

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Связь процессов в экструдере с термомеханической кривой.
В зоне сжатия (плавления) экструдера термопласт переходит в вязкотекучее состояние, что соответствует на термомеханической кривой переходу из состояния, соответствующего точке А, в состояние, обозначенное точкой Б (рис.1). При этом в зависимости от типа полимера возможен промежуточный его переход в высокоэластическое состояние (плато), но возможен также переход материала непосредственно в вязкотекучее состояние.

Знание термомеханических кривых (ТМК) полимеров весьма существенно для технологов-переработчиков, поскольку характерные точки на этих кривых определяют выбор температур по зонам червяка. Необходимо только иметь в виду, что с увеличением скорости деформации ТМК сдвигаются в область более высоких температур. На первый взгляд может показаться, что для обоснованного выбора температур по зонам червяка нет необходимости располагать всей ТМК, а достаточно знать температуру размягчения полимера, при которой полимер начинает течь. Однако существенное повышение деформируемости материала может быть следствием не истинного течения (необратимой деформации), а началом развития высокоэластической (обратимой) деформации. Если температуру в зоне пластикации экструдера выбрать как температуру размягчения материала, не зная вида термомеханической кривой, то в зоне пластикации могут создаться условия, соответствующие области высокоэластичности. Тогда экструдированный материал при нагреве будет стремиться восстановить форму, которую он имел до экструзии.
-Производительность экструдера.
- Потоки расплава в зоне дозирования
 В одночервячном экструдере, как отмечалось ранее, термопласт проходит через три состояния: твердое (для аморфных термопластов – стеклообразное (аморфное), для кристаллизующихся – кристаллическое), размягченное (высокоэластическое) и расплавленное (вязкотекучее), реализуемое в трех зонах червяка, последней из которых является зона дозирования. Их производительность одинаковая, поэтому производительность экструдера принято определять по дозирующей зоне червяка.
В одночервячном экструдере, как отмечалось ранее, термопласт проходит через три состояния: твердое (для аморфных термопластов – стеклообразное (аморфное), для кристаллизующихся – кристаллическое), размягченное (высокоэластическое) и расплавленное (вязкотекучее), реализуемое в трех зонах червяка, последней из которых является зона дозирования. Их производительность одинаковая, поэтому производительность экструдера принято определять по дозирующей зоне червяка.
Принято считать, что здесь действуют три потока расплава: прямой, обратный (мнимый, т.е. на самом деле не существующий) и поток утечек через радиальные зазоры между цилиндром и гребнем винтовой нарезки червяка.
Прямой поток иногда называют вынужденным. Он появляется в результате вращения червяка, действующего подобно винтовому насосу. Производительность прямого потока Qпр (Qα) определяется скоростью вращения червяка ωч и геометрическими характеристиками α винтового канала (глубина, ширина, шаг и угол наклона нарезки, диаметр червяка, профиль канала).

При отсутствии сопротивления движению расплава будет действовать лишь один прямой поток, пропорциональный частоте вращения. Такой режим работы одночервячного экструдера называют также насосным.
Обратный поток Qоб (Qβ) обусловлен сопротивлением движению расплава, которое определяется перепадом давления в головке Δ p, и зависит от эффективной вязкости η.

где β – геометрическая константа обратного потока.
Величина константы β зависит от:
· глубины винтового канала,
· диаметра червяка,
· длины зоны дозирования.
Вектор обратного потока направлен навстречу вектору прямого потока и поэтому уменьшает его производительность.
Следует отметить, что обратный поток является мнимым, т.е. не существующим реально, а искусственно введенным для расчета процесса экструзии.

Поток утечек также создается перепадом давления Δ p в головке, действующим навстречу движению расплава. Он зависит от геометрической константы γ и вязкости расплава η. Следует отметить, что его производительность Qут (Qγ) в десятки раз меньше, чем Qпр.
На рис. 18.4 показаны эпюры распределения скоростей прямого (а), обратного (б) и результирующего (в) потоков расплава в межвитковом пространстве шнека. Если бы не было сопротивлений потока (например, при отсутствии сеток, решетки и головки), то распределение скоростей V результирующего потока изобразилось бы рис. 18.4, а: у поверхности шнека V= max, у неподвижной поверхности цилиндра V= 0.
При наличии сеток, оснастки, трения о поверхность цилиндра и шнека создается обратный поток, или противоток (рис. 18.4, б). Результирующий поток, изображенный на рис. 18.4, в, представляет собой сумму эпюр, приведенных на рис. 18.4, а и б. При отсутствии сопротивления расплава (сняты головка, сетки) давление Р чуть больше атмосферного; при максимальном сопротивлении (заглушка вместо головки) Р максимально, а величины прямого и обратного потоков равны.
Часть материала перетекает в направлении противотока в радиальный зазор между гребнем шнека и внутренней поверхностью цилиндра. Таким образом, производительность Q экструдера с учетом распределения скоростей различных потоков составляет:
 (18.2)
(18.2)
где Qα, Qβ, Qγ - производительности экструдера от прямого потока, противотока и утечек расплава соответственно.
В свою очередь, Qα, Qβ, Qγ зависят от технологических параметров и характеристик экструдера:
 (18.3)
(18.3)
где N — частота вращения шнека; Р — давление на выходе из экструдера (в конце зоны дозирования); η — средняя вязкость расплава; α, β, γ — постоянные коэффициенты, зависящие от геометрических параметров шнека, выражающиеся следующими формулами;
 ;
;  ;
;  ;
;
здесь D — диаметр червяка, L — длина его, h — глубина нарезки; φ — угол подъема винтовой линии шнека; δ — зазор между гребнем и поверхностью цилиндра; е — ширина гребня шнека.
Графическое изображение аналитической зависимости (18.3) представлено на рис. 18.5 прямыми 1 и 2. Из рисунка следует, что при отсутствии сопротивлений течению расплава (Р = 0) экструдер работает как винтовой насос с максимальной производительностью Q. Если на выходе из экструдера стоит заглушка, т. е. αN = (β + γ)Р/η, то в нем развивается максимальное давление Р, a Q = 0.

Анализируя уравнение (18.3) и значения коэффициентов α, β, γ, можно проследить влияние геометрических параметров шнека и свойств расплава полимера на производительность Q и характер изменения Q от Р, т. е. угол наклона прямых 1 и 2 на рис. 18.5. Последнее имеет большое значение. При небольшом колебании ΔР (см. рис. 18.5), которое может возникнуть при практической работе, последнее сказывается на величине колебания ΔQ1 или ΔQ 2. Чем больше ΔQ, тем больше пульсация расплава, т. е. больше неравномерность во времени скорости и выхода расплава. Это сказывается в первую очередь на разнотолщинности получаемых изделий.
Причины пульсации:
1) неравномерное поступление материала в зону загрузки;
2) недостаточное нагревание и следовательно расплавление материала до дозирующей зоны;
3) прилипание материала к червяку.
Разнотолщинность тем больше, чем выше ΔQ. Из уравнения (18.3) следует, что при прочих равных условиях у экструдеров с большим L/D колебания Δ Q, т. е. пульсация меньше, чем у экструдеров с меньшим L/D.
При равенстве D первый тип экструдера называется длинношнековым, второй — короткошнековым. Кроме того, увеличение L способствует получению расплава более гомогенного, так как время воздействия на него шнека больше, чем в короткошнековых экструдерах. Изделия, получаемые из гомогенного расплава, обладают лучшими свойствами.
Короткошнековые экструдеры имеют L/D = 12-18, длинношнековые L/D > 30. Наиболее распространены экструдеры с L/D = 20-25.
-Течение расплава через сетки и формующую оснастку.
Расплав вращающимся шнеком продавливается через решетку, к которой прижаты металлические сетки. Сетки фильтруют, гомогенизируют и создают сопротивление движению расплава, на них теряется часть давления. Проходя через систему фильтрующих сеток, порции полимерного расплава с большей вязкостью задерживаются на сетках. Этого времени должно хватить для того, чтобы порция расплава достигла нужной температуры. Сверхвысокомолекулярные фракции полимера и различные примеси задерживаются сетками и через некоторое время их вместе с сеткой удаляют из цилиндра экструдера.
После прохождения сеток гомогенизированный расплав под остаточным давлением (Р = 5,0-35 МПа) продавливается в формующую оснастку и, приобретая определенный профиль, выходит практически под очень небольшим избыточным давлением из фильерной части головки.
Кривая 3 на рис. 18.5 показывает зависимость Q от Р. Количество расплава Q гол, выходящего через головку, можно представить следующим соотношением:
 (18.4)
(18.4)
где ΔР = Р- Рвых перепад давления в головке (здесь Р — давление на входе в головку — конец зоны III, Рвых — давление на выходе из головки); η— вязкость расплава в головке; К — постоянная, характеризующая сопротивление течению расплава в каналах и формующей части головки.
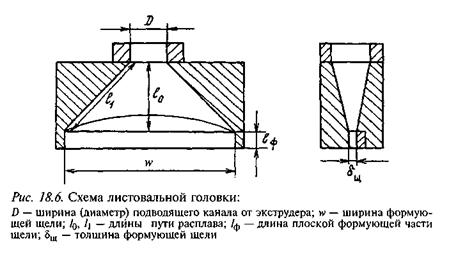
Для получения качественных изделий необходимо, чтобы заключительный отрезок пути l ф расплава перемещался при постоянной толщине δ щ формующей части (рис. 18.6). В этом случае происходит наиболее полное выравнивание скоростей движения расплава, проходят релаксационные процессы, ликвидируется пульсация и т. д. Чем длиннее l ф (больше l ф / δ щ), тем меньше пульсация расплава. В зависимости от типа выпускаемого изделия и требований к точности его размеров значения l ф / δ щ находятся в пределах 20-60.
- Работа экструдера в сочетании с головкой.
Поскольку экструдер работает вместе с головкой, то производительность его находится путем совместного решения уравнений (18.3) и (18.4) или графически (см. рис. 18.5) как точка пересечения прямых 1 или 2 с прямой 3. Точки пересечения а и б называются рабочими точками экструдера.
Упрощенный аналитический расчет Q машины с одним шнеком, уменьшающейся глубиной нарезки канала шнека с учетом сеток и головки можно производить по формуле:
 ;
;
где Q — производительность, см3/мин; α, β, γ — постоянные прямого и обратного потоков и потока утечек, см3 [см. уравнение (18.3)]; К — постоянная головки, сеток, решетки, см3.
Для различных головок значения К различны и рассчитываются по соответствующим формулам общего вида
 (18.6)
(18.6)
где Ki — коэффициент сопротивления каждого из элементов головки, сеток и решетки.
Реальные зависимости Q = f(Р) (см. рис. 18.5) не являются прямолинейными. Зоны экструдера, формующей оснастки имеют различный внешний обогрев, кроме того, в зависимости от интенсивности вращения шнека в расплаве выделяется разное количество тепла. Поэтому такие важнейшие характеристики, как вязкость и плотность расплава, зависят от температуры и не являются строго постоянными. Эти и другие факторы ведут к отклонению зависимостей (18.3) и (18.4) от прямолинейности.
-Влияние различных параметров на процесс экструзии.
Процесс экструзии является непрерывным. Поэтому он должен отличаться стабильностью технологических параметров. Рассчитать параметры экструзии можно было бы, если учесть:
1) конструктивные переменные экструдера и головки
2) переменные процесса – условия, в которых протекает процесс: скорость вращения шнека, температура по зонам цилиндра, головки и др.
3) свойства перерабатываемого полимера – вязкость, плотность, теплофизические свойства.
Однако общая и полная теория процесса пока до сих пор не разработана и поэтому рассчитать параметры экструзии можно лишь в некоторых частных случаях.
К технологическим параметрам экструзии относятся:
Температура материального цилиндра по зонам; производительность; давление, развиваемое шнеком; температура экструдата; потребляемая мощность.
При работе экструзионного агрегата все эти параметры связаны между собой, и изменение одного из них вызывает соответствующее изменение других.
У технолога в руках имеется возможность влиять на параметры экструзии (управлять процессом) через:
1) изменение температурного режима по зонам;
2) изменение числа оборотов.
Оптимальным считается такой режим работы экструзионной машины, когда достигнута максимальная производительность при хорошем качестве экструдируемых изделий. Это не означает, что при таком режиме увеличение производительности уже становится невозможным, однако оно обязательно должно привести к снижению качества готовой продукции.
Лекция 4
|
|
|

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
© cyberpedia.su 2017-2025 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

