Металлургии.
Первенцем черной металлургии Республики был Казахский металлургический завод в г. Темиртау. В сентябре 1944 года начал действовать литейный цех. 31 декабря 1944 года была пущена мартеновская печь. Этот день считается началом Казахстанской металлургии.
В состав Казахского металлургического завода первоначально входили три мартеновских печи емкостью по 3 5 т стали и три прокатных стана - два сортовых (среднесортный 400 и мелкосортный 280) и один листовой - 950. Впоследствии этот завод вошел в состав Карагандинского металлургического комбината в качестве сортопрокатного производства.
Из-за нерентабельной сифонной разливки стали и необходимости использования малых по объему и производительности мартеновских печей фирма Испат- Кармет, пришедшая к управлению Карагандинским металлургическим комбинатом в 1995 г., отказалась от производства сортового проката. В 1996 году старые мартеновские печи и сортовые станы 280 и 400 были демонтированы.
Строительство Карагандинского металлургического комбината было начато в 1955 г., а основные цеха построены, в основном, в 60-е годы. Комбинат предназначен для производства горячекатаного и холоднокатаного стального листа, жести с покрытием и без покрытия с общей проектной мощностью 6,3 млн. тонн. Датой рождения комбината считается день пуска доменной печи №1 объемом 1513 м3 -3, июля 1960 г. Комбинат многократно перекрывал потребности Казахстана в листовой стали и жести.
Карагандинский металлургический комбинат представлял собой металлургическое производство с полным циклом, включающим в себя рудную базу, агломерацию, коксохимию, доменный цех с четырьмя доменными печами, мартеновское и конверторное производство стали, группу прокатных цехов. Кроме того, в составе комбината находится масса вспомогательных производств, таких как две ТЭЦ, производство извести, переработка шлаков и т.д. Особенностью технологии производства стали на Карагандинском металлургическом комбинате является ведение процесса по двум параллельным технологиям: с высокофосфористыми рудами, поступавшими из Лисаковского месторождения, и бесфосфорной технологией с использованием, в основном, руд Атасуйского месторождения.
После развала Союза потребность в листовом прокате в странах СНГ резко упала, что сказалось на положении данного предприятия, находившегося в 93-95 годах на грани остановки. Поэтому Кармет комбинат был преобразован в ОАО «Испат-Кармет».
ОАО «Испат-Кармет» - предприятие с полным металлургическим циклом традиционною построения с получением чугуна в доменных печах, с отливкой крупных слитков (ВОР) Производительность по установленным мощностям составляет до 6,3 млн.т стали в год. Предприятие имеет развитую инфраструктуру и работает на сырье Республики Казахстан - железная руда, уголь, электроэнергия.
Структурно ОАО «Испат-Кармет» включает в себя:
- рудный департамент, в который входят ТОО «Оркен» (Лисаковский ГОК), ТОО «Оркен» (Атасуруда), ТОО «Оркен» (Тогайкентобе), АО «Жайремский ГОК», РУ Атансор», обеспечившие в 2002 г. поставку 4,25 млн. т руды (60,16% от общего объема);
- угольный департамент в составе 15 шахт, промышленного комплекса, включающего ряд предприятий, обеспечивающих обслуживание основного производства, углеобогатительную фабрику с проектной производственной мощностью 6 млн. т угля в год;
- стальной департамент, в который входят все подразделения бывшего Карагандинского металлургического комбината.
Объем производства Испат-Кармет в 2002 г. составил 4 млн. тонн, что перекрывает потребности Республики в листе и жести в десятки раз. В то же время, в Казахстане имеется дефицит порядка 1,2 млн. тонн в сортовом прокате, 300 тыс. тонн в высококачественных легированных сталях.
Проблема дефицита сортовой прокатной продукции в республике до настоящего времени решается путем приобретения необходимого объема металла в России и на Украине.
Современное металлургическое предприятие с полным циклом, включает все основные металлургические производства: доменное, сталеплавильное и прокатное. Готовая продукция выпускается в виде проката (листовых и сортовых профилей, труб и профилей специального назначения), а также полуфабрикатов (твердого чугуна в чушках, стальных слитков, непрерывнолитых или катаных заготовок). Полуфабрикаты направляются на заводы, не имеющие полного цикла переделов.
Структура и технологический процесс агломерационных фабрик
Агломерацией называется термический процесс окускования измельченных материалов, являющихся железосодержащей частью шихты, путем их спекания с целью придания свойств, необходимых для доменной плавки. Способ агломерации основан на горении топлива в слое спекающегося материала при непрерывном просасывании через него воздуха.
Основными компонентами агломерационной шихты являются: железорудный концентрат, мелкая сырая железная руда крупностью менее 10 мм, колошниковая пыль, возврат (побочный продукт предыдущих спеканий крупностью менее 10 мм (в количестве 15-25 % от массы шихты); флюсы -известняк фракции менее 3 мм и топливо - кокс фракции менее 3 мм (в количестве 4-6 % от массы шихты); в состав агломерационной шихты входят 7-9 % (от массы шихты) влаги.
Перед спеканием шихту смешивают, увлажняют и окомковывают во вращающихся барабанах, в результате чего из пылеватого материала образуются влажные комочки размером 0,5-5 мм, при этом слой шихты становится газопроницаемым, что благоприятно сказывается на процессе спекания.
Агломерационная фабрика состоит из следующих основных подразделений: отделения приемных бункеров, склада шихтовых материалов, корпуса дробления известняка, корпуса измельчения топлива, смесительного отделения, обжигательного корпуса, отделения охлаждения и сортировки агломерата. Транспортная связь между отделениями и отдельными машинами и агрегатами фабрики осуществляется в основном ленточными конвейерами.
При расположении агломерационной фабрики непосредственно на металлургическом предприятии имеется возможность использовать склад доменного цеха, а при производстве агломерата побочные продукты и отходы металлургического производства: колошниковую пыль, отсев агломерата и окатышей, окалину, мелкий кокс (получаемый при его сортировке в доменных и коксохимических цехах). Отпадает также необходимость в транспортировке этих материалов. В качестве топлива для зажигания шихты можно использовать доменные и коксовые газы.
Доменный цех
В состав современного доменного цеха входят несколько печей, отделение приемных бункеров (бункерную эстакаду), систему подачи шихты к загрузочному устройству печи (скиповую яму и подъемник с машинным зданием либо наклонный ленточный конвейер), литейный двор, воздухонагреватели с воздухопроводами, систему газоочистки, отделение разливки чугуна, склад холодного чугуна, системы придоменной грануляции шлака, а также отделения приготовления огнеупорных масс и ремонта чугуновозных ковшей и воздуходувную станцию.
В процессе работы доменной печи необходимо обеспечивать требуемое соотношение основных компонентов доменной плавки. Так, например, для доменной печи производительностью 5000 т чугуна в сутки состав шихты рассчитан, исходя из 10000 т агломерата и окатышей и около 2500 т кокса. Для введения плавки в печь поступает 5000 м3/мин горячего дутья и 200-400 м3/мин природного газа. Кроме того, вместе с холодным воздухом в воздухонагреватель вдувается около 300 м3/мин кислорода. При этом производится около 2500 т шлака в сутки и около 8000 м3 /мин доменного газа.
Конвертерный цех
В состав конвертеров цеха входит главный (конвертерный) корпус и ряд отделении тесно связанных с ним единым технологическим процессом. К ним относится отделения: перелива чугуна (миксерное), шихтовое, разливочное, шлаковое и дымососное. Кроме этого цех обслуживает вспомогательное отделение – раздевания слитков, охлаждения, чистки и смазки изложниц и подготовки составов.
Машины и агрегаты электросталеплавильных цехов
В связи с тем, что основным способом выплавки стали является кислородно-конвертерный, потребляющий меньшее количество лома по сравнению с мартеновским, возникли предпосылки для более быстрого развития электросталеплавильного производства, работающего на твердой шихте. Вторая важная причина развития выплавки стали в электропечах - все возрастающая потребность в легированных сталях и чистом металле из металлизированных окатышей. Развитие электросталеплавильного способа производства стали будет идти параллельно с кислородно-конвертерным.
Прокатный цех.
Прокатным станом называется комплекс машин и агрегатов, предназначенных для осуществления пластической деформации металла в валках (собственно прокатки), дальнейшей его обработки (правки, резки и пр.) и транспортирования.
В головном прокатном цехе металлургического завода устанавливают блюминг (или слябинг) мощный обжимной стан, через который пропускается вся продукция (все слитки) сталеплавильного цеха.
Перед прокаткой на блюминге слитки подогревают в вертикальных отапливаемых газом камерах, называемых нагревательными колодцами. Число таких нагревательных колодцев в цехе блюминга достигает 32-48 (8-12 групп по 2-4 камеры в каждой); в каждом из них одновременно находятся 8-14 слитков массой от 8 до 25 т.
Прокатка слитков осуществляется в несколько пропусков. Продолжительность прокатки одного слитка на блюминге (слябинге) составляет 40-90 с. Полученные из слитков черновые заготовки разрезают мощными ножницами (усилие резания 10-20 МП (1000-2000 тс) на мерные длины и транспортируют для дальнейшей прокатки на установленные за блюмингом прокатные станы: рельсобалочные непрерывные заготовочные. Заготовка, получаемая на непрерывном заготовочном стане, поступает далее для прокатки на станы, выпускающие готовую продукцию: крупносортные, сред несортные, мелкосортные проволочные и узкополосовые (штрипсовые).
В том случае, когда в первом прокатном цехе завода установлен не блюминг, а слябинг, получаемые слябы поступают на толстолистовой стан или на непрерывный широкополосный стан, служащий для выпуска горячекатаных тонких листов или полосы в рулонах. Часть их проходит затем холодную прокатку.
Сортамент прокатных станов
Сортаментом прокатного стана называется совокупность профилей (по форме поперечного сечения), которые можно получить в результате прокатки на данном стане. Сортамент прокатываемого на различных станах металла состоит из трех основных групп, (рисунок 1)
а) сортовой прокат (простые профили: круг, квадрат, узкая полоса; фасонные профили: угловые, тавровые, балки, швеллеры, рельсы; специальные профили: обод автоколеса, шпунты, лопатки турбин и т.д.);
б) листовой прокат (лист тонкий, толстый, броневые плиты, универсальная широкополосная сталь);
в) трубы (бесшовные и сварные, круглые, овальные, ступенчатые, конические).
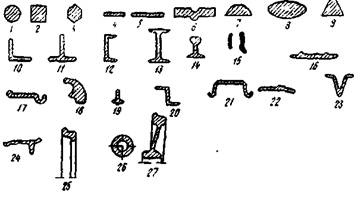
1- круг; 2 - квадрат; 3 шестигранник; 4 - полоса; 5 - лист; 6 - рессора; 7 - сегментная сталь; 8-овальная сталь; 9 - сталь техгранная; 10 - уголки равнобокие и неравнобокие; 11 - тавровая балка; 12 - швеллер; 13 - двутавровая балка; 14 - рельс; 15 - накладки для рельсов; 16 - подкладка для рельсов; 17 - автообод; 18 - боротовое кольцо; 19 -оконнорамный профиль; 20 - зетовый профиль; 21- шпунт; 22 - лемех; 23 - шпора тракторная; 24 - башмак гусеницы трактора; 25 - бандаж колесный; 26 - труба; 27 – колесо
Рисунок 1 - Сортамент проката
Литература:4 осн. [15-105], 4 осн. [235-260], 3 доп. [5-10]
Контрольные вопросы:
1. Как развивалось черная металлургия Казахстана?
2. Какие основные отделения входит в состав агломерационной фабрики.
3. Для чего применяется доменная печь?
4. Какие электросталеплавильные агрегаты существуют?
5. Какие профили прокатываются на прокатных станах?








