Отрезные подборта соединяют с полочками по срезу борта обтачным швом с последующим закреплением (во избежание перемещения деталей) отделочной строчкой или внутренним вспушиванием. Нижний край борта может быть обработан с отлетным и с закрепленным подбортом. Подборта с полочками соединяют на спецмашине без предварительного наметывания или с наметыванием подбортов перед обтачиванием.
Наметывание подбортов. Подборта наметывают на столе, для чего полочку раскладывают лицевой стороной вверх срезом борта к работающему. Сверху на бортовую часть полочки лицевой стороной вниз накладывают подборт, выпуская срезы, относительно срезов полочки на участке лацкана на величину 1 - 1,5 см (при открытой застежке), на участке борта срезы уравнивают. Одновременно проверяют расположение подборта в области горловины. На левую полочку подборт наметывают сверху вниз, а на правую - снизу вверх.
В учебном процессе при наметывании срез подборта условно можно разделить на 5 участков в соответствии с различными требованиями к соединению (рис. 38, а).
Первую строчку наметывания прокладывают по биссектрисе угла лацкана прямыми стежками длиной 1,5 - 2 см, не доходя до угла на 2 - 3 см. Вторую строчку наметывания выполняют вдоль среза лацкана и среза борта косыми стежками длиной 2 - 2,5 см на расстоянии от среза борта на 1 - 1,5 см с таким расчетом, чтобы стежки не попали под строчку обтачивания борта.
На 1-м участке в уступе лацкана по одну и другую сторону от строчки наметывания за счет сдвига среза подборта внутрь образуют слабину ткани. Посадка подборта необходима для получения канта, огибания края и свободного размещения подборта на участке лацкана в готовом виде. На 2-м участке среза лацкана слабину подборта размещают с постепенным увеличением к центру и уменьшением к петле. Величина посадки получается в результате свободного огибания выпуклости на грудь внутренним срезом подборта при перемещении его вверх. На 3-м участке в области петель при обтачных петлях подборт посаживают для равномерного прилегания внутреннего среза подборта к полочке. На 4-м участке по срезу борта подборт размещают равномерно. На б-м участке в конце борта подборт слегка натягивают, для того чтобы край борта внизу не отгибался во время носки изделия.
При обработке борта из тканей в полоску и клетку подборта наметывают с подгонкой симметричного рисунка вдоль края борта. При этом подборта наметывают прямыми стежками длиной 1,5 - 2 см с закреплением посадки по участкам.
В изделиях с застежкой доверху посадку подборта на лацкане не выполняют. После наметывания сутюживают посадку подборта по срезу лацкана и борта для обеспечения ровной линии шва при обтачивании борта. Сутюживание производят краем утюга на расстоянии 1,5 - 2 см от среза, а не по всей ширине подборта. Утюг при этом не ведут, а переставляют, чтобы не передвинуть полученную посадку и не заутюжить складки.
Так же наметывание производят на выметочной машине по всей длине борта или от линии перегиба до нижнего края борта. В изделиях из тканей с рисунком верхнюю часть подборта наметывают ручными стежками. Подборта укладывают на лицевую сторону бортовых краев полочек лицевой стороной внутрь, перекрывая бортовые срезы полочек на 1,2 - 1,5 см, плечевые срезы - на 0,8 - 1,0 см и наметывают на полочки на специальной выметочной машине.
Обтачивание бортов. Шов соединения подборта с полочкой должен быть выполнен с особой точностью, так как от этого зависит окончательная форма лацкана и борта. Для этого перед обтачиванием по подсобным лекалам обмеляют со стороны бортовой прокладки углы лацканов и низа. При обтачивании угла лацкана в изделиях с застежкой до лацкана строчка проходит по намеченной линии, затем рядом с кромкой и, начиная от первой петли до низа полочки, на расстоянии 0,2 см от кромки. В изделиях с застежкой доверху строчка обтачивания проходит на расстоянии 0,2 см от внешнего края кромки (рис. 38, б). Начало и конец строчки закрепляют. Правую полочку обтачивают снизу вверх, левую - сверху вниз. При обтачивании необходимо следить за ровнотой строчки, равномерным натяжением нити и частотой стежков.
В изделиях из тонких тканей обтачивание борта выполняют по краю кромки, отступая на 0,1 см от ее внешнего края. В массовом производстве для обтачивания борта применяют спецмашину 206 кл ПМЗ. Обтачивание производят без предварительного наметывания подбортов и с одновременной подрезкой шва обтачивания.
В изделиях из толстых тканей с притачанной по низу подкладкой при обтачивании бортов и нижних углов полочек одновременно притачивают подборта к низу полочек и к припуску на подгиб изделия, не доводя строчку (по надсечкам) до срезов низа на 15... 20 мм. Ширина шва 5 мм. Строчка должна проходить на 1...1.5 мм ниже линии подгиба низа, а в концах надсечек - на расстоянии 1 мм от срезов (рис.3.13.а,б).
В пиджаках, жакетах, куртках нижние углы бортов обтачивают, заканчивая строчку на расстоянии 20...30 мм от внутреннего среза подбортов. Окончательно углы обрабатывают при соединении изделия с подкладкой (рис.3.13,в).
В изделиях с отлетной по низу подкладкой подборт выкраивают по длине с учетом припуска на подгиб низа изделия. Борта и низ обтачивают обычным способом (рис.3.13.г, строчка 1). Зятем припуск на подгиб низа подборта перегибают по линии сгиба лицевой стороной внутрь, стачивают до рассечки на внутренней стороне подборта швом шириной 10 мм (рис.3.13.д, строчка2). Углы подсекают и вывертывают на лицевую сторону (рис.3.13.е.ж).
В женских и детских изделиях борта обтачивают до нижнего среза полочек. После разутюживания швов обтачивания бортов низ изделия и подборта подгибают по намеченной линии, заутюживают и подшивают на специальной машине, заканчивая строчку посередине ширины подбортов (рис.3,13.з.и).

Наиболее объективным методом является соединение подбортов с полочкой на полуавтомате 360 кл. ПМЗ. Такой метод применяется при обработке моделей с отделочной строчкой по краю борта.
На полуавтомате производят обтачивание бортов и лацканов подбортами с одновременным выполнением посадки, прокладыванием клеевой кромки и обрезанием шва.
В этом случае изменяется последовательность сборки деталей. Полочки соединяют с бортовой прокладкой после операции обтачивания полочки подбортом. Соединение производят на специальном прессе с зажимами. Бортовую прокладку укладывают на полочке так, чтобы ее срезы располагались под кромкой. При прессовании происходит одновременно подгибании и фиксирование припуска на подгиб низа изделии с помощью специального загибочного устройства. Затем по линиям горловины, срезам пройм и борта полочки с бортовой прокладкой соединяют на стачивающей машине на расстоянии 5 мм от срезов.
Край бортов приутюживают на специальном прессе с шаблонами, образуя кант на участке лацканов и сторону полочек, на участке бортов - в сторону подбортов.
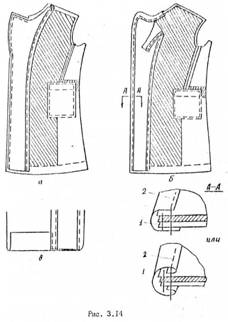
При изготовлении изделии из пальтовых тканей соединение подбортов с полочками можно производить одновременно с окантовыванием срезов. Подборта складывают с полочками изнанкой внутрь, уравнивая срезы, и стачивают на машине с ножом на расстоянии 4...5 мм от срезов. Стачивание производят по полочке, углы лацканов намечают по вспомогательному лекалу (рис.3.14а). Затем борта окантовывают специальной тесьмой или полоской ткани с помощью окантовывателя (рис.3.146).
Для обработки нижних углов подборта отгибают, складывая их лицевой стороной с полочками, и обтачивают борта по линии подгиба низа на стачивающей машине с ножом, доводя строчку до внутренних краев подбортов и отключая нож на расстоянии 15...20 мм от них. Углы внизу бортов вывертывают на лицевую сторону, подборта настрачивают на припуск подгиба низа,прокладывая строчку по окантовке (рис.3.14.в).
Отделка края борта
Швы в углах лацканов и бортов обрезают, оставляя припуск 1,5..2,0 мм, в концах уступов делают надсечки.
При обработке краев бортов с отделочной строчкой углы вывертывают на лицевую сторону. Углы, края бортов и лацканов выправляют и выметывают, а низ изделия заметывают на специальной машине.
Лацканы выметывают со стороны полочек, борта - со стороны подбортов. При выметывании образуют кант: в лацканах (от уступа до мерной петли) - из подбортов шириной 1...1,5 мм, в бортах - из полочек шириной 1..2 мм. В изделиях из толстых тканей ширина канта равна 3 мм,
В изделиях с застежкой доверху борта и уступы выметывают со стороны подбортов, образуя кант из полочки.
Внутренние срезы подбортов приметывают к полочкам на специальной машине на расстоянии 25...35 мм от срезовподборта. Борта и низ приутюживают и прокладывают отделочную строчку.
При обработке краев борта без отделочной строчки "в чистый край" швы обтачивания бортов подрезают на участке лацканов со сторона полочек, на участке бортов со стороны подбортов, оставляя припуск 2...3 мм, и прикрепляют на стачивающей машине,машине потайного стежка, клеевой пленкой, клеевой нитью или паутинкой.
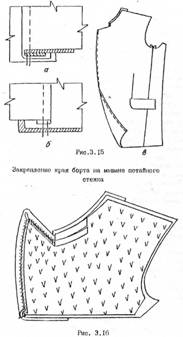
При прикреплении швов на стачивающей машине углы бортов и лацканов вывертывают на лицевую сторону. Строчку прокладывают с лицевой стороны изделия на расстоянии 1..2,5мм от швов обтачивания. В изделиях с лацканами строчку на участке лацканов прокладывают по полочкам (рис.3, 15.а), на участке бортов - по подбортам (рис.3. 15.б), предварительно сделав рассечки шва на уровне перегиба лацканов и внизу бортов. В изделиях с застежкой доверху строчку прокладывают по подбортам.
В изделиях с неклеевой бортовой прокладкой производят подшивание шва обтачивания борта к бортовой прокладке на машине потайного стежка (рис.3.16).
Клееную пленку прокладывают на специальной машине по полочке после разутюживания шва обтачивания борта.
Внешний край клеевой пленки располагают на расстоянии 1 мм от строчки обтачивания бортов, внизу на расстоянии 3 мм от линии подгиба низа. Ширина пленки 5 мм (рис.3.17).
При прикреплении швов обтачивания борта клеевой нитью ее прокладываю на стачивающей машине па припуск шва подборта со стороны, обращенной к бортовой проклейке, перед вывертыванием углов. Клеевую нить заправляют в шпульку челночного комплекта (рис.З,18а).
Клеевую паутинку в виде полоски шириной 12…15 мм притачивают при обтачивании бортов, прокладывая ее со стороны полочек или подбортов (рис.3.18.б).
Дальнейшая обработка состоит из вывертывании, выметывании приутюживании краев бортов.
Края борта без отделочной строчки можно обрабатывать вспушкой на специальной машине после его выметывания (рис.3.18.в).
В бортах с цельновыкроенным подбортом при сборке обтачиваются углы в уступах лацканов и внизу бортов. Закрепление края борта производиться аналогично обработке с отрезными подбортами.
Основными направлениями совершенствования обработки бортов является унификация методов обработки и совершенствование конструкции деталей одежды.
Унификация методов обработки будет способствовать максимальному применению специальных высокопроизводительных; машин, замене ручных операций машинными.
Особенности обработки борта с цельнокроеными подбортами. Цельнокроеные подборта рекомендуется делать в изделиях с центральной бортовой застежкой и с прямолинейной формы лацкана. Если лацкан имеет другую форму, в нижней части борта подборт выкраивают цельнокроеный, а по лацкану – отрезной.
Обработка бортов с цельнокроеными подбортами имеет ряд особенностей по сравнению с обработкой с отрезными подбортами. На полочках имеют линии сгиба бортов. Бортовую подкладку и кромку (если она предусмотрена) соединяют с полочками теми же способами, что и при обработке в изделиях с отрезными подботами. Затем обтачивают уступы борта, швы разутюживают, углы выравнивают и выметывают выпрямляя кант одновременно заметывая цельнокроеный подборт. Последующиеоперации выполняют так же, как при обработке изделий с отрезными подбортами. Край борта закрепляют отделочной строчкой или клеевой пленкой, паутинкой.
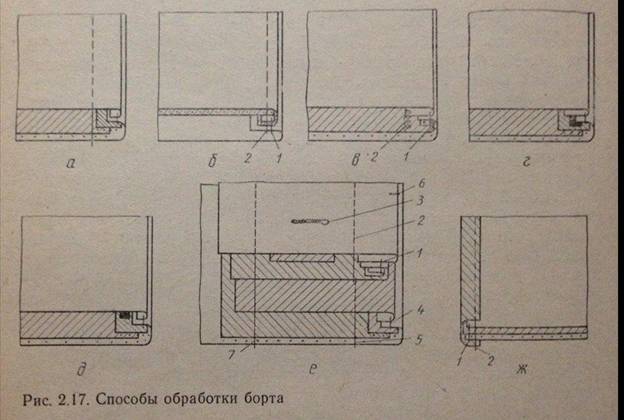
Особенности обработки бортов с внутренней застежкой в швах обтачивания борта. При выкраивании полочек на участке застежки целесообразно предусмотреть дополнительный припуск, равный 5-7 мм.
После соединения с полочкой бортовой прокладки и кромки срез полочки на участке застежки обтачивают полоской подкладочной ткани швом шириной 4-5 мм (строчка 4,рис.3.17,е).
Выправленный по краю борта кант шириной 8-10 мм закрепляют одним из разобранных ранее способов (на рис. 2.17,е показана отделочная строчка 5).
Срез борта выше и ниже участка застежки обрабатывают по общим правилам подбортом, срез которого на участке застежки обработан ранее – строчки 1,2,3. На участке застежки обработанный край подборта прикрепляют к полочке закрепками 6, располагая их между петлями.
Строчкой 7 закрепляют внутренние срезы обтачек полочки и подборта. Если эта строчка не предусмотрена в модели, срезы обтачек стачивают швом шириной 10 мм и прикрепляют этот шов к бортовой прокладке строчкой на машине потайного стежка или клеевой пленкой или паутинкой.
Особенности обработки борта окантовачным швом. Перед окантовыванием срезы подбортов притачивают к срезам подбортов притачивают к срезам полочек швом шириной 4-5мм на стачивающей машине с ножом (строчка 1, рис. 2.17, ж).Окантовывание срезов бортов выполняют специальной тканой лентой и полоской капроновой ткани на стачивающей машине с приспособлением - окантовывателем. Нижние углы бортов обтачивают по линии подгиба низа изделия с последующим вывертыванием угла и настрачиванием внутреннего среза подборта на припуск подгиба низа изделия.
В некоторых моделях одновременно окантовыванием бортов окантовывают срез горловины (при соответствующем способе соединения воротника с горловиной).
Обработка бортов изделия -очень трудоемкий процесс, включающий в себя много операций. Работы по совершенствованию обработки бортов ведутся в следующих направлениях:
совершенствование конструкции изделия, более широкое внедрение технологичной конструкции, обеспечивающей точный крой и наличие цeльнокроеных деталей, что значительно снижает трудоемкость обработки узла;
механизация процесса обработки бортов с отрезными подбортaми на базе использования при обтачивании бортов машины со специальным устройством для ступенчатой обрезки срезов шва обтачивания (при обработке борта «в чистый край»), а при выметывания края борта - спецмашины сприспособлением для выправления канта, а также полуавтомата (типа 360 кл. ПМЗ), совмещающего операции обтачивания борта, прокладывания кромки и обрезки срезов шва;
замена обтaчных швов при обработке бортов окантовочными швами с использованием элементов рулонного питания машин;
широкое использование клеевых материалов для закрепления краев и срезов при обработке бортов и низа изделия;
замена дублирования полочек прямым стабилизированием, при котором клеевые прокладки совсем или частично заменяются прямым нанесением химических паст непосредственно на изнаночную сторону основного материала деталей. Паста наносится на специальной установке в виде линий, определяющих направление стабилизации (на полочках - в направлении утка). Проникая в материал, паста образует с ним одну усиленную конструкцию.