

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Объект автоматического управления при контактной сварке — технологический процесс, который характеризуется электрическими и тепловыми полями, а также пластическими деформациями в зоне сварки.
Управляющие и возмущающие воздействия, определяющие формирование сварного соединения, прилагаются к сварочной машине и непосредственно к зоне сварки. Основные параметры процесса точечной и шовной сварки: сварочный ток Iсв, время сварки tCB; для шовной сварки также время импульса tии время паузы tn между импульсами сварочного тока, усилие сжатия электродов при сварке FCB; размеры рабочей поверхности электродов и роликов; для шовной сварки режим характеризуется скоростью перемещения vCB свариваемых деталей.
Обеспечение необходимого уровня показателей качества сварных соединений и прежде всего их прочности требует задания и поддержания установленных значений большинства параметров сварочного режима с точностью не менее ±5 %. Такие параметры, как сварочное и коночное усилия сжатия электродов, допускают изменение в пределах 10... 15 % от номинальных значений без существенного ухудшения качества сварных соединений.
Сварочный ток Iсв — один из основных параметров, определяющих режим сварки и качество сварного шва.
Способ амплитудного задания и регулирования Iсв заключается в изменении его действующего значения при переключении ступеней сварочного трансформатора (рис. 3.2, а) или изменении напряжения зарядки Uзaр батареи конденсаторов при конденсаторной сварке (рис. 3.2, б). Наиболее распространен способ фазового регулирования действующего значения тока при изменении фазы включения вентильного (тиристорного) контактора (рис. 3.2, в).
|
|

Рис. 3.2. Задание величины сварочного тока Iсв:
а — амплитудное регулирование при переключении ступеней 1, 2 сварочного трансформатора; б — амплитудное регулирование при изменении напряжения зарядки батареи конденсаторов при конденсаторной сварке: 1 — Uзар1; 2 — Uзаp2; Uзар1>Uзap2; в — фазовое регулирование: α1>α2, 1 — i1; 2 — i2; i1>i2; α — угол открытия тиристоров; i — мгновенное значение тока.
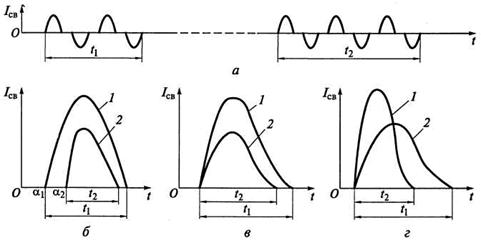
Время сварки tCB в сварочных машинах переменного тока задают при включении вентильного (тиристорного или игнитронного) контактора на требуемое время, кратное числу периодов питающей сети (рис. 3.3, а). При однополупериодной сварке продолжительность импульса /св можно регулировать изменением фазы напряжения, управляющего включением вентилей (рис. 3.3, б). При конденсаторной сварке длительность импульса тока зависит от емкости конденсаторов С (рис. 3.3, в) и коэффициента трансформации сварочного трансформатора k (рис. 3.3, г).
Рис. 3.3. Задание времени сварки:
 |
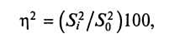
Усилие сжатия электродов при механическом приводе задают грузами или пружинами и системами рычагов, а при пневматическом и пневмогидравлическом приводах регулируют редукторами давления. Если сварочная машина имеет электромагнитный привод сжатия, то усилие сжатия электродов определяется током в обмотке электромагнита. Для автоматизации процесса наиболее удобен электромагнитный привод, применяемый только для машин малой мощности.Чаще всего применяют ступенчатое регулирование давления в пневматическом или пневмогидравлическом приводе, обеспечивая необходимый цикл предварительного сжатия FПС деталей t1 — t2 (рис. 3.4), сжатия усилием FCB в процессе прохождения сварочного тока t2—t3 и повышенного усилия сжатия FK0B во время ковки t3—t4. Такой цикл задают включением в моменты времени t1—14 электропневмоклапанов, обеспечивающих подачу воздуха в определенные камеры привода сжатия.
|
|
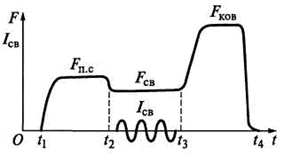 Рис. 3.4. Циклограмма работы сварочной машины:
Рис. 3.4. Циклограмма работы сварочной машины:
t1 - t2 - «Сжатие»; t2 - t3 — «Сварка»; t3 - t4 — «Ковка»; t4 - t5— «Пауза»; FП.С. — сила предварительного сжатия; FKОB — ковочное усилие; остальные обозначения см. на рис. 3.1, 3.2.
Размеры рабочей поверхности электродов (их диаметр при точечной сварке, радиус заточки и ширина рабочей поверхности роликов при шовной сварке), существенно влияющие на размеры сварного шва, задают перед сваркой.
Задание и стабилизация управляющих воздействий с требуемой точностью еще не гарантирует получение сварных соединений с необходимыми прочностными характеристиками, так как в результате влияния различных возмущений процесс сварки протекает в условиях, отличных от номинальных
На сварочную машину, включая тиристорный контактор и регулятор цикла сварки, действуют следующие возмущения: колебания напряжения питающей сети Uc; изменение сопротивления вторичной контура машины (активного RК и индуктивного Хк = ωL); изменение усилия сжатия электродов вследствие изменений давления в воздушной сети рс или сил трения в приводе сжатия; изменение геометрических размеров рабочей поверхности электродов (диаметра электрода dЭJl при точечной сварке и ширины ролика при шовной сварке), изменение скорости при шовной сварке. К возмущениям, воздействующим непосредственно на сварное соединение, относят изменения толщины или других размеров свариваемых деталейδД; сопротивления контакта деталь — деталь RД вследствие наличия различных оксидных пленок; шунтирование сварочного тока ранее сваренными точками (в зависимости от величины шага l ш между ними) или случайными контактами вследствие неровностей свариваемых листов η и т. п.
Кроме перечисленных возмущений, возможны и другие, которые в связи с незначительной величиной в меньшей степени влияют на процесс (например, изменение теплофизических свойств и химического состава металла, изменение режима охлаждения электродов и т.п.).
Возмущения, оказывая различное влияние на отдельные этапы процесса сварки, параметры режима и работу сварочной машины, приводят к нарушению условий образования сварного соединения и ухудшению его качества.
|
|
Количественная оценка степени влияния на качество сварки различных возмущений (и любых других параметров), которые поддаются измерению или расчету в процессе сварки, может быть дана на основе экспериментально-статистических данных с использованием метода дисперсионного анализа.
Для оценки степени связи переменных процесса с показателем качества (диаметром ядра dЯ) используют квадрат корреляционного отношения, %:
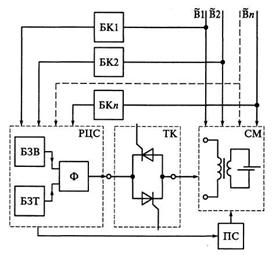 Для предупреждения вредного влияния возмущений на качество сварных соединений широко применяют методы и устройства автоматического регулирования. Основная задача регуляторов — стабилизация параметров режима сварки либо их изменение по программе, обеспечивающей протекание процесса в оптимальных условиях.
Для предупреждения вредного влияния возмущений на качество сварных соединений широко применяют методы и устройства автоматического регулирования. Основная задача регуляторов — стабилизация параметров режима сварки либо их изменение по программе, обеспечивающей протекание процесса в оптимальных условиях.
Создание САР точечной и шовной сварки связано с некоторыми трудностями, главная из которых — невозможность непосредственного измерения в процессе сварки основного показателя качества — диаметра ядра dЯ точки. Кроме того, трудности возникают из-за особенностей процесса сварки: кратковременности и прерывистого характера сварочного процесса; высоких энергетических параметров оборудования; сильных помех, создаваемых мощными электромагнитными полями сварочного контура.
Быстродействие — важнейшее требование к регуляторам процессов контактной сварки, поскольку в течение короткого промежутка времени (приблизительно 10-2 с) должны быть осуществлены операции измерения регулируемой величины, сравнения ее с заданным значением и выработки управляющего воздействия. Требуемое быстродействие и точность могут быть обеспечены только при использовании достижений современной электронной и микропроцессорной техники.
|
|
|

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!