (α5 > α4 > α3 > α2). Этот важный вклад моделей для успешного выполнения совместного проекта, который особенно важен на ранней стадии, часто оценивается недостаточно.
Эти взаимосвязи наглядно показывают, что трехмерные модели вызывают несомненную пользу. Они подтверждают также важность наглядных и дизайн – моделей.

Рис. 2.11 Повышение мотивации как функция степени реализации и
дистанции до серийного изделия
На ранних стадиях проекта имеющиеся в распоряжении наглядные модели, которые быстро совершенствуются и усложняются и максимально быстро демонстрируют взаимодействие узлов, создают не только высокую начальную мотивацию, но и годятся уже в начальной фазе проекта для того, чтобы создавать позитивный и постепенно растущий градиент привлекательности.
Определения: быстрое прототипирование, быстрое изготовление, быстрое производство
Все методы, с помощью которых трехмерные модели и детали изготавливаются сложением, т.е. наложением друг на друга объемных элементов (слоев), называются генерированными технологиями. Это точное вышеприведенное понятие на практике применяется редко. Чаще используются другие обозначения, которые подчеркивают отдельные аспекты изготовления деталей. Solid Freeform Manufacturing – SFM (производство твердых тел свободной формы) подчеркивает способность путем поверхностей свободных форм изготавливать окаймленные твердые тела.
В литературе находится большое количество таких изначально американских обозначений, которые выступают чаще всего в образе трехбуквенных сокращений и часто могут скорее исказить, чем объяснить суть процесса или явления.
Каждое используемое понятие с точки зрения современных авторов имеет право на существование и не может быть заменено никакими другими понятиями. Однако в данном случае мы сознательно применяем понятие RP. Оно действительно не лучшее, возможно даже худшее понятие из тех, что используются в литературе. RP при ближайшем рассмотрении вообще ни о чем не говорит. «Быстрый» – понятие относительное. Оно приобретает качество лишь в том случае, если говорится конкретно «быстрее, чем что» или, по меньшей мере, «как быстро». К тому же в понятии «быстрый» лежит известная опасность. Оно может означать, что метод является принципиально быстрее, чем все остальные, но, в действительности, это не так. Быстрота RP – методов сильно зависит от геометрии изделий. Например, простейшее изделие, которое можно изготовить штамповкой – вырубкой, с помощью RP – технологий изготавливаются гораздо медленнее. «Прототипирование», также не является точным понятием, т.к., многие применения компьютероподдерживающих методов изготовления не предполагают использования прототипа в узком смысле. Наряду с дизайн – моделями и моделями для демонстрации, с помощью RP – технологий можно получать литейные формы, инструменты, и даже малые серии изделий. Но понятие «Rapid Prptotyping» имеет неоспоримое преимущество – оно укоренилось в сознании людей и означает для них символ копьютероподдержанных и, следовательно, автоматизированны<





