Обработка бортов в верхней одежде.
Борта являются наиболее трудоемким узлом верхней одежды. Время их обработок составляет 20…25% общей продолжительности изготовления изделия. Обработку бортов можно разделить на три этапа:
1. Обработка подбортов
2. Обработка бортовой прокладки
3. Сборка бортов.
Обработка подбортов
Подборта различаются по форме и размерам в зависимости от вида изделия и модели.
 В целях экономии материала подборта допускается выкраивание с надставками согласно ОСТ. Надставки притачивают к подбортам швом шириной 7..10 мм. Швы разутюживают или расстрачивают.
В целях экономии материала подборта допускается выкраивание с надставками согласно ОСТ. Надставки притачивают к подбортам швом шириной 7..10 мм. Швы разутюживают или расстрачивают.
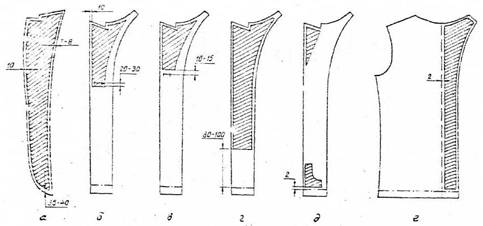
Для повышения формоустойчивости подборта могут быть дублированы прокладочной тканью с клеевым покрытием. Прокладку располагают, по всей поверхности, по отдельным участкам или в углах (рис.3.1).
В изделиях из пальтовых тканей и в изделиях, изготовляемых без подкладки, внутренние срезы подбортов окантовывают полоской подкладочной ткани или специальной тесьмой.
В моделях с внутренней застежкой на подборте обрабатывают петли.
Основные виды застежек в верхней одежде следующие: на прорезные (обметанные, обтaчные) петли, на навесные петли (из шнура, кожи), потайныe (внутренние) и застежки и застежки-молнии.
Дополнительной обработки подбортов требуют только внутренние застежки. Внутренние застежки могут быть нескольких видов.
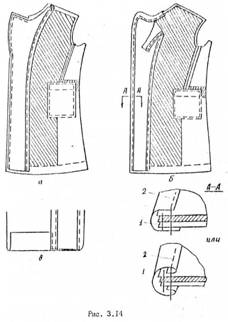
Петля с дополнительным прорезом, параллельным бортовому срезу. Такая петля, как правило, комбинируется со сквозными петлями и располагается в нижней части подборта. Назначение дополнительного прореза - обеспечить удобство пользования застежкой. Обработка петли показана на рис 2.14 б,в.
Дополнительный прорез длиной 60 мм размечают на подборте тремя линиями: одной – вдоль прореза (параллельно внешнему срезу подборта на расстоянии 40 мм от него) и двумя - поперек в концах прореза. Для обработки прореза используют обтачку, нить основы в которой проходит вдоль прореза.
Обтачку (деталь 1) перегибают изнанкой внутрь так, чтобы нижняя часть обтачки была шире верхней на 5-6 мм, и притачивают сгиб обтачки к подборту (деталь ll) строчкой 1. Строчкой 2 притачивают вторую часть обтачки и разрезают подборт и обтачку между строчками 1 и 2 так же, как при разрезании входа в карман. Обтачку вывертывают наизнанку, швы расправляют. На расстоянии 7-10 мм от прореза обметывают петлю (строчка 3), располагая ее на двух слоях ткани - подборте и верхней части обтачки. Нижнюю часть обтачки расправляют и стачивают срезы частей обтачки строчкой 4, закрепляя при этом концы дополнительного прореза. После соединения подборта с полочкой (обработки борта) обтачки прикрепляют к бортовой прокладке на спецмашине потайного стежка или клеевой паутинкой.
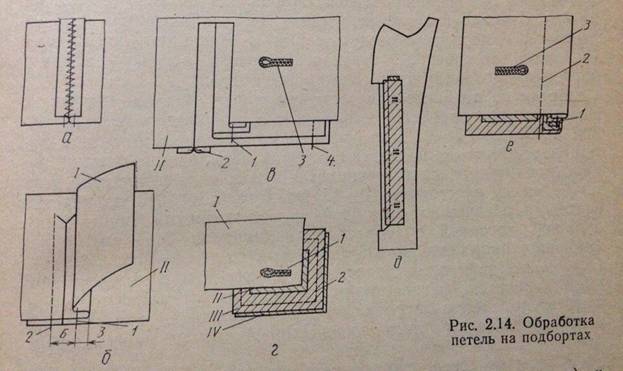
Петля без дополнительного прореза. Эта петля тоже, как правило, комбинируется с застежкoй на сквозные и располагается в нижней части подборта. Петлю обметывают на спецмашине, размещая ее поперек подборта (строчка 1 на рис.2.14 г). Для увеличения прочности петли с изнанки подборта (деталь 1) прокладывают отрезок прокладочной ткани (деталь размером 30х50 мм, выкроенный по долевой нити. Чтобы прокладка не была видна в прорез петли, под прокладку (изнанкой к прокладке) подкладывают отрезок подкладочной ткани (деталь 3) размером 60х70 мм. На трех слоях материала обмeтывают петлю. Второй такого же размера отрезок прокладочной ткани (деталь IV) складывают лицевой стороной с первым отрезком ткани и стачивают по четырем сторонам (строчка 2). Назначение этого отрезка - закрыть бортовую прокладку на уровне прореза петли.
Петли на подборте для застежки в шве обтачивания борта. Застежка располагается в швe соединения подборта с полочкой (рис. 2.14 д,е). Для увеличения прочности петель с изнанки подборта приметывают отрезок прокладочной ткани поперечного направления, располагая его срез от внешнего среза подборта на расстоянии 10-15 мм. Срез подборта на участке застежки обтачивают обтaчкой из подкладочной ткани с небольшой посадкой подборта швом шириной 3-4 мм, одноременно прокладывая кромку (строчка 1 на рис.2.14 е). Строчкой 2 закрепляют кант, выправленный при выметывании края подборта. На расстоянии 20-25 мм от края подборта обметывают петли (строчка 3) на спецмашине, устанавливая расстояние между ними по спецлинейке - шаблону, закрепленному на платформе машины.
Сборка бортов
Последовательность сборки бортов зависит от модели, конструкции, используемых материалов.
Основными операциями по сборке бортов является: формование полочек и соединения их с бортовой прокладкой; прокладывание кромки; соединение подбортов с полочками; отделка края борта.
Прокладывание кромок
Для закрепления формы, созданной вытачками и влажно-тепловой обработкой, а также для предохранения краев борта и низа изделия от растяжения во время носки прокладывают кромку. Кромку располагают в верхней части от уровня перегиба лацкана вдоль среза горловины, лацкана, борта и по низу изделия длиной 30 см от угла борта, а в изделиях из хлопчатобумажных тканей и детских изделиях не менее 15 - 20 см. В изделиях с застежкой до лацкана для обеспечения прилегания полочки к фигуре и предохранения перегиба лацкана от растяжения в процессе носки под лацканом параллельно перегибу прокладывают кромку. В изделиях с застежкой доверху кромку за перегибом лацкана не прокладывают.
Кромки могут быть клеевые и не клеевые. В качестве не клеевой применяется кромка льняная, полульняная или полоска из хлопчатобумажной ткани шириной 1 - 2 см. При прокладывании неклеевой кромки применяют различные способы ниточного крепления (рис. 35). При обтачивании бортов по кромке внутренний ее край закрепляют на спецмашине потайного стежка (рис. 35, а). При обтачивании бортов около кромки края ее могут быть закреплены на спецмашине потайного стежка (рис. 35, в) или ручными косыми подшивочными стежками длиной 0,3 - 0,7 см (рис. 35,б). Перед прокладыванием кромки ее необходимо продекатировать.
Кромку приметывают строчкой посередине ручными прямыми стежками длиной 1,5 - 2 см с закреплением посадки петлеобразными стежками иглой назад. На правой полочке кромку приметывают сверху вниз, а на левой - снизу вверх, перекрывая бортовую прокладку на 0,2 - 0,3 см. Кромку можно приметывать на спецмашине. При прокладывании кромки в изделиях с застежкой до лацкана край борта условно можно разбить на семь участков, а с застежкой доверху - на шесть (рис. 36, а, б).
На 1-м участке (по срезу горловины от перегиба лацкана до начала уступа) кромку прокладывают с натяжением для предохранения линии горловины от растяжения.
На 2-м участке (по срезу уступа лацкана с одной и другой стороны на равном расстоянии от угла лацкана) кромку располагают с одинаковым натяжением для сохранения формы лацкана, полученной во время подрезки с посадкой 0,1 см на 10 см длины.
На 3-м участке (по срезу лацкана) на кромку припосаживают ткань верха, причем к середине участка посадку увеличивают, а к концу сводят на нет. Величина посадки зависит от формы выпуклости груди, от формы лацкана и вида ткани. Определяют величину посадки, перегибая край борта по линии полузаноса.
На 4-м участке (от конца 3-го длиной 3 - 4 см над первой петлей по краю борта) кромку прокладывают без натяжения, чтобы обеспечить свободный перегиб лацкана.
На 5-м участке (между петлями) кромку приметывают с посадкой ткани верха между каждой парой петель.
На 6-м участке (по срезу борта) кромку прокладывают, посаживая полочку на 0,2 - 0,3 см.
На 7-м участке (по низу изделия на участке длиной 30 см) кромку прокладывают, посаживая полочку на 0,2 - 0,3 см. Все эти приемы необходимо усвоить учащимся. В дальнейшем при получении ими навыков в работе и после проведения правильной влажно-тепловой обработки полочек кромка может быть проложена с равномерным натяжением или с посадкой на участках, зависящих от конструкции.
Затем проверяют правильность приметывания кромки. Для этого полочку располагают на столе бортом к работающему (рис. 36, в). Край борта перегибают в сторону полочки по линии полузаноса. От нижнего конца линии перегиба лацкана до низа полочки срез борта должен быть параллелен линии полузаноса, а части среза низа на уровне его перегиба должны совпадать. Затем проверяют посадку на кромку в верхней части борта (область груди). Для этого под выпуклость груди полочки подводят ладонь левой руки, срез лацкана должен равномерно огибать выпуклость груди. По степени огибания и по расположению среза лацкана судят о правильном расположении кромки на соответствующих участках.
Кромку прокладывают, отступив от линии перегиба лацкана в сторону полочки на 0,5 - 1 см. Верхний конец кромки выпускают на 2 - 3 см за линию горловины и оставляют свободным до окончательной обработки горловины (см. рис. 36, а). Нижний конец кромки не должен доходить до первой петли на 3 - 4 см. Кромку приметывают с посадкой полочки на 0,4 - 0,5 см, увеличивая ее к центру и постепенно сводя на нет к концам участка. На левой полочке кромку за перегибом лацкана прокладывают по тем же правилам, но снизу вверх. Кромку за перегибом лацкана можно прокладывать без приметывания одной строчкой посередине на спецмашине потайного стежка.
Перед подшиванием кромки необходимо проверить борта по длине. Правую и левую полочки складывают бортовой прокладкой внутрь. Проверку производят на весу, придерживая полочки у концов линии полузаноса. Правая полочка должна быть длиннее левой на 0,5 - 0,7 см. Затем края кромки подшивают ручными подшивочными стежками, незаметными с лицевой стороны. Внутренний край кромки может быть подшит на спецмашине потайного стежка. В изделиях из толстых тканей кромку допускается подшивать с двух сторон на спецмашине потайного стежка. В изделиях из тонких тканей обтачивают борта по наружному краю кромки, а внутренний край подшивают на спецмашине потайного стежка.
После удаления нитки временного назначения кромку по борту приутюживают. Изделие располагают на столе срезом борта к работающему, бортовой прокладкой вверх. Вначале через влажный проутюжильник пропаривают срез борта, затем выправляют в распаренном состоянии лацканы, борта и низ изделия. Приутюживание выполняют до полного просушивания и закрепления требуемой формы.
Клеевую кромку прокладывают в соответствии с требованиями, относящимися к прокладыванию неклеевой кромки. При прокладывании кромки с односторонним клеевым покрытием ее располагают, совмещая середину со срезом бортовой прокладки. Целесообразнее выполнять соединение кромки с изделием на прессе, для чего предварительно кромку закрепляют с помощью утюга в течение 10 с на каждом участке, а затем пропаривают и прессуют. При отсутствии пресса кромку закрепляют с помощью утюга, вначале без увлажнения, а затем с пропариванием в течение 30 - 40 с (время, необходимое для прочного прикрепления кромки).
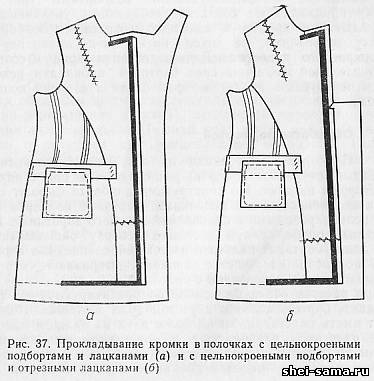
В изделиях с цельнокроеными подбортами (рис. 37) кромку прокладывают согласно требованиям, указанным при прокладывании кромки в изделиях с отрезными подбортами. Кромку закрепляют, не доходя на 0,1 см до линии перегиба цельнокроеного подборта. Для уплотнения края и создания дополнительной толщины срез бортовой прокладки рекомендуется перепускать за линию края борта в сторону подборта на 1 см.


Отделка края борта
Швы в углах лацканов и бортов обрезают, оставляя припуск 1,5..2,0 мм, в концах уступов делают надсечки.
При обработке краев бортов с отделочной строчкой углы вывертывают на лицевую сторону. Углы, края бортов и лацканов выправляют и выметывают, а низ изделия заметывают на специальной машине.
Лацканы выметывают со стороны полочек, борта - со стороны подбортов. При выметывании образуют кант: в лацканах (от уступа до мерной петли) - из подбортов шириной 1...1,5 мм, в бортах - из полочек шириной 1..2 мм. В изделиях из толстых тканей ширина канта равна 3 мм,
В изделиях с застежкой доверху борта и уступы выметывают со стороны подбортов, образуя кант из полочки.
Внутренние срезы подбортов приметывают к полочкам на специальной машине на расстоянии 25...35 мм от срезовподборта. Борта и низ приутюживают и прокладывают отделочную строчку.
При обработке краев борта без отделочной строчки "в чистый край" швы обтачивания бортов подрезают на участке лацканов со сторона полочек, на участке бортов со стороны подбортов, оставляя припуск 2...3 мм, и прикрепляют на стачивающей машине,машине потайного стежка, клеевой пленкой, клеевой нитью или паутинкой.
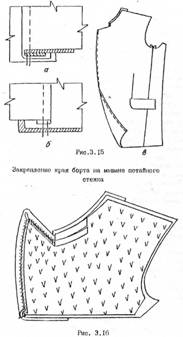
При прикреплении швов на стачивающей машине углы бортов и лацканов вывертывают на лицевую сторону. Строчку прокладывают с лицевой стороны изделия на расстоянии 1..2,5мм от швов обтачивания. В изделиях с лацканами строчку на участке лацканов прокладывают по полочкам (рис.3, 15.а), на участке бортов - по подбортам (рис.3. 15.б), предварительно сделав рассечки шва на уровне перегиба лацканов и внизу бортов. В изделиях с застежкой доверху строчку прокладывают по подбортам.
В изделиях с неклеевой бортовой прокладкой производят подшивание шва обтачивания борта к бортовой прокладке на машине потайного стежка (рис.3.16).
Клееную пленку прокладывают на специальной машине по полочке после разутюживания шва обтачивания борта.
Внешний край клеевой пленки располагают на расстоянии 1 мм от строчки обтачивания бортов, внизу на расстоянии 3 мм от линии подгиба низа. Ширина пленки 5 мм (рис.3.17).
При прикреплении швов обтачивания борта клеевой нитью ее прокладываю на стачивающей машине па припуск шва подборта со стороны, обращенной к бортовой проклейке, перед вывертыванием углов. Клеевую нить заправляют в шпульку челночного комплекта (рис.З,18а).
Клеевую паутинку в виде полоски шириной 12…15 мм притачивают при обтачивании бортов, прокладывая ее со стороны полочек или подбортов (рис.3.18.б).
Дальнейшая обработка состоит из вывертывании, выметывании приутюживании краев бортов.
Края борта без отделочной строчки можно обрабатывать вспушкой на специальной машине после его выметывания (рис.3.18.в).
В бортах с цельновыкроенным подбортом при сборке обтачиваются углы в уступах лацканов и внизу бортов. Закрепление края борта производиться аналогично обработке с отрезными подбортами.
Основными направлениями совершенствования обработки бортов является унификация методов обработки и совершенствование конструкции деталей одежды.
Унификация методов обработки будет способствовать максимальному применению специальных высокопроизводительных; машин, замене ручных операций машинными.
Особенности обработки борта с цельнокроеными подбортами. Цельнокроеные подборта рекомендуется делать в изделиях с центральной бортовой застежкой и с прямолинейной формы лацкана. Если лацкан имеет другую форму, в нижней части борта подборт выкраивают цельнокроеный, а по лацкану – отрезной.
Обработка бортов с цельнокроеными подбортами имеет ряд особенностей по сравнению с обработкой с отрезными подбортами. На полочках имеют линии сгиба бортов. Бортовую подкладку и кромку (если она предусмотрена) соединяют с полочками теми же способами, что и при обработке в изделиях с отрезными подботами. Затем обтачивают уступы борта, швы разутюживают, углы выравнивают и выметывают выпрямляя кант одновременно заметывая цельнокроеный подборт. Последующиеоперации выполняют так же, как при обработке изделий с отрезными подбортами. Край борта закрепляют отделочной строчкой или клеевой пленкой, паутинкой.
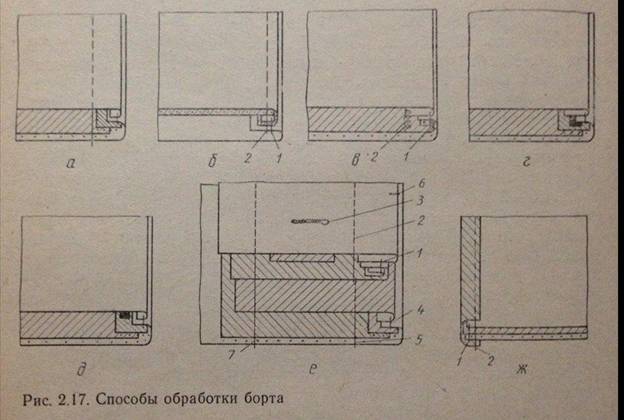
Особенности обработки бортов с внутренней застежкой в швах обтачивания борта. При выкраивании полочек на участке застежки целесообразно предусмотреть дополнительный припуск, равный 5-7 мм.
После соединения с полочкой бортовой прокладки и кромки срез полочки на участке застежки обтачивают полоской подкладочной ткани швом шириной 4-5 мм (строчка 4,рис.3.17,е).
Выправленный по краю борта кант шириной 8-10 мм закрепляют одним из разобранных ранее способов (на рис. 2.17,е показана отделочная строчка 5).
Срез борта выше и ниже участка застежки обрабатывают по общим правилам подбортом, срез которого на участке застежки обработан ранее – строчки 1,2,3. На участке застежки обработанный край подборта прикрепляют к полочке закрепками 6, располагая их между петлями.
Строчкой 7 закрепляют внутренние срезы обтачек полочки и подборта. Если эта строчка не предусмотрена в модели, срезы обтачек стачивают швом шириной 10 мм и прикрепляют этот шов к бортовой прокладке строчкой на машине потайного стежка или клеевой пленкой или паутинкой.
Особенности обработки борта окантовачным швом. Перед окантовыванием срезы подбортов притачивают к срезам подбортов притачивают к срезам полочек швом шириной 4-5мм на стачивающей машине с ножом (строчка 1, рис. 2.17, ж).Окантовывание срезов бортов выполняют специальной тканой лентой и полоской капроновой ткани на стачивающей машине с приспособлением - окантовывателем. Нижние углы бортов обтачивают по линии подгиба низа изделия с последующим вывертыванием угла и настрачиванием внутреннего среза подборта на припуск подгиба низа изделия.
В некоторых моделях одновременно окантовыванием бортов окантовывают срез горловины (при соответствующем способе соединения воротника с горловиной).
Обработка бортов изделия -очень трудоемкий процесс, включающий в себя много операций. Работы по совершенствованию обработки бортов ведутся в следующих направлениях:
совершенствование конструкции изделия, более широкое внедрение технологичной конструкции, обеспечивающей точный крой и наличие цeльнокроеных деталей, что значительно снижает трудоемкость обработки узла;
механизация процесса обработки бортов с отрезными подбортaми на базе использования при обтачивании бортов машины со специальным устройством для ступенчатой обрезки срезов шва обтачивания (при обработке борта «в чистый край»), а при выметывания края борта - спецмашины сприспособлением для выправления канта, а также полуавтомата (типа 360 кл. ПМЗ), совмещающего операции обтачивания борта, прокладывания кромки и обрезки срезов шва;
замена обтaчных швов при обработке бортов окантовочными швами с использованием элементов рулонного питания машин;
широкое использование клеевых материалов для закрепления краев и срезов при обработке бортов и низа изделия;
замена дублирования полочек прямым стабилизированием, при котором клеевые прокладки совсем или частично заменяются прямым нанесением химических паст непосредственно на изнаночную сторону основного материала деталей. Паста наносится на специальной установке в виде линий, определяющих направление стабилизации (на полочках - в направлении утка). Проникая в материал, паста образует с ним одну усиленную конструкцию.
Обработка бортов в верхней одежде.
Борта являются наиболее трудоемким узлом верхней одежды. Время их обработок составляет 20…25% общей продолжительности изготовления изделия. Обработку бортов можно разделить на три этапа:
1. Обработка подбортов
2. Обработка бортовой прокладки
3. Сборка бортов.
Обработка подбортов
Подборта различаются по форме и размерам в зависимости от вида изделия и модели.
В целях экономии материала подборта допускается выкраивание с надставками согласно ОСТ. Надставки притачивают к подбортам швом шириной 7..10 мм. Швы разутюживают или расстрачивают.
Для повышения формоустойчивости подборта могут быть дублированы прокладочной тканью с клеевым покрытием. Прокладку располагают, по всей поверхности, по отдельным участкам или в углах (рис.3.1).
В изделиях из пальтовых тканей и в изделиях, изготовляемых без подкладки, внутренние срезы подбортов окантовывают полоской подкладочной ткани или специальной тесьмой.
В моделях с внутренней застежкой на подборте обрабатывают петли.
Основные виды застежек в верхней одежде следующие: на прорезные (обметанные, обтaчные) петли, на навесные петли (из шнура, кожи), потайныe (внутренние) и застежки и застежки-молнии.
Дополнительной обработки подбортов требуют только внутренние застежки. Внутренние застежки могут быть нескольких видов.
Петля с дополнительным прорезом, параллельным бортовому срезу. Такая петля, как правило, комбинируется со сквозными петлями и располагается в нижней части подборта. Назначение дополнительного прореза - обеспечить удобство пользования застежкой. Обработка петли показана на рис 2.14 б,в.
Дополнительный прорез длиной 60 мм размечают на подборте тремя линиями: одной – вдоль прореза (параллельно внешнему срезу подборта на расстоянии 40 мм от него) и двумя - поперек в концах прореза. Для обработки прореза используют обтачку, нить основы в которой проходит вдоль прореза.
Обтачку (деталь 1) перегибают изнанкой внутрь так, чтобы нижняя часть обтачки была шире верхней на 5-6 мм, и притачивают сгиб обтачки к подборту (деталь ll) строчкой 1. Строчкой 2 притачивают вторую часть обтачки и разрезают подборт и обтачку между строчками 1 и 2 так же, как при разрезании входа в карман. Обтачку вывертывают наизнанку, швы расправляют. На расстоянии 7-10 мм от прореза обметывают петлю (строчка 3), располагая ее на двух слоях ткани - подборте и верхней части обтачки. Нижнюю часть обтачки расправляют и стачивают срезы частей обтачки строчкой 4, закрепляя при этом концы дополнительного прореза. После соединения подборта с полочкой (обработки борта) обтачки прикрепляют к бортовой прокладке на спецмашине потайного стежка или клеевой паутинкой.
Петля без дополнительного прореза. Эта петля тоже, как правило, комбинируется с застежкoй на сквозные и располагается в нижней части подборта. Петлю обметывают на спецмашине, размещая ее поперек подборта (строчка 1 на рис.2.14 г). Для увеличения прочности петли с изнанки подборта (деталь 1) прокладывают отрезок прокладочной ткани (деталь размером 30х50 мм, выкроенный по долевой нити. Чтобы прокладка не была видна в прорез петли, под прокладку (изнанкой к прокладке) подкладывают отрезок подкладочной ткани (деталь 3) размером 60х70 мм. На трех слоях материала обмeтывают петлю. Второй такого же размера отрезок прокладочной ткани (деталь IV) складывают лицевой стороной с первым отрезком ткани и стачивают по четырем сторонам (строчка 2). Назначение этого отрезка - закрыть бортовую прокладку на уровне прореза петли.
Петли на подборте для застежки в шве обтачивания борта. Застежка располагается в швe соединения подборта с полочкой (рис. 2.14 д,е). Для увеличения прочности петель с изнанки подборта приметывают отрезок прокладочной ткани поперечного направления, располагая его срез от внешнего среза подборта на расстоянии 10-15 мм. Срез подборта на участке застежки обтачивают обтaчкой из подкладочной ткани с небольшой посадкой подборта швом шириной 3-4 мм, одноременно прокладывая кромку (строчка 1 на рис.2.14 е). Строчкой 2 закрепляют кант, выправленный при выметывании края подборта. На расстоянии 20-25 мм от края подборта обметывают петли (строчка 3) на спецмашине, устанавливая расстояние между ними по спецлинейке - шаблону, закрепленному на платформе машины.





