

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Пояснения к команде кода G
Таблица команд кода G
| Пункт | Наименование функций | Примечание | Пункт | Наименование функций | Примечание | |
| G00 | Прямолинейное скоростное позиционирование | Модальный | G65 | Вызов единичной макроформулы | ※ | |
| G01 | Интерполяция прямой линии, рабочая подача | Модальный | G66 | Вызов макроформулы модели | ※ | |
| G02 | Интерполяция дуги (по часовой стрелке) | Модальный | G67 | Отмена вызова макроформулы модели | ※ | |
| G03 | Интерполяция дуги (против часовой стрелки) | Модальный | G68 | Начало координаты вращения | ||
| G04 | Установка времени временной остановки | G69 | Отмена координаты вращения | |||
| G09 | Контроль остановки | G70 | Единицы обработки дюймовой системы мер | |||
| G10 | Ввод данных формулой | G71 | Единицы обработки метрической системы мер | |||
| G15 | Отмена интерполяции координаты наивысшей точки | G73 | Высокоскоростной цикл сверления типа насечки | |||
| G16 | Интерполяции координаты наивысшей точки | G74 | Цикл нарезки левосторонней резьбы | |||
| G17 | Установка рабочей поверхности X-Y | G76 | Цикл тонкого растачивания | |||
| G18 | Установка рабочей поверхности Z-X | G80 | Отмена цикла | |||
| G19 | Установка рабочей поверхности Y-Z | G81 | Цикл сверления отверстия | |||
| G28 | Возврат контрольной точки | G82 | Временная остановка на дне отверстия при цикле сверления | |||
| G29 | Возврат с контрольной точки | G83 | Цикл при насечковом типе сверления | |||
| G30 | Произвольный возврат контрольной точки | G84 | Цикл нарезки резьбы | |||
| G31 | Команда перехода управления | G85 | Цикл сверления отверстия | |||
| G33 | Нарезка резьбы | G86 | Цикл высокоскоростного сверления отверстий | |||
| G40 | Отмена дополнения радиуса резака | G87 | Цикл тонкой растачки задней поверхности | |||
| G41 | Левое дополнение радиуса резака | Модальный | G88 | Полуавтоматический цикл тонкой растачки | ||
| G42 | Правое дополнение радиуса резака | Модальный | G89 | Временная остановка на дне отверстия при цикле растачки | ||
| G43 | Прямое дополнение длины радиуса резака | Модальный | G90 | Метод ввода абсолютного местоположения | ||
| G44 | Отрицательное дополнение длины радиуса резака | Модальный | G91 | Метод ввода относительного местоположения | ||
| G49 | Отмена дополнения длины резака | G92 | Установка системы координат абсолютной нулевой точки | |||
| G50 | Начало маштабирования | G94 | Подача каждую минуту (мм/мин.мин.) | |||
| G51 | Отмена масштабирования | G95 | Подача на каждый оборот (мм/мин.об.)(mm/minrev.) | |||
| G50.1 | Без эфекта зеркального отражения | G96 | Линейная скорость резки на поверхност | |||
| G51.1 | С эффектом зеркального отражения | G97 | Отмена линейной скорости резки на поверхност | |||
| G52 | Установка системы координат позиции | G98 | Возврат до исходной точки | |||
| G53 | Установка системы координат механизма | G99 | Возврат до точки R | |||
| G54 | Установка рабочей системы координат | G134 | Цикл отверстий по окружности | |||
| G59 | Установка рабочей системы координат | G135 | Цикл угловых отверстий по прямой линии | |||
| G61 | Контроль подтверждения остановки | G136 | Цикл отверстий по дуге | |||
| Пункт | Наименование функций | Примечание | Пункт | Наименование функций | Примечание | |
| G64 | Резка модели | G137.1 | Цикл отверстий в шахматном порядке | |||
| G68 | Система вращения координат | G73.20 | Цикл высокоскоростного сверления типа насечки ZX | ※ | ||
| G73.10 | Цикл высокоскоростного сверления типа насечки XY | G74.20 | Цикл левого нарезного зуба ZX | ※ | ||
| G74.10 | Цикл левого нарезного зуба XY | G81.20 | Цикл сверления отверстия ZX | ※ | ||
| G76.10 | Цикл тонкого сверления отверстия XY | G261 | Прямолинейный тип | |||
| G80.10 | Отмена цикла XY | G262 | Решетчатый тип | |||
| G81.10 | Цикл сверления отверстия XY | G263 | Квадратный тип | |||
| G82.10 | Временная остановка на дне отверстия при цикле сверления XY | G264 | Круглый тип | |||
| G83.10 | Цикл при насечковом типе сверления XY | G265 | Цельнокруглый тип | |||
| G84.10 | Цикл нарезки резьбы XY | G270 | Фрезерование круга XY | |||
| G85.10 | Цикл расточки отверстия XY | G271 | Фезерование квадрата XY | |||
| G86.10 | Цикл высокоскоростной расточки отверстий XY | G272 | Фрезерование овала XY | |||
| G87.10 | Цикл тонкой растачки задней поверхности XY | G273 | Фрезерование круга ZX | |||
| G88.10 | Полуавтоматический цикл тонкой растачки XY | G274 | Фрезерование квадрата ZX | |||
| G89.10 | Временная остановка на дне отверстия при цикле растачки XY | G275 | Фрезерование овала ZX | |||
| G283 | Торецевое фрезерование круглого типа ZX | G280 | Фрезерование круга XY | |||
| G284 | Торецевое фрезерование квадратного типа ZX | G281 | Фрезерование квадрата XY | |||
| G285 | Торецевое фрезерование овального типа ZX | G282 | Фрезерование овала XY | |||
| G290 | Лобововое фрезерование XY в обоих направлениях X | G296 | Лобововое фрезерование ZX в обоих направлениях Y | |||
| G291 | Лобововое фрезерование XY в одном направлении X | G297 | Лобововое фрезерование ZX в одном направлении Y | |||
| G292 | Лобововое фрезерование XY в обоих направлениях Y | G300 | Торцевое многостороннее фрезерование плоскости XY | |||
| G293 | Лобововое фрезерование XY в одном направлении Y | G301 | Вызывающая подпрограмма (плоскость XY) | |||
| G294 | Лобововое фрезерование ZX в обоих направлениях X | G302 | Фрезерование квадрата XY | |||
| G295 | Лобововое фрезерование ZX в одном направлении X | G304 | Торцевое многостороннее фрезерование плоскости XZ | |||
| G305 | Вызыв подпрограммы (плосткость XZ) | |||||
| G306 | Фрезерование квадрата XZ | |||||
|
|
|
|
※ Применяется международный общеупотребимый ARIX MX5 код G стандарта RS274D, имеет одно отличие от стандарта FANUC 0M: G70, G71 (дюймовая/метрическая системы) G20, G21
※ Если есть необходимость совместить с FANUC, можно произвести установки технологических параметров.
Пояснение команды кода G
Пример 2: Пример обработки
Схема 8.3
Пояснение формулы:
1.Способ абсолютного значения:
N001 G00 X0.0 Y0.0 Z10.0;// скоростное позиционирование до точки P0
|
|
N002 G90 G01 Z-10.0 F1000;// линейная резка до заданной глубины, норма рабочей подачи 1000 мм/мин
N003 Y38.0;//P0 à P1
N004 X20.0 Y45.0;//P1à P2
N005 X55.0;//P2 à P3
N006 Y10.0;//P3 à P4
N007 X45.0 Y0.0;//P4 à P5
N008 X0.0;//P5 à P0
N009 G00 Z10.0;// скоростное позиционирование, возврат до точки P0
N010 M30;// окончание формулы
2. Способ приращенного значения
N001 G00 X0.0 Y0.0 Z10.0;// Скоростное позиционирование до точки P0
N002 G91 G01 Z-20.0 F1000;// линейная резка до заданной глубины, норма рабочей подачи 1000 мм/мин
N003 Y38.0;//P0 à P1
N004 X20.0 Y7.0;//P1à P2
N005 X35.0;//P2 à P3
N006 Y-35.0;//P3 à P4
N007 X-10.0 Y-10.0;//P4 à P5
N008 X-45.0;//P5 à P0
N009 G00 Z20.0;// скоростное позиционирование, возврат до точки P0
N011 M30;// окончание формулы
Пример формулы 2: (резка полной окружности)
G90 G00 X0 Y0;
G02 I1000 F100;.................................................. резка полной окружности
G04: Временная остановка
Форма команды:

|
|
P
X:время задержки (единица измерения: секунды:0.001~9999.999 сек)
P:время задержки (единица измерения: секунды, без десятичных)
Пояснение: если при обработке в каком-то месте требуется произвести временную остановку (коническая выемка, прямая выемка, овальная выемка, угол поворота фрезерования), мы можем, используя функцию G04, повернуть основную ось. Каждая ось делает остановку на определенный промежуток времени, чем достигается точность глубины отверстия или точность прямого угла, затем производится поворот к следующей оси.
Пример формулой:
G04 X2500;//временная остановка 2,5 сек
G04 X2.5;// временная остановка 2,5 сек
G04 P2500;// временная остановка 2,5 сек
G04 P2.5;// временная остановка 2 сек (десятые доли секунды не учитываются)
Без G09/G61
Резак
Передний узел
X
G10: Вод данных формулой
Форма команды:

|
|
диаметра резака (D)
L13 используется для образивной величины шага длины резака (D)
P: код пополняющей положительной величины резака;
R: пополняющая положительная величина резака (длина резака или диаметр материала резака);
|
|
Пояснение:
Команда G10 непосредственно используется для ввода команды положительной величины шага резака с помощью формулы.
Модель абсолютной команды (G90) - абсолютная величина, устанавливается 10 для новой положительной величины шага; модель (G91) команды приращения– приращенная величина, устанавливает G10 для увеличения текущего значения положительной величины шага.
Пример рисунком:
 |
При установке резака, пожалуйста, просмотрите шестой параграф шестой части установки резака.
Пример X120. Y130. в качестве центра
G33: Нарезка резьбы
Форма команды:
G33 ZF;
Z: используется метод абсолютного значения (G90), обозначает координату конечной точки резки оси Z;
Используется метод приращенного значения (G91), обозначает длину винтовой нарезки;
F: винтовая нарезка (0.01 мм);
Пояснение:
Данная команда выполняется одновременно с поворотом центральной оси, резец осуществляет рабочую подачу вверх/вниз по оси, после многократного повторения винтовая нарезка завершается. Из-за того, что резка осуществляется при начале и заканчивании, оборот основного вала задерживается по инерции, путь резки должен немного запаздывать, когда доходит до винтовой резки, ограничение скорости (R) центральной оси составляет:
1≦скорость вращения (R) ≦ Максимальная рабочая подача
 | |||
|
R:ось вращения (об/мин)
Направление (F): мм или дюйм
Норма рабочей подачи: мм/мин или дюйм/мин
Примечание: максимальная норма рабочей подачи может устанавливаться техническими параметрами № 405
|
 |
Форма команды: G33 Z10.0 F1.5;
// направление винтовой резки 1.5 мм, конечная точка резки оси 10 мм.
Подформула
N100; код подформулы
G00 X58.0 Y0.0 Z10.0; // быстрое позиционирование до местоположения начальной точки
G01 Z-10.0;// резка по прямой линии до низа выемки в форме цветка
G03 X49.36 Y7.9744 R8.0; // резка круга против часовой стрелки, радиус 8 мм
G03 X40.5415 Y29.2641 R50.0; // резка круга против часовой стрелки, радиус 50 мм
G03 X29.2641 Y40.5415 R8.0; // резка круга против часовой стрелки, радиус 8 мм
G03 X7.9744 Y49.36 R50.0; // резка круга против часовой стрелки, радиус 50 мм
G03 X0.0 Y58.0 R8.0; // резка круга против часовой стрелки, радиус 50 мм
G00 Z10.0; // скоростной возврат резака до конечной точки верхней стороны
M99; // окончание подформулы, продолжение выполнения основной формулы
G64: Форма резки
Форма команды:
G64;
Пояснение: при использовании команды G64, аналогичной с G09, G61, NC обработка формы резки. Данная форма в контроле подтверждения остановки формы (G61) и противоположном направлении резки рабочей подачи одного сегмента, движение резки не выполняет остановку с замедлением скорости, к тому же один сегмент выполняется непрерывно. Команда G64 может использовать отмену контроля точности остановки (G61), регулировки процента автоматического угла (G62), формы нарезного зуба (G63).
|
|
1.2.22 G65: Единичная макропрограмма вызова (простой вызов)
Форма команды:
G65 PL;
P: код формулы;
L: количество повторений;
Пояснение: после вызова макропрограммы, формула установки кода Pбудет вызвана для выполнения, но содержащая в себе одинарный сегмент G65 будет выполняться; касательно ARIX следует смотреть «Справочник по эксплуатации OPEN CNC Macro»
| Наименование команды | Код G | Сфера действия | Пояснение |
| Контроль точной остановки | G09 | Действует один сегмент команды | Резак снижает скорость на самом последнем этапе пути, его точность может из-за наличия поворота в углу образовать ошибку, команда G09 используется для контроля за объемом ошибок |
| Контроль модели точной остановки | G61 | После функции команды G61, вплоть до установленных G62, G63, G64 только тогда перестает действовать | Команда G61 является аналогичной команде G09 разница в том, что после команды G61 ее функция продолжает распространяться до установленных G62, G63, G64 и только тогда снимается |
| Отмена модели | G64 | После функции G64, вплоть до установленных G61, G62, G63 только тогда перестает действовать | Резак в конце пути резки не снижает скорость, дойдя до установленной точки, продолжает выполнять нижеуказанную траекторию |
Формулировка
Запуск поворота системы координат
(G17) G68 X_ Y_ R_;
G18 G68 Z_ X_ R_;
G19 G68 Y_ Z_ R_;
Пояснение:
X_,Y_,Z_ абсолютная координата центра поворота
R_ угол поворота
Закрытие координаты поворота
G69;
Пояснение:
После запуска координаты поворота, все команды передвижения выполняют поворот к центру поворота, поэтому весь геометрический чертеж поворачивается на один угол. Центр поворота только при абсолютной команде имеет силу, поэтому, когда все команды увеличиваются, фактический центр поворота является начальной точкой траектории.
Пример
Формула 1
G54 X0 Y0 F3000.;
G16; // формулировка запуска крайней точки
G90 G00 X50. Y9.207 R8.; // позиционирование до исходной точки
M98 H100; // первая обработка
G68 X0 Y0 R90.; // поворот координат на 90ºС
M98 H100; // вторая обработка
G68 X0 Y0 R180.; // поворот координат на 180ºС
M98 H100; // третья обработка
G68 X0 Y0 R270.; // поворот координат на 270ºС
M98 H100; // четвертая обработка
G69; // отмена поворота координат
G15; // отмена формулировки крайней точки
M02; // окончание основной формулы
N100 // начало подформулы ключевой точки
G90 G01 X50. Y9.207 R8.;
G03 X50. Y80.793. R50.;
G03 X50. Y99.207 R8.;
M99; // возвращение подформулы ключевой точки
Формула 2
G54 X0 Y0 F3000.;
G16; // формулировка запуска крайней точки
G90 G00 X50. Y9.207 R8.; // позиционирование до исходной точки
M98 H100; // первая обработка
G68 X0 Y0 R45.; // поворот координат на 45ºС
M98 H100; // вторая обработка
G68 X0 Y0 R90.; // поворот координат на 90ºС
M98 H100; // третья обработка
G68 X0 Y0 R135.; // поворот координат на 135ºС
M98 H100; // четвертая обработка
G68 X0 Y0 R180.; // поворот координат на 180ºС
M98 H100; // пятая обработка
G68 X0 Y0 R225.; // поворот координат на 225ºС
M98 H100; // шестая обработка
G68 X0 Y0 R270.; // поворот координат на 270ºС
M98 H100; // седьмая обработка
G68 X0 Y0 R315.; // поворот координат на 315ºС
M98 H100; // восьмая обработка
G69; // отмена поворота координат
G15; // отмена формулировки крайней точки
G00 X-80. Y0.
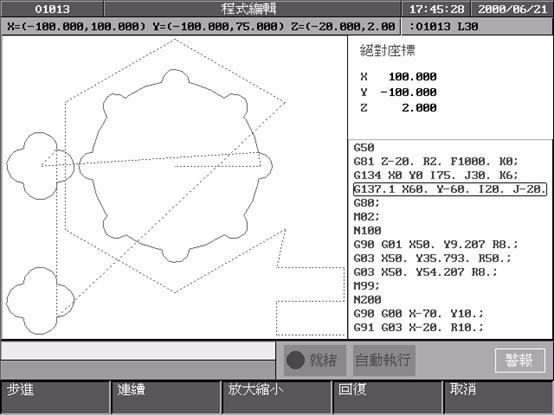
M98 H200; // обработка первого «цветка»
G51.1 Y-40.; // запуск оси зеркального отражения Y-40
M98 H200; // обработка второго «цветка»
G50; // отмена зеркального отражения
G90 G81 Z-20. R2. F1000. K0; // запуск модели цикла сверления отверстия G81
G134 X0 Y0 I75. J30. K6; // обработка круглого отверстия
G137.1 X60. Y-60. I20. J-20. P3 K3; // обработка отверстий в шахматном порядке
G80; // отмена цикла сверления отверстия
M02; // остановка основной программы
N100 // подформула ключевой точки
G90 G01 X50. Y9.207;
G03 X50. Y35.793 R50.;
G03 X50. Y54.207 R8.;
M99; // возвращение подформулы ключевой точки
N200 // начало подформулы «цветка»
G90 G00 X-70. Y10.;
G91 G03 X-20. R10.;
G03 Y-20. R10.;
G03 X20. R10.;
G03 Y20. R10.;
M99; // возвращения подформулы «цветка»
G84:Цикл нарезки резибы
Форма команды:
G84 XYZRPFK;
Xили Y: координаты отверстия (используется абсолютная/относитеная координаты)
Z: дистанция от точки R до дна отверстия (направление)
R: дистанция с начальной точки до точки R (направление)
P: время временной остановки на дне отверстия (сек)
F: скорость рабочей подачи
K: количество повторов (повтор перемещения и сверление отверстия, вводится приращение G91)
X,Y,Z,R абсолютная координата или координата приращения устанавливается G90/G91
Схема:

Пояснение:
1.Начиная обработку, резак сначала перемещается до установленных G00 точек (X, Y)
2.G00 опускает до установленной точки R
3.G01 опускает нарезной зуб до точки Z дна отверстия
4.Временная остановка Р сек и вращение сверла в обратном направлении
5.G01 поднимает до точки R
6.Временная остановка P сек и вращение сверла в обратном направлении
7.G00 поднимает до начальной точки (G98) или до точки R формулы (G99)
Расчет расстояния между отверстиями под резьбу/скорость обработки:
G94: скорость обработки (F мм/мин) =скорость основного вала (S об/мин) * расстояния между отверстиями (P мм/об)
G95: скорость обработки (F:мм/об) = расстояние между отверстиями (P мм/об)
G84 В процессе обработки, скорость обработки F, скорость вращения основного вала S не принемают регулировку переключателя (зафиксированы 100%)
Комантарий:
1. Перед выполнением команды G84, сначала необходимо кодом М запустить сверло
2. Если код М и G84 установлены в одном Block, то код М может только один раз выполнится в данном Block
3. Если установлено количество раз К, то код М тоже может быть выполнен только при первом сверлении отверстия, остальные отверстия не выполняются. G84 для модели G, после того, как будет выполнена в первый раз, постоянной будет иметь силу, следующие формулы коррдинат X, Y, контроллер может выполнить сверление по данным координатам X, Y.
4. Данная модель кода G отменяется G80, или формула сталкивается с G00, G01, G02, G03 или другими циклами кода G, данная модель кода G может быть автоматически отменена.
5. При изготовлении отверстия под резьбу, из-за того, что основному валу требуется время для того, чтобы перейти с положительного вращения на обратное, код G добавляет время временной остановки Р.
Ограничение:
1. Перед тем как ось сверления отверстия будем изменена, сначала необходимо отменить Canned Cycle.
2. Если в Block не содержится команды о перемещении по любой из осей (X, Y, Z), то сверление отверстия не выполняется.
3. R может только при выполнении сверления быть установлена в Block, если в Block сверление не проводится, то она не может быть установлена.
4. Группа 01 кода G и G84 не могут быть установлены в одном Block, в противном случае G84 Canned Cycle произведет отмену.
5. В Canned Cycle, дополнения и исправления к радиусу резака (G41/G42/G40) игнорируются.
Пример формулы:
F1000. S500;
G90;
G00 X0. Y0. Z10.; // перемещение начальной точки
G17;
M03; // запуск сверла в положительном направлении
G90 G99;
// установка точки R, точки Z и координаты отверстия 1
G84 X5. Y5. Z-10. R-5.;
X15.; // отверстие 2
Y15.; // отверстие 3
G98 X5.; // отверстие 4, установлено возвращение к начальной точке
G80;
M05; // остановка сверла
M02;
1.2.33 G85: Цикл сверления отверстия (цикл сверления)
Форма команды:
G85 XYZRFK;
Xили Y: координаты отверстия (используется абсолютная/относитеная координаты)
Z: дистанция от точки R до дна отверстия (направление)
R: дистанция с начальной точки до точки R (направление)
F: скорость рабочей подачи
K: количество повторов (повтор перемещения и сверление отверстия, вводится приращение G91)
X,Y,Z,R абсолютная координата или координата приращения устанавливается G90/G91
Схема:

Пояснение:
1. Начиная обработку, резак сначала перемещается до установленных G00 точек (X, Y)
2. G00 опускает до установленной точки R
3. G01 опускает до точки Z дна отверстия
4. G01 поднимает до точки R
5. G00 поднимает до начальной точки (G98) или до точки R формулы (G99)
Комантарий:
1. Перед выполнением команды G85, сначала необходимо кодом М запустить сверло
2. Если код М и G85 установлены в одном Block, то код М может только один раз выполнится в данном Block
3. Если установлено количество раз К, то код М тоже может быть выполнен только при первом сверлении отверстия, остальные отверстия не выполняются.
Ограничение:
1. Перед тем как ось сверления отверстия будем изменена, сначала необходимо отменить Canned Cycle.
2. Если в Block не содержится команды о перемещении по любой из осей (X, Y, Z), то сверление отверстия не выполняется.
3. R может только при выполнении сверления быть установлена в Block, если в Block сверление не проводится, то она не может быть установлена.
4. Группа 01 кода G и G85 не могут быть установлены в одном Block, в противном случае G85 Canned Cycle произведет отмену.
5. В Canned Cycle, дополнения и исправления к радиусу резака (G41/G42/G40) игнорируются.
Пример формулы:
F1000. S500;
G90;
G00 X0. Y0. Z10.; // перемещение начальной точки
G17;
M03; // запуск вращения сверла в положительном направлении
G90 G99;
// установка точки R, точки Z и координаты отверстия 1
G85 X5. Y5. Z-10. R-5.;
X15.; // отверстие 2
Y15.; // отверстие 3
G98 X5.; // отверстие 4, утановлен возврат к начальной точке
G80;
M05; // остановка сверла
M02;
Пример формулы
F1000. S500;
G90;
G00 X0. Y0. Z10.; // перемещение до начальной точки
G17;
M03; // запуск скерла в положительном направлении
G90 G99;
// установка точки R, точки Z и координату отверстия 1
G86 X5. Y5. Z-10. R-5.;
X15.; // отверстие 2
Y15.; // отверстие 3
G98 X5.; // отверстие 4, установклен возврат к начальной точке
G80;
M05; // остановка сверла
M02;
M06: Замена сверла
Команда M06 выполняет замену сверла. Данная команда не включает выбора сверла, поэтому необходимо использовать совместно с функцией T.
M08/M09: Открытие/закрытие подачи охлаждающей жидкости
Команда M08 приводит к открытию подачи охлаждающей жидкости, команда M09 приводит к закрытию подачи охлаждающей жидкости.
M30: Конец формулы
Команда M30 выражает, что данная формула дошла до конца, формула выполняется до команды М30, затем останавливает работу, потом возвращается до самого начала формулы.
Пояснения к команде кода G
Таблица команд кода G
| Пункт | Наименование функций | Примечание | Пункт | Наименование функций | Примечание | |
| G00 | Прямолинейное скоростное позиционирование | Модальный | G65 | Вызов единичной макроформулы | ※ | |
| G01 | Интерполяция прямой линии, рабочая подача | Модальный | G66 | Вызов макроформулы модели | ※ | |
| G02 | Интерполяция дуги (по часовой стрелке) | Модальный | G67 | Отмена вызова макроформулы модели | ※ | |
| G03 | Интерполяция дуги (против часовой стрелки) | Модальный | G68 | Начало координаты вращения | ||
| G04 | Установка времени временной остановки | G69 | Отмена координаты вращения | |||
| G09 | Контроль остановки | G70 | Единицы обработки дюймовой системы мер | |||
| G10 | Ввод данных формулой | G71 | Единицы обработки метрической системы мер | |||
| G15 | Отмена интерполяции координаты наивысшей точки | G73 | Высокоскоростной цикл сверления типа насечки | |||
| G16 | Интерполяции координаты наивысшей точки | G74 | Цикл нарезки левосторонней резьбы | |||
| G17 | Установка рабочей поверхности X-Y | G76 | Цикл тонкого растачивания | |||
| G18 | Установка рабочей поверхности Z-X | G80 | Отмена цикла | |||
| G19 | Установка рабочей поверхности Y-Z | G81 | Цикл сверления отверстия | |||
| G28 | Возврат контрольной точки | G82 | Временная остановка на дне отверстия при цикле сверления | |||
| G29 | Возврат с контрольной точки | G83 | Цикл при насечковом типе сверления | |||
| G30 | Произвольный возврат контрольной точки | G84 | Цикл нарезки резьбы | |||
| G31 | Команда перехода управления | G85 | Цикл сверления отверстия | |||
| G33 | Нарезка резьбы | G86 | Цикл высокоскоростного сверления отверстий | |||
| G40 | Отмена дополнения радиуса резака | G87 | Цикл тонкой растачки задней поверхности | |||
| G41 | Левое дополнение радиуса резака | Модальный | G88 | Полуавтоматический цикл тонкой растачки | ||
| G42 | Правое дополнение радиуса резака | Модальный | G89 | Временная остановка на дне отверстия при цикле растачки | ||
| G43 | Прямое дополнение длины радиуса резака | Модальный | G90 | Метод ввода абсолютного местоположения | ||
| G44 | Отрицательное дополнение длины радиуса резака | Модальный | G91 | Метод ввода относительного местоположения | ||
| G49 | Отмена дополнения длины резака | G92 | Установка системы координат абсолютной нулевой точки | |||
| G50 | Начало маштабирования | G94 | Подача каждую минуту (мм/мин.мин.) | |||
| G51 | Отмена масштабирования | G95 | Подача на каждый оборот (мм/мин.об.)(mm/minrev.) | |||
| G50.1 | Без эфекта зеркального отражения | G96 | Линейная скорость резки на поверхност | |||
| G51.1 | С эффектом зеркального отражения | G97 | Отмена линейной скорости резки на поверхност | |||
| G52 | Установка системы координат позиции | G98 | Возврат до исходной точки | |||
| G53 | Установка системы координат механизма | G99 | Возврат до точки R | |||
| G54 | Установка рабочей системы координат | G134 | Цикл отверстий по окружности | |||
| G59 | Установка рабочей системы координат | G135 | Цикл угловых отверстий по прямой линии | |||
| G61 | Контроль подтверждения остановки | G136 | Цикл отверстий по дуге | |||
| Пункт | Наименование функций | Примечание | Пункт | Наименование функций | Примечание | |
| G64 | Резка модели | G137.1 | Цикл отверстий в шахматном порядке | |||
| G68 | Система вращения координат | G73.20 | Цикл высокоскоростного сверления типа насечки ZX | ※ | ||
| G73.10 | Цикл высокоскоростного сверления типа насечки XY | G74.20 | Цикл левого нарезного зуба ZX | ※ | ||
| G74.10 | Цикл левого нарезного зуба XY | G81.20 | Цикл сверления отверстия ZX | ※ | ||
| G76.10 | Цикл тонкого сверления отверстия XY | G261 | Прямолинейный тип | |||
| G80.10 | Отмена цикла XY | G262 | Решетчатый тип | |||
| G81.10 | Цикл сверления отверстия XY | G263 | Квадратный тип | |||
| G82.10 | Временная остановка на дне отверстия при цикле сверления XY | G264 | Круглый тип | |||
| G83.10 | Цикл при насечковом типе сверления XY | G265 | Цельнокруглый тип | |||
| G84.10 | Цикл нарезки резьбы XY | G270 | Фрезерование круга XY | |||
| G85.10 | Цикл расточки отверстия XY | G271 | Фезерование квадрата XY | |||
| G86.10 | Цикл высокоскоростной расточки отверстий XY | G272 | Фрезерование овала XY | |||
| G87.10 | Цикл тонкой растачки задней поверхности XY | G273 | Фрезерование круга ZX | |||
| G88.10 | Полуавтоматический цикл тонкой растачки XY | G274 | Фрезерование квадрата ZX | |||
| G89.10 | Временная остановка на дне отверстия при цикле растачки XY | G275 | Фрезерование овала ZX | |||
| G283 | Торецевое фрезерование круглого типа ZX | G280 | Фрезерование круга XY | |||
| G284 | Торецевое фрезерование квадратного типа ZX | G281 | Фрезерование квадрата XY | |||
| G285 | Торецевое фрезерование овального типа ZX | G282 | Фрезерование овала XY | |||
| G290 | Лобововое фрезерование XY в обоих направлениях X | G296 | Лобововое фрезерование ZX в обоих направлениях Y | |||
| G291 | Лобововое фрезерование XY в одном направлении X | G297 | Лобововое фрезерование ZX в одном направлении Y | |||
| G292 | Лобововое фрезерование XY в обоих направлениях Y | G300 | Торцевое многостороннее фрезерование плоскости XY | |||
| G293 | Лобововое фрезерование XY в одном направлении Y | G301 | Вызывающая подпрограмма (плоскость XY) | |||
| G294 | Лобововое фрезерование ZX в обоих направлениях X | G302 | Фрезерование квадрата XY | |||
| G295 | Лобововое фрезерование ZX в одном направлении X | G304 | Торцевое многостороннее фрезерование плоскости XZ | |||
| G305 | Вызыв подпрограммы (плосткость XZ) | |||||
| G306 | Фрезерование квадрата XZ | |||||
※ Применяется международный общеупотребимый ARIX MX5 код G стандарта RS274D, имеет одно отличие от стандарта FANUC 0M: G70, G71 (дюймовая/метрическая системы) G20, G21
※ Если есть необходимость совместить с FANUC, можно произвести установки технологических параметров.
Пояснение команды кода G
G00:Прямолинейное скоростное позиционирование (регулировка положения)
Форма команды:
G00 XYZ;
X,Y,Z: установка координатных точек
Пояснение:
Максимально короткое расстояние по каждой оси в состоянии «без обработки», совершается быстро до установленной точки X,Y,Z - координат конечной точки,G90/G91 устанавливает абсолютную или относительную величину.
<Примечание>: способ перемещения можно установить техническими параметрами № 411 (0: линейное свойство, 1: движение по каждой оси на максимальной скорости)
Пример рисунком:
 | |||
| |||
Рисунок 8.1
Пояснение формулы:
1. Способ 1 (абсолютное значение): G90 G00 X90.0 Y40.0
//Разница значений установленной точки и нулевой точки формулы, производится прямолинейная резка до установленной точки.
2. Способ 2 (значение приращения): G91 G00 X70.0 Y20.0;
//Разница значений установленной точки и начальной точки, производится прямолинейная резка до установленной точки.
|
|
|

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!