ТехнологическийпроцессТОиегоорганизацияопределяются количествомпостовимест,необходимыхдлявыполненияпроиз- водственнойпрограммы,технологическимиособенностямикаж-
договида воздействия, возможностью распределения общегообъ- емаработпопостам ссоответствующей ихспециализацией име- ханизацией.
Взависимости отчислапостов,междукоторыми распределяет-
ся комплекс работ данного вида обслуживания, различают два
методаорганизации работ:науниверсальных инаспециализиро- ванныхпостах.
МетодТОавтомобилейнауниверсальныхпостахзаключается в
выполнении всех работ вида ТО (кроме УМР) на одном посту группой исполнителей,состоящей израбочих всехспециальнос- тей(слесарей, смазчиков, электриков) илирабочих-универсалов, гдеисполнители выполняют своючастьработвопределенной тех- нологической последовательности.Приданном методеорганиза- ции технологического процесса посты могут быть тупиковые и проездные.
ТупиковыепостывбольшинствеслучаевиспользуютсяприТО-1 иТО-2.Проездные - преимущественно приЕО. ·
Недостатками метода(при тупиковом расположении постов) являются следующие: значительная потеря времени наустановку автомобилей напостыисъездсних;загрязнение воздухаотрабо- танными газами приманеврировании автомобиля впроцессе за- езданапостыисъездасних;необходимость неоднократного дуб- лирования одинакового оборудования.
СутьюметодаТО автомобилей наспециализированных постах являетсяраспределение объемаработданноговидаТОпонесколь- кимпостам. Посты,рабочие иоборудование нанихспециализи- руютсясучетомоднородности работилирациональной ихсовме- стимости.
Метод специализированных постов может быть поточным и операционно-постовым.
Поточный метод основан на применении поточнойлинии-
такойсовокупности постов,прикоторой специализированные по- стырасполагаются последовательно поодной линии. Необходи- мымусловием приэтомявляется одинаковая продолжительность
пребывания автомобиля накаждомпосту(синхронизация работы
постов),котораяобеспечивается при различныхобъемахвыпол- няемых работпопостам соответствующим количеством рабочих присоблюдении условия
t = t0/Р =const, (33.1)
| где t продолжительность простоя автомобиля
| на посту
| (такт
|
| поста); t0 объемработпоТО,выполняемых нап
| осту; Р-
| чис-
|
| лорабочих напосту.
|
|
|
При поточном методе специализированные посты могутбыть
расположены прямоточно, какэтоорганизуетсяприЕО(рис.33.1), ипоперечно поотношению кнаправлению движения потока.

|
+ Г,i] <=И]+
~~ш
О-5"ф----~~-.........................--__.._.....__.
|
36ООО
Е9-потребительводы ~-рабочееместо #-потребительэлектроэнергии
@-потребительсжатоговоздуха
Рис.33.l.Планировка постауборкиимойкиавтомобиля:
1- контейнердлямусора; 2- электротепьфер; З- установкасозданиявоздуш- нойзавесы; 4 пультуправления} 5 огнетушительуглекислотный; 6 ящик дляпеска;7- ларьдляобтирочногоматериала; 8 воротамеханизированные;
9 барабанссамонамывающимсяшлангомипистолетомдляводы; 10 автома- тическаяустановка; 11- воздухораэпаточнаяколонка; 12- знакибезопаснос- ти; 13- щитдляинвентаря; 14- пылесос; 15- конвейер
Достоинствамиметодаявляютсясокращениепотерьвременина перемещениеавтомобиля(рабочих) иэкономноеиспользование производственныхплощадей.Недостаткомявляетсяневозможность измененияобъемаработ(всторонуувеличения)накаком-либоиз постов,еслинепредусмотретьдляэтойцелирезервных(скользя- щих)рабочих,включающихся ввыполнениедополнительновоз- никшихработ,чтобыобеспечитьсоблюдениетакталинии.Часто этифункциискользящихрабочихвозлагаютсянабригадиров.
ПриорганизацииТОнапоточныхлинияхразличаютпотоки
непрерывного и периодического действия.Потокомнепрерывного
действия (применяется толькодля работЕО)называюттакую
организациютехнологическогопроцесса,прикоторойТО про- изводитсянанепрерывно перемещающихся порабочимзонам
автомобилях.Скоростьконвейераприэтомвыбираютвпределах
0,8... 1,5м/мин.Расстояниемеждуперемещаемымидругзадругом автомобилями А (2...4мвзависимостиотскоростиконвейера) выбираетсясучетом того,чтооноявляетсячастьюдлинырабо- чейзоныLр.з= La + А, где Е,- длинаавтомобиля.
Потокомпериодическогодействияназываюторганизациютех-
нологическогопроцесса,прикоторомавтомобилипериодически
перемещаютсясодногорабочегопостанадругой(скоростькон- вейера- до15м/мин, А = 1 м).
При операционно-постовом методе обслуживанияобъемработ данноговидаТОраспределяетсятакжемеждунесколькимиспеци-
ализированными, нопараллельнорасположеннымипостами,за
каждымизкоторыхзакрепленаопределеннаягруппаработ или операций. Приэтомработыилиоперации комплектуются повиду обслуживаемыхагрегатов исистем(например:механизмыпередней подвески ипереднего моста; задний мост итормозная система; коробкапередач,сцеплениеикарданная передача).Обслуживание автомобилей вэтомслучаевыполняют натупиковыхпостах.
Преимуществами данного методаявляются: возможность спе- циализации оборудования; повышениеуровня механизации; по-
вышение качестваработипроизводительности труда;болееопе- ративнаяорганизация технологического процесса(независимость постановки автомобилей напост). Недостатком методаявляется
то,чтонеобходимость перестановки автомобилей спостанапост
требует маневрирования автомобиля,что вызывает увеличение
непроизводительных потерьвремени, а такжезагазованность по- мещений отработавшими газами.
При данном методе целесообразно ТО организовывать вне- сколько приемов (заездов), распределив все работы ТО на не-
сколько дней.
ОрганизацияТО-1иТО-2науниверсальныхпостах. При не-
большомсписочном составепаркаАТО,аследовательно, неболь-
шойпрограмме ТОнеудаетсяиспользовать поточный методоб- служивания.ВэтомслучаеТОпроводятнауниверсальных постах, обеспечивающихполное выполнениеперечняобязательныхопе- раций ТО-1 (илиТО-2) накаждом изних.
Прииспользовании дляТОуниверсальных постовприменяет- сячастичная илиполная специализация исполнителей - пови- дамработилипогруппам агрегатов.
Посты используются тупикового ипроездного типов. Проезд- ные посты,позволяющие сохранитьманеврирование подвижного состава, наиболее предпочтительны дляобслуживания автопоез- довиавтобусовсочлененного типа.
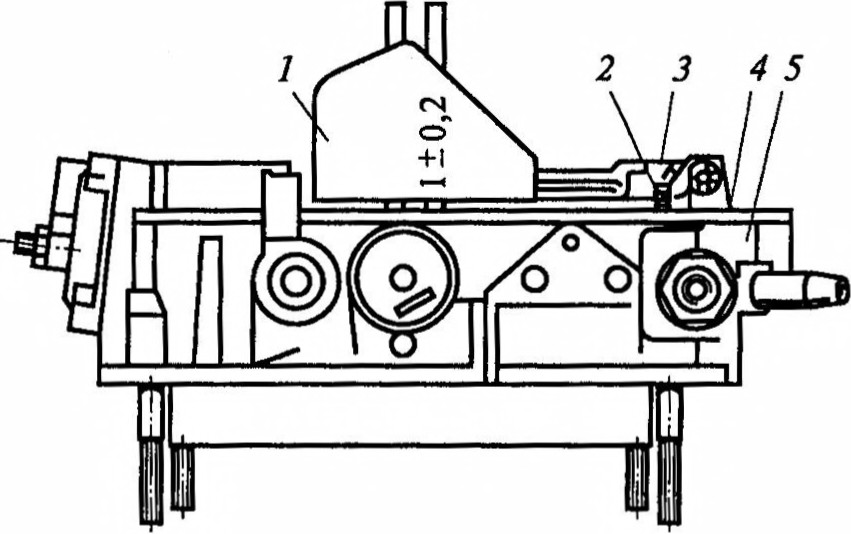
При программе обслуживания до восьми автобусов всутки НИИАТ рекомендует выполнять ТО-1науниверсальном тупико- вомпосту(рис.33.2).
На такихпостахвыполняются контрольные, регулировочные и крепежные работыпоагрегатамимеханизмам автомобиля, атак- жеработыэлектротехнические, посистемепитанияи шинам.При этом выполнение смазочных, заправочных иочистительных ра- ботпредусматривается наотдельном постусмазки.
ОрганизацияТО-1на потоке. Косновным условиям, прикото- рыхдостижима эффективность поточного метода,относятся:
• достаточная для полной загрузки поточной линии суточная илисменная программа обслуживания;
• строгоевыполнение всегокомплекса операций определенно- годляданного видаобслуживания автомобиля иусловий егора-
боты;
1
15 1413 14500 11 10
Рис.33.2.Технологическая планировка универсального постадляТО-1 автобусов:
1 - тележкадлясборафильтрующихэлементов; 2- стол-ваннадляпромывки фильтров; 3 стол-ваннадлячистогомасланаподставке; 4 ларьдлячистых обтирочныхматериалов; 5 наконечниксманометромдлявоздухораздаточноrо шланга; 6- стационарная компрессорная установка;7- направляющиедля колесавтобуса; 8 подъемникскреплениемнастенкеканавы; 9 подставка для работывосмотровой канаве; 10 переносной ящик для инструмента и крепежныхдеталей; 11 - маслораздаточный бак; 12 - электромеханический солидолонагнетатель; 13 маслораздаточнаяколонка; 14 стеллаж-вертушка длякрепежныхдеталей; 15 слесарныйверстак
• четкоераспределениеперечняоперацийпоотдельнымис-
.•полнителям;
• правильныйрасчеттакталинииистрогоееговыполнение;
• максимальнаямеханизацияиавтоматизацияработ,включая
. передвижениеавтомобиляспостанапост;
• максимальновозможнаяспециализацияотдельныхпостовпо
· видувыполняемыхработприбольшойпрограммеобслуживания
· исовмещениеработразличноговиданаодномпоступриотноси-
.. тельнонебольшойпрограмме;
• хорошоналаженноеснабжениепоточнойлиниивсеминеоб- ходимыми деталями,материаламииинструментом,хранящимся вблизиотрабочихпостовилинепосредственнонапостах;
• возможностьпереходов рабочихспостанапостиналичие такназываемых«скользящих»рабочихдляпродолжениянезакон- ченнойоперацииилиоказанияпомощивработесоседнимпо- стам(особенноприразномарочномсоставе автомобилей),а так- же наличиепринеобходимостидополнительногопостадлязавер-
шенияработ,покаким-либо причинамневыполненныхнаса- мойлинии.
Типажпоточныхлинийвключаетдватипалиний:надваитри
рабочихпоста(рис.33.3).Дпятрехпостовойпоточнойлинииспро-
изводительностью17...20автомобилейвсменуприсемирабочих
напостахраспределениевидовработпопостамможетиметьсле-
дующийвид.
Первый постпредназначен длявыполнения контрольно-диаг- ностических, крепежных и регулировочных работ, связанных с вывешиванием колес автомобиля (попереднему изаднему мос- там, тормозной системе, рулевому управлению иподвеске авто- мобиля).На втором посту выполняются контрольно-диагности- ческие, крепежные и регулировочные работы,не связанные с вывешиванием колесавтомобиля (поэлектрооборудованию,сис- теме питания, КПП, сцеплению идр.).Натретьем поступроиз- водятся работы подвигателю, смазочные,заправочные иочисти- тельные операции повсемуавтомобилю.
Налинии может бытьпредусмотрен нерабочий пост, который чащевсегоиспользуетсядлястоянки автомобиля,ожидающегоТО.
ОрганизацияТО-2 на потоке.ТО-2напотокеимеетследующие основные особенности:
1) распределение всегокомплекса операций ТО-2 поместуих
выполнения (специализированным постам) исходяизтехнологи- ческой разнородности различных групп операций, технологиче- скойпоследовательности ихвыполнения, специфичности приме- няемого оборудования, санитарных идругихусловий;
2) включение в ТО-2 операций ТР малой трудоемкости,не нарушающих ритмичности выполнения собственно обслуживания (поразработанному примерному перечню таких операций);
3) вариантность технологических схем,предусматривающая возможность ихиспользования различными помасштабуАТО, с выполнением обслуживания какнапостахтупикового типа,таки напоточной линии (нанаиболее крупных предприятиях);
4)возможность унификации поточныхлинийТО-2в целяхпро- ведения работнанихвразличные смены (наоднихи техжепро- изводственных площадях).
Взависимости отмасштабаАТОипроизводственной програм- мымогутприменяться различные организационные схемыобслу- живания ТО-2 на потоке сделением поступивших автомобилей начетыре группы.
Попервой изэтих схемпосле выполнения контрольно-диаг- ностических операций напостудиагностики (рис. 33.4) автомо- били 1-йгруппы следуютвзонуТО-2 напостытупикового типа, где выполняются операции 2-й и 3-й групп. Смазочно-очисти- тельные операции 4-йгруппывыполняются напостусмазкизоны ТО-1илинасоответствующем поступоточной линии ТО-1.
Повторой итретьей схемамвсеоперации, кромеконтрольно- диагностических, выполняются на четырех-илипятипостовой поточной линии ТО-2.
Рекомендациями по выбору схемы организации устанавлива- ются, чтопри программе, равной 2-3 обслуживаниям грузовых автомобилей всмену, принимается первая схемаспостами тупи- кового типа. При программе на4-5обслуживаний применима
Пост подпора Пост№ l Пост No 2 Пост№З Постконтроля
|
19
~c:::J 125 9
26!!!!!1ши.
~
[lQ]
|
1 1 lf41
 42ООО
42ООО
Рис.33.3.Технологическая планировка поточнойлинииТО-1натрех
постах:
1 направляющийролик; 2 конторский стол; 3 слесарныйверстак; 4 регулируемыеподставкиподноги; 5 стеллаж-вертушкадлякрепежныхдета- лей; 6 переходныймостик;7- передвижнойпостэлектрика; 8 тележкадля транспортировки аккумуляторныхбатарей; 9 ящик дляинструментаикре- пежныхдеталей; 10 гидравлическийпередвижнойподъемник; 11 гайковерт длягаекколес; 12 стол-ваннадляпромывкифильтров; 13 воздухораздаточ- наяавтоматическаяколонка; 14- маслораздаточнаяколонка; 15- передвижной постсмазчика-заправщика; 16- маслораздаточныйбак; 17- ларьдляобтироч- ныхматериалов; 18- установкадляотсосаотработавших газов; 19- механизм приводаворот; 20 ларидляотходов; 21 воронкадлясливаотработавших масел; 22 установкадлязаправки трансмиссионныммаслом; 23 передвиж- нойнагревательсмазки; 24 передвижнойпостслесаря-авторемонтника; 25 гайковертдлягаекстремянокрессор; 26 установкадлятепловойзавесыворот
втораясхема- счетырехпостовойпоточнойлинией.Припро- граммена6- 7обслуживаний- пятипостоваяпоточнаялиния.
При проведенииТО-2допускаетсявыполнениесопутствую- щихремонтныхопераций,имеющихотносительномалуютрудо- емкость(до20чел.-мин),приобщемихобъеменеболее20%от нормативногообъемаработ ТО-2.Ктакимоперациямотносятся заменарулевыхтяг,топливногонасоса,тормозныхколодок,кар- данноговалаит.п.
Дляобеспеченияритмичностивработепоточнойлиниипре-
дусматриваетсявыделениенескольких«скользящих»слесарей-ре-
монтников.
РаспространениюпоточныхлинийТО-2 препятствуетзначи-
тельнаясложностьорганизацииихработ.Наиболеетрудносохра-
нитьзаданнуюрасчетомритмичностьвработепоточнойлинии,

'
, -
,,--
|
/' --
1 r----\
... -'
-- -,
1;-----<.--
15 ООО
|
,..''
Рис.33.4.Планировка участкадиагностирования Д-2:
1 - вывод отработавших газов; 2- раковина для мытья рук; 3- шкаф для одежды; 4- пультуправления стендом; 5- стол; 6- стул; 7- подвод воздуха;
8 прибор для проверки системы зажигания; 9 верстак с параллельными тисками; ТО переносная лестница; 11- площадочный винтовой подъемник;
12- вентилятор для охлаждения; 13 - второе положение автомобиля; 14 - шкаф для переносного оборудования; /5 передвижной подъемник; /6 пер- воеположение автомобиля; 17- осмотровая канава; 18...:_ стенд длядиагности- китягово-экономических показателей; 19 раздвижные ворота
таккаквыполнять ТО-2 безопераций ремонта неудается(объем работ ремонта приТО-2 достигает 50·%иболееоттрудоемкости самого обслуживания).
Такимобразом,основными показателями ДЛЯприменения ТО-2 напотокедолжныстать:улучшеннаяорганизация снабжения;боль-
шаяравнопрочность идолговечностьузловиагрегатов автомобиля (чтопозволитуменьшитьобъемремонтныхработистабилизировать переченьоперацийприТО-2);применение углубленнойдиагности- киавтомобилейпередпостановкой их наТО-2 сцельюуточнения состава требуемыхопераций ремонта; оснащение большегочисла АТОзданиями, позволяющими оборудоватьпоточныелинии в со- ответствиисрациональной технологиейобслуживания.
Операционно-постовой методТО-2. Основными идеямиметода являются: выполнение всегообъема ТО-2 исопутствующего ре-
монта (ТРсоп) только вмежсменное время, внесколько приемов- заездов, осуществляемых втечение ряда следующихдругзадру- гомдней; распределение испециализация рабочихпоопределен- ным группам обслуживаемых иремонтируемых агрегатов исис- темавтомобиля.
Практически весьобъемТО-2поданному методураспределя- етсянашестьгруппопераций (епостов»), каждая изкоторых вы-
полняется рабочимиопределенного поста.Числоприемов-заездов наобслуживание ограничивается четырьмя илидвумя, вкаждый изкоторых работы наавтомобиле выполнялись сразунескольки- ми<<ПОСТаМИ>>.
Подсловом<<ПОСТ>>приоперационно-постовомметодепони-
мается не автомобилеместо, агруппаопераций, выполняемая
рабочимиопределеннойспециализации.Специализацияавтомо- билемест(заисключениемработпокузову)неосуществляется.
Сутьюметодаявляетсянеперестановкаавтомобилявпроцессе выполненияработТО-2спостанапост,аперемещениепопо- стампередвижныхгрупписполнителей.Всоставобщейбригады ТО-2,кромезакрепленныхспециалистов,могутвходитьнекото- рыеспециалисты, незакрепленныезаотдельнымипостами,- арматурщики,электрикиидр.
Внедрениеоперационно-постового методапозволяетдовести
КТГавтомобилейпаркадо0,97.
Недостаткамиметодаявляются:отсутствиеспециализацииав- томобилемест,свойственнойпоточномуметоду;отсутствиестро- гойтехнологическойсвязимеждуавтомобилеместамиипроизвод-
ственнымицехами;нечеткоераспределениефункциймежду ос- новнойбригадой,выполняющейТО-2ибольшуючастьремонтов, ивспомогательнойбригадой,выполняющейтолькоТР,чтосни-
жаетответственностьотдельныхисполнителейзакачествоработи,
какследствие,способствуетизлишнейповторяемостиремонта.
Глава 34
ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ТЕКУЩЕГО РЕМОНТАПОДВИЖНОГО СОСТАВА
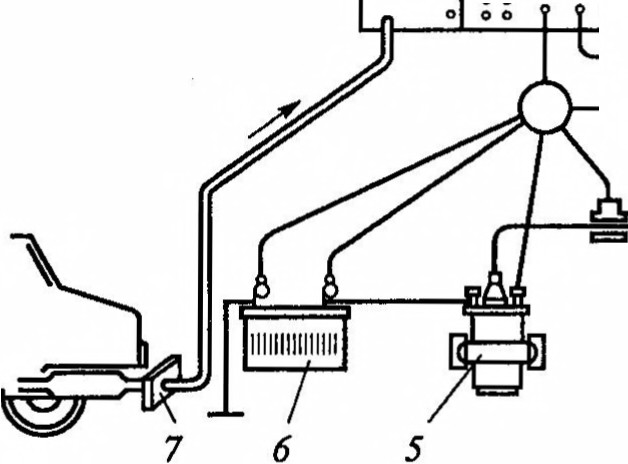
Организациятекущего ремонтаподвижногосоставаявляется однойизнаиболееактуальныхзадачАТО.Простоиавтомобилейв ремонтеиожиданииегооченьвысоки,вследствие чегодо25% автомобильногопаркаежедневноневыпускаетсяналинию.Сни- жениекачестваТРвследствиеегослабойорганизацииведеткумень- шениюмежремонтныхпробегови,следовательно,кростуобъема ТР.Нарис.34.1представленасхемапроцессаТРавтомобилей.
Следовательно,важнейшейзадачейорганизацииремонтаявля- етсяснижениевременипростояавтомобилейвТРи егоожидании.
В обеспечениикачестваТРособую рольиграетустановление прямойсвязимеждурезультатамитрудаизаработнойплатойпер-
сонала.Крометого,дополнительнымусловиемсвоевременного
выполненияТРявляетсяналичиенаскладахАТОфондаоборот-
ныхагрегатов,узловимеханизмов,атакженеобходимыхматери-
алов,деталейиприборов.
Текущийремонтавтомобиляпроизводится однимиздвухме- тодов:агрегатнымилииндивидуальным.
Приагрегатномметодеремонтавтомобилейпроизводится пу-
темзаменынеисправныхагрегатов исправными, ранееотремон- тированнымиилиновымиизоборотногофонда.Неисправныеаг-
регатыпослеремонтапоступаютвоборотныйфонд.Втомслучае, когданеисправность агрегата,узла,механизма илидеталицеле- сообразнееустранитьнепосредственнонаавтомобилевмежсмен- ноевремя(когдадляпроизводстваремонта достаточномежсмен- ноговремени), заменыобычнонепроизводят.
Агрегатныйметод позволяетсократитьвремяпростояавтомо- билявремонте,посколькузаменанеисправныхагрегатовиузлов наисправные, как правило,требуетменьшеговремени, чемде- монтажно-монтажные работы,производимые безобезличивания агрегатовиузлов.
Приагрегатномметоде ремонтавозможно,ачастоицелесооб-
разноремонтагрегатов,механизмов,узлов исистемпроизводить внеданнойорганизации, вспециализированных ремонтныхорга-
низациях(илиАТО).
Прииндивидуальном методеремонтаагрегатынеобезличива-
ются.Снятые савтомобиля неисправные агрегаты(узлы)после
Контрольно-диагностические работыдлявыявления характераиобъемовТР
+
Снятиенеисправныхагрегатов,узлов, механизмов, деталей;
уточнениеобъемовработ(приагрегатномметоде-
отправкаремонтногофонданасклад)
Прииндивидуальномметодеремонта I I Приагрегатномметодеремонта
| устранениенеисправ- ~......
|
Ремонтныеработысо Производственно-Устранениенеис- снятымиагрегатами, вспомогательные правностейнане-
ностейнанеснимае- цехи,отделения, снимаемых
мыхагрегатах
участкиагрегатах
t
Установкаисправных Установкаисправных
агрегатов;подгоноч-
ные, регулировочные ~
Складоборотных ~ агрегатов;подгоноч- материалов ные, регулировочные
идругиеработы идругиеработы
-1 Контролька'честваработ
Рис.34.1.Схемапроцессатекущего ремонтаавтомобилей
восстановления ставятна тотжеавтомобиль. Приэтомвремяпро- стояавтомобиля вТРбольше, чемприагрегатном методе.Вэтом случаересурсагрегатов, узлови деталей используется вбольшей мере, так как достигается лучшая соосность иподгонка впоса- дочныхместах.
Организация производства взонахТРАТОвозможна наосно-
ведвухметодов:универсальных испециализированных постов.
Методуниверсальных постовпредусматривает выполнение ра- ботнаодном постубригадой ремонтных рабочихразличных спе-
циальностей илирабочими-универсалами высокойквалификации.
Методспециализированных постовпредусматриваетвыполнение работнанескольких, специализированных длявыполнения опре- деленного видаработ (подвигателю,трансмиссии идр.)постах.
Универсальный постТРобычно представляет собойосмотро- вуюканаву, оснащенную оборудованием, обеспечивающим вы- полнение любых работТРнаавтомобиле.
Каждый специализированный пост оснащается оборудовани- емвсоответствии схарактером выполняемых нанемработ. Спе- циализация постовТР позволяетмаксимально механизировать трудоемкие работы, снизить потребности воднотипном оборудо- вании,улучшитьусловиятруда, использоватьменееквалифици- рованныхрабочих,повыситькачествоработипроизводительность
трудана20...40%.
РабочиеместадлязаменыиТРдвигателейгрузовыхавтомоби-
лей,какправило,организуютнаизолированныхстандартныхос-
мотровыхтупиковыхканавах.Специализированныерабочиепосты дляТРдвигателеймогутбытьдвухтипов:дляснятияи установки двигателейи дляТРдвигателейнаавтомобилях.Ониразличаются
оснащениемичисломодновременноработающихисполнителей.
РабочийпостдляТРдвигателейцелесообразноразмещатьвбли-
зимоторного(агрегатного)участка,рядомсучасткомкомплек-
тования,проверкииобкаткидвигателей.Постцелесообразноос- наститьдиагностическимоборудованиемдляобеспеченияконт-
роляирегулировкипослепроведенияработТР.Узлы идетали двигателя,снимаемыепритекущемремонте(головка блока,во- дянойнасос,клапаны,пружиныит.д.),очищаютиремонтиру- ют в моторном(агрегатном)участке.
Рабочиепосты,специализированныепоремонтудругихагре- гатовисистем,организуютаналогичноуниверсальнымпостам, нососпециализациейоборудования.СпецификаТРгазовой ап- паратурытребуетсозданияспециализированныхпостовиоргани- зацииработынанихспециальныхремонтныхрабочих.
Вчислеспециализированныхпостовсоздаютсяиоснащаются постыдляпроизводстварядадиагностическихирегулировочных
работ.Необходимостьихорганизациивызванаприменениемпри выполненииработТРспециальногодиагностическогооборудова-
ния.К таким постам, организуемым исходя из экономических соображений иповышения качества работ,относятся:
постыдиагностики ирегулировки тормозов автомобилей, обо- рудованные роликовыми тормознымистендами;
посты диагностики и регулирования углов установки колес
автомобилей, оборудуемые оптическими стендами.
Приорганизации технологических процессов напроизводствен- ныхучастках учитывают следующие принципы:
l)специализация производственных участков производится по технологии работ (слесарные, кузнечные, сварочные, малярные
| ит.д.)ипо группам агрегатов, узлов, деталей
| автомобиля
| (агре-
|
| гатные,электротехнические, аккумуляторные
| ит.д.);
|
|
2)обеспечение коротких производственных связей между зо-
ной ТР икаждым производственным участком (складами запас- ныхчастей,агрегатов иучастками), которых стремятся добиться приорганизации производственных участков;
3)обеспечение технологической последовательности операций текущего ремонта автомобилей.
Организация работы вкаждом производственном участке про-
изводится в соответствии стехнологической последовательнос- тьюоперацийТР.Принятая технологическая последовательность определяет выработку организационных ипланировочных реше- нийпроизводственных участков поТРавтомобилей. Примеры ре- шений далее представлены поучасткам иотделениям.
Агрегатныйучасток производитремонтбольшинстваагрегатов
автомобиля (двигателяиегоузлов, сцепления коробки передач, карданнойпередачи,заднегоипереднегомостов,рулевогоуправ- ления и др.),причем восновном заменой неисправныхдеталей
(рис.34.2).Такоераспределение позволяетспециализировать ра- бочихнаремонтедвигателейкакнаиболеесложномагрегате.
Технологический процесс ремонта включает:мойку агрегата; подразборку всоответствии собъемом ремонта;мойку снятых деталейиихдефектовку;сортировкудеталейиихкомплектовку послеремонта;сборкуи испытаниеагрегата.Разборочно-сбороч- ныеработывагрегатномучастке,какправило,проводятнаспе-
циализированных стендах,обеспечивающих возможностьподхо- дакремонтируемомуагрегатусразныхсторон,атакжеповороти наклонагрегатадляудобстваработы.
Электротехническое отделение. Вэлектротехническомотделении проводятремонти контрольгенераторов,стартеров,приборов зажигания, контрольно-измерительных приборовидругойаппа- ратуры.Разборка-сборкаагрегатовэлектрооборудованияпроводится в основномнаверстакахсприменением универсальногоинстру- мента испециальных приспособлений. Ремонтдеталей иузлов включаетзаменуобмоток иизоляции, припайку проводов,сле- сарныеработы.
10 ООО
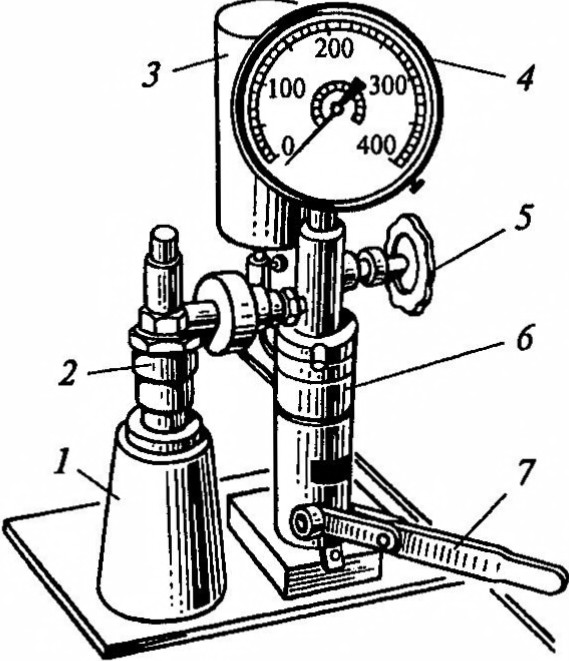
Рис.34.2.Агрегатныйучасток:
1 стеллаж для деталей; 2 ларь для обтирочных материалов; З станок для расточки тормозных барабанов; 4 радиально-сверлильный станок; 5,17 вер- стаки слесарные; 6 шкафдля приборов иинструментов; 7 стенддляремонта коробки передач; 8 стенддляразборки ирегулировки сцеплений; 9 гидравли- ческий пресс 40т; 10- стенддля ремонта редукторов задних мостов; 11- стенд дляремонта передних изадних колес; 12- стенддля клепки тормозных накладок;
13 стеллаж для инструментов; 14 настольный пресс 3т; 15 заточный ста- нок; /6- моечная ванна; 18- стенд для ремонта карданных валов и рулевых механизмов; 19 передвижная моечная ванна; 20 заточный станок; 21 верти- кально-сверлильный станок; 22 раковина для мытья рук; 23 электрический
рукосушитель; 24- ларьдляотходов
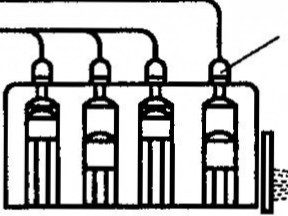
Аккумуляторное отделение состоитизчетырехзон:кислотной (поприготовлениюэлектролита);зарядной;ремонтной (поре- монту ипроверкебатарей);аппаратной(дляразмещенияаппара- турыдлязарядабатарей).ВзависимостиотразмеровАТОуказан- ныезоныразмещают:вотдельныхчетырех помещениях;вдвух помещениях,объединяяпервую совторойитретьюсчетвертой зоной;водномпомещении,организуяработыпервойитретьей зонвшкафахсиндивидуальнойвытяжнойвентиляцией.
Слесарномеханическийучасток. Внемпроводятвосстановление иизготовлениеотносительнопростых деталейисборкуузловв основномдлязоныТРиагрегатногоучастка (рис.34.3).
Вслесарно-механическомучасткеобрабатываютдеталиподре- монтныеразмеры,изготавливаюткрепежныеидругиедетали(бол-
ты,шпильки, втулкиидр.),подготавливаютдеталиксваркеи обрабатываютпослесваркии т.п.ВобщейтрудоемкостиТРсле- сарно-механическиеработысоставляют4...12%.
Медницкоеотделение. Медницкиеработысоставляютпримерно
2%объемаработпоТРи предназначеныдлявосстановлениягер-


о
С)
О\
| 14 lbll§1
555
С) ~]Ш
12 оо
.......
о
С)
\О
м
6000 6000
|
,
- -
Рис.34.3.Спесарно-механический участок:
1 слесарныйверстак; 2 слесарныетиски; 3,4 токарно-винторезные стан- ки; 5 инструментальныйшкаф; 6 универсально-заточныйстанок;7- обди- рочно-шлифовальный станок; 8 стеллаждлядеталей; 9 станокуниверсаль- ныйфрезерный; 10 станокотрезной; 11 вертикально-сверлильныйстанок;
12- поверочная плита; 13- настольно-сверлильный станок; 14- пресс с
ручнымприводом
метичностидеталей,изготовленныхв основномизцветных мате- риалов.Внемпроизводитсяремонтрадиаторов,топливныхбаков, трубок,бачковивосстановлениедругихдеталейпайкой.
Сварочножестяницкий участок. Сварочныеработыпредназна- ченыдляликвидациитрещин,разрывов,поломок,а такжепри- креплениякронштейнов,уголкови т.п.ВАТОприменяютэлект- родуговуюигазовуюсварку.Работыгазовойсваркиобычнопод- разделяютнасварку деталейизтолстолистовойсталиисварку тонколистовойсталикузовов(кабин),атакже тонкостенныхде- талей.Электросваркойремонтируютмассивныедетали(раму,ку- зовсамосвала).
Карбюраторныйучасток. ВкрупныхАТОработыпоремонтупри- боровсистемыпитаниямогутвыполнятьсявкарбюраторномучастке. Вмелкихорганизацияхэтиработымогутобъединятьсясэлектро- техническимиработами.Карбюраторныйучастокспециализирует- сянапроведенииконтроля,регулировкииремонтакарбюраторов, топливныхнасосов,фильтровит.д.ПриналичиивАТОавтомо- билей, имеющихкарбюраторныеидизельныедвигатели, могут создаватьсядватерриториальноразделенныхотделения.
Шиномонтажный ишиноремонтный участки. Вних(рис.34.4)
проводятдемонтажшинсколес,правкудисковизапорныхко-
-
о
8
О\
|
с, с,
1Г)
()
1
с, с,
~
-е-
()
4
|

1
-''
1
Рис.34.4.УчастокТРпоремонтуимонтажушин:
1- шиномонтажныйучасток: 1- пневматическийборторасширитель; 2- клеть длянакачкишин; З стенддляправкидисковколес; 4 стенддлядемонтажа имонтажашин; 5- камерадляокраскидисковколес; 6- электротельфер;7- стеллаждляпокрышек;II- шиноремонтныйучасток: 8 верстак; 9 слесар- ныетиски; 10- ларьдляотходов; 11- вешалкадлякамер; 12- электровулка- низационный аппарат; 13- ваннадляпроверки камер; 14- шероховальный станок; 15 клеемешалка
11 В11асо11321
 30000
30000
. · _J
о о о
.......
I. · _J
о о
r--
N
-
VI
Рис.34.5.Малярный участокгрузовогоАТО:
1 - участокподготовки иокраски автомобилей; 11 - краскоприготовительная: Ш - кладоваялакокрасочных материалов; IV- электрошитовая;V- тамбур; VI- вентиляционная камера наантресолях; 1 электронагревательный эле- мент; 2 постсушки; З постокраски; 4 поворотный круг; 5 привод поворотного круга; 6- насоскгидрофильтру; 7- гидрофильтр; 8- краскона- гнетательнаяустановка; 9 постыподготовкикокраске; 10 шкафвытяжной;
11 - столс мраморной плитой; 12 - стол свискозиметром; /3 полочный стеллаждлярасфасованныхлакокрасочных материалов; 14- краскомешалка; 15- площадкадлятарного хранения красок; 16- постнанесения противокоррози- онного покрытия; 17- опрыскиватель
лец,окраску дисков,контрольимелкийремонтшин,вулканиза- циюкамер,монтажибалансировкуколес.
Участокпоремонтугазовойаппаратуры. Дляремонтагазовой
аппаратурыавтомобилясоздаетсяспециализированный участок. Внемпроводятсяконтроль,регулировкаиремонтредуктороввы-
сокогоинизкого давления,газовыхибензиновыхклапанов,филь- тровидругойгазовойаппаратуры.
Обойныйучасток. Внемосуществляетсяремонтиизготовление подушек,спинок, сиденийивнутреннейобивкикузовов,зимних чехловнарадиаторыикапотыдвигателей, атакжечехловсиде- нийитентов.
Столярнокузовнойучасток. Внемпроизводитсяремонтиизго- товление кузововгрузовыхавтомобилей, деревянных частейка- бины,оковкикрюковидругихдеталей.Частовэтомучасткепро- водят иарматурныеработы(ремонтстеклоподъемников,дверных ручек,петель,замковидр.).
Кузнечныйучасток. Вкузнечномучасткепроводятремонтииз- готовлениедеталейсприменениемнагрева(правка,горячаяклеп- ка,ковкадеталей)иремонтрессор.Основнаядоляработсвязана
сремонтом рессор- заменой сломанных листов, рихтовкой (вос- становление первоначальной формы)листов, имеющихпонижен- нуюупругость.Собранные рессорыиспытываютнагрузкой.Кроме того, вкузнечном участке изготавливают различного вида стре- мянки, хомуты, кронштейны.
Малярныйучасток. Малярные работыявляются завершающи-
ми при ремонте кузова автомобиля, поэтому вмалярный учас- ток (рис. 34.5) автомобили поступают после выполнения всех видов работ.
Приорганизации работывмалярномучасткенаибольшеечисло
рабочихместсоздаетсядляподготовки автомобиля кокраске. Ок- раскаисушкаавтомобилей производятся вспециальных камерах.
Глава 35






