Источники тепловыделения
Экспериментально доказано, что при резании конструкционных материалов более 99,5 % работы резания превращается в тепло. В зоне стружкообразования можно выделить зоны, в которых в результате контактного взаимодействия и деформаций обрабатываемого материала происходит генерирование теплоты. Таких зон четыре.
Почти вся механическая работа, затраченная на пластическую деформацию и разрушение металла в процессе стружкообразования, составляет первый источник выделения теплоты Q1. Область генерирования этой теплоты охватывает зону наибольших пластических деформаций, т.е. плоскость скалывания.
Работа сил трения на передней поверхности лезвия резца является вторым источником выделения теплоты Q2. Область генерирования этой теплоты - контактирующие друг с другом прирезцовая поверхность стружки и передняя поверхность лезвия инструмента.
Работа сил трения по задней поверхности лезвия инструмента является третьим источником теплоты Q3, выделяющейся при резании.
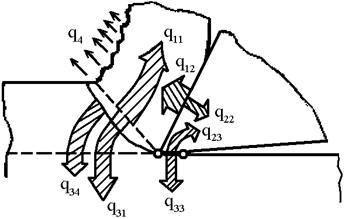
Рис. 11.1. Источники теплообразования
Ql - в плоскости скалывания,
Q2 - на передней поверхности лезвия,
Q3 - на задней поверхности лезвия,
Q4 - впереди плоскости скалывания
Работа, затраченная на пластическую деформацию металла перед плоскостью скалывания, является четвертым источником теплоты Q4.
Отвод тепла из зоны резания
Образовавшееся тепло распространяется из очагов теплообразования к более холодным областям, перераспределяясь между стружкой, деталью, инструментом и окружающей средой. При этом устанавливаются следующие тепловые потоки.
Большая часть выделяющейся в плоскости скалывания теплоты Q1 и часть выделяющейся на передней поверхности теплоты Q2 идет на нагрев стружки и уносится ею из зоны резания. Эта часть отводимой теплоты обозначается q1.
Часть теплоты, выделяющейся на передней Q2 и на задней Q3 поверхностях, нагревает материал режущей части инструмента и постепенно распространяется по всей массе его корпуса. Резец является проводником второго потока отводимой теплоты q2.
Часть выделяющейся в плоскости скалывания теплоты Q1, некоторая часть теплоты Q4 и часть теплоты, выделяющейся на задней поверхности лезвия инструмента Q3, проникает в металл обрабатываемой заготовки и нагревает ее. Эта отводимая теплота обозначается q3.
Часть общего количества теплоты отводится из зоны резания в окружающую среду. При резании всухую эта теплота q4 отводится в окружающую воздушную среду излучением. Если работа ведется с поливом зоны резания струей охлаждающей жидкости, то кроме излучения часть теплоты q4 отводится за счет нагрева и парообразования охлаждающей жидкости.
Рис. 11.2. Тепловые потоки в процессе резания
ql - в стружку,
q2 - в резец,
q3 - в заготовку,
q4 - в окружающую среду.
Тепловой баланс
Под тепловым балансом резания понимается равенство теплоты, выделяющейся в зоне резания, и теплоты, удаляемой из нее за тот же промежуток времени. Таким образом, при резании должно иметь место равенство приходной и расходной частей:
Q1+Q2+Q3+Q4= q1+q2+q3+q4 (11.1)
Выражение 11.1 называется уравнением теплового баланса. Изменение условий резания приводит к изменению соотношения составляющих приходной и расходной частей уравнения теплового баланса.
Распределение тепла между стружкой, деталью и инструментом зависит главным образом от теплофизических свойств материалов и скорости резания. Чем выше теплопроводность обрабатываемого материала, тем больше тепла переходит в стружку при одной и той же скорости резания.
При обработке стали в стружку переходит от 60 до 85 % общего количества тепла, в деталь - 20-30 %, в инструмент - 1-4 %. Малое количество тепла, отводимого в инструмент, объясняется сравнительно низкой теплопроводностью инструментальных материалов. При обработке хрупких материалов в стружку и инструмент переходит меньше тепла, чем при обработке пластичных материалов, что объясняется элементным характером стружки и отсутствием ее постоянного контакта с передней поверхностью. С увеличением скорости резания увеличивается доля тепла, отводимого в стружку, и уменьшаются потоки тепла в деталь и в инструмент. Это вызвано изменением соотношения между скоростью резания и скоростью теплопередачи из зоны деформации. С увеличением скорости резания режущий инструмент все быстрее пересекает тепловой поток из зоны деформации, тепло не успевает переходить в деталь и большая его часть уносится со стружкой. Кроме того, увеличение скорости резания приводит к уменьшению площадки контакта инструмента со стружкой, поэтому доля тепла, переходящего в инструмент со стороны передней поверхности, уменьшается. Однако средняя температура на передней поверхности инструмента всегда выше, чем средняя температура стружки. Теплота, отводимая в окружающую среду, занимает относительно остальных составляющих второе место в расходной части баланса, но её значимость уменьшается с возрастанием скорости резания. Так, достигая при низких скоростях резания в среднем 24% общего количества теплоты, удельное значение её уменьшается при средних скоростях до 12,5 %, а при скоростях свыше 250 м/мин - до 9 %.
Температура резания
Значение температуры в разных точках площадок контакта инструмента со стружкой и заготовкой неодинаковы. На передней поверхности максимальная температура (температура резания) соответствует точке, лежащей примерно на половине ширины площадки контакта. Распределение температур во всех точках рассматриваемого участка стружки или инструмента принято называть температурным полем. При работе с постоянными режимами после некоторого времени резания устанавливается постоянство температур отдельных точек, и такое температурное поле называется стационарным.