В общем виде для сверл из инструментальных сталей
Pо = C P D ZP s YP K P, (9.10)
M = C M D ZМ s YМ K M, (9.11)
где С P и С M - коэффициенты, характеризующие материал и условия его обработки; D - диаметр сверла в мм; s - подача в мм/об; YP; YМ; ZP; ZМ - показатели степени; К Р; К М - общие поправочные коэффициенты на измененные условия обработки.
Силы резания и моменты при фрезеровании
Для прямозубой цилиндрической фрезы суммарную равнодействующую силу R сопротивления срезаемого слоя можно разложить на следующие силы: касательную Рz и радиальную Рy или горизонтальную Рн и вертикальную Pv (рис.9.9).
Касательная (окружная) сила Рz создает момент сопротивления резанию
 (9.12)
(9.12)
и изгибает оправку.
Рис. 9.9. Силы, действующие на цилиндрическую фрезу с прямым зубом
Момент сопротивления М должен быть преодолен вращающим (крутящим) моментом, развиваемым электродвигателем станка. Таким образом, по силе Рz рассчитывается механизм главного движения станка и мощность электродвигателя, необходимая для резания.
Радиальная сила Ру оказывает давление на подшипники шпинделя станка и изгибает оправку. Следовательно, оправка фрезы работает на изгиб от двух сил: Рz и Рy или от их равнодействующей R. Кроме изгиба, оправка испытывает и деформации кручения от момента сопротивления резанию, а потому полный расчет оправки производится на сложное сопротивление.
По горизонтальной силе Рн (силе подачи) производится расчет механизма подачи станка, силы закрепления заготовки и деталей приспособления. Сила Pv прижимает фрезу к заготовке. Сила реакции P ’ v, действующая на заготовку, направлена вверх. В этом случае она является силой, стремящейся поднять стол. При попутном фрезеровании, наоборот, сила Ру будет отжимать фрезу от заготовки, а сила P ’ v - прижимать заготовку к столу, а стол - к направляющим станины.
При фрезеровании фрезой с винтовым зубом, кроме сил Pz , Рн и Pv будет действовать осевая сила P o (рис.9.10, а), направление которой зависит от направления винтовой канавки фрезы, имеющей угол наклона w.
Из схемы на рис. 9.10, б следует, что
Р o = Рz tgw (9.13)
Однако вдоль зуба действует сила трения Т (рис. 9.10, в), уменьшающая силу Р o, а потому сила
Р o= Рz tgw (9.14)
Рис 9.10. Силы, действующие на цилиндрическую фрезу с винтовым зубом
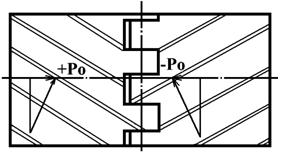
В зависимости от направления винтовой канавки фрезы осевая сила Р o или сдвигает фрезу от оправки, или прижимает ее к буртику шпинделя (последнее будет благоприятно). Сила Р o действует также на крепежные приспособления, ходовой винт поперечной подачи станка и его направляющие. Для ликвидации осевой силы применяют набор фрез с различным направлением винтовой канавки (рис.9.11).
Рис. 9.11. Набор фрез с различным направлением винтовой канавки
Работа и мощность резания
Минутная работа Е, затрачиваемая на резание, состоит из трех составляющих: минутной работы деформирования срезаемого слоя Ed, минутной работы трения на передней поверхности Erf и минутной работы трения на задней поверхности Eff, т.е.
Е = Ed + Erf + Eff (9.15)
Силы, действующие на задней поверхности, в стружкообразовании не участвуют, поэтому сумму можно назвать минутной работой стружкообразования Е с.
Удельные работы равны минутным работам, деленным на объем слоя, срезаемого за минуту, равный произведению abv.
Тогда
е = ed + erf + eff (9.16)
Сумму ed + erf называют удельной работой стружкообразования. Если известна составляющая силы резания Рz, совпадающая по направлению с вектором скорости резания, то работа резания
Е = Рz v (9.17)
Удельная работа резания
 (9.18)
(9.18)
Работа деформирования срезаемого слоя есть работа сдвига на условной плоскости сдвига
Ed = P t v t. (9.19)
Для определения работы резания и ее составляющих необходимо экспериментально определить коэффициент усадки стружки, по которому находится угол сдвига b или относительный сдвиг e, а также измерить составляющие силы Рz и Рх, по которым определяется угол действия.
Работа деформирования составляет главную часть работы резания и стружкообразования. Работа трения на поверхности в среднем не превышает 30-35 %, а работа трения на задней поверхности 5-10 % работы резания. При обработке материалов, склонных к наростообразованию, изменение работы резания при увеличении скорости следует такому же закону, как и изменение коэффициента усадки стружки.
Работа резания определяет мощность, затраченную станком на выполнение данной операции, поэтому непосредственно влияет на затраты электроэнергии, а следовательно, и на себестоимость обработки.
Для ориентировочного расчета силы резания и потребляемой мощности используется понятие так называемой удельной силы резания р, т.е. силы, приходящейся на 1 м2 площади f срезаемого слоя.
Рz = pf = pab (9.20)
Для сталей p =2 × 107
Тогда мощность резания будет равна
 , (9.21)
, (9.21)
где v - скорость резания, м/мин.
Глава 10
Вибрации в процессе резания
1. Природа колебательных процессов в резании
Рассмотренные ранее физические явления, характерные для процесса резания, наблюдались в стационарных условиях или при условиях, близких к стационарным. Однако реальный процесс резания, как совокупность процессов деформации, трения и разрушения, характеризуется наличием колебательных явлений. Эти явления проявляются в колебательном движении режущего инструмента и заготовки, в циклическом изменении силовой и тепловой нагрузок на режущую кромку, в формировании периодического профиля обработанной поверхности, наличии характерного звука при резании и т.д. Частоты и амплитуды этих колебаний зависят от конкретных условий резания, поэтому не всегда колебания в системе СПИД заметны по их внешнему проявлению (свисту, следам на обработанной поверхности и т.п.). Тем не менее, колебания в процессе резания существуют всегда, а возможность их регистрации зависит от разрешающей способности измерительных приборов и методов измерения. Колебания влияют на интенсивность износа и прочность режущего инструмента, на точность и шероховатость обработанных поверхностей. В одних случаях из-за появления интенсивной вибрации обработка становится невозможной, в других случаях наложение колебаний положительно сказывается на выходных характеристиках процесса резания.
Вибрации, наблюдаемые в процессе резания, подразделяют на вынужденные и самовозбуждающиеся автоколебания. Причины вынужденных колебаний могут быть следующими: а) прерывистый характер процесса резания; б) дисбаланс вращающихся частей; в) погрешности зубчатых передач и пульсация жидкости в гидросистеме станка; г) передача вибраций через фундамент от других станков. Для всех указанных случаев характерно наличие периодически действующей на систему СПИД возмущающей силы. Устранение этих вибраций обычно не представляет трудностей - необходимо определить и ликвидировать источник периодической силы.
Значительно сложнее природа самовозбуждающейся вибрации, которая может возникнуть и при отсутствии видимых внешних причин. При автоколебаниях переменная сила, их поддерживающая, создается и управляется самими колебаниями. Частоты этих колебаний определяются жесткостями и массами элементов системы СПИД, а амплитуды зависят от величины энергии, поддерживающей колебания, и энергии, рассеиваемой в системе.
Существует несколько различных гипотез о природе автоколебаний в процессе резания. Н.А. Дроздов показал, что первичные колебания, возникающие из-за неравномерности сил резания и трения, оставляют волны на обработанной поверхности, а при следующем обороте заготовки резец, траектория вершины которого сдвинута по фазе на некоторый угол по отношению к предыдущему проходу, срезает слой переменной толщины.
А.И. Каширин выдвинул гипотезу о том, что вибрации начинаются в таком диапазоне скоростей резания, в котором наблюдается уменьшение радиальной составляющей силы Р у (или силы трения на передней поверхности) при изменении скорости резания. А.И. Соколовский экспериментально доказал, что причиной, поддерживающей автоколебания, является переменная величина радиальной силы Р у при периодическом сближении и удалении детали и инструмента. При врезании режущая кромка срезает слабо деформированные слои металла, а при отходе она срезает слои металла с повышенной твёрдостью, прилегающие к стружке. Кроме того, на величину силы Р у влияет инерционность установления деформированного состояния срезаемого слоя и изменение фактических значений переднего и заднего углов.
Наиболее полное экспериментальное подтверждение получила гипотеза, согласно которой первичным источником энергии возбуждения автоколебаний является запаздывание изменения силы резания при изменении толщины срезаемого слоя. При стационарном процессе резания имеет место равновесие внешних и внутренних сил, действующих на стружку. Определенной величине этих сил соответствует определенная ширина площадки контакта на передней поверхности, и в том числе определенная ширина участка пластического контакта, в пределах которого формируется заторможенная зона обрабатываемого материала. Формирование заторможенной зоны и установление соответствующей ширины площадки контакта происходит в результате пластических деформаций в этой зоне, и, следовательно, для установления равновесия сил требуется определенное время.
Как только автоколебательная система выведена из равновесия, мгновенная толщина срезаемого слоя непрерывно и периодически изменяется, в результате чего установление равновесного состояния заторможенной зоны и ширины площадки контакта не поспевает за изменением толщины срезаемого слоя. При увеличении толщины срезаемого слоя ширина площадки контакта достигает несколько меньшей величины, а при уменьшении толщины срезаемого слоя - несколько большей величины по сравнению с той шириной контакта, которая была бы при резании с неизменной толщиной срезаемого слоя. Поскольку изменение ширины площадки контакта однозначно связано с изменением силы резания (при врезании инструмента в деталь толщина срезаемого слоя возрастает, а при отталкивании - уменьшается), то сила резания при врезании должна быть меньше, чем при отталкивании.
Развивая эту гипотезу, В.А. Кудинов ввел понятие о динамической характеристике резания, которая представляет собой зависимость изменения силы резания от вызвавшего это изменение относительного смещения детали и инструмента:
 , (10.1)
, (10.1)
где W p - характеристика резания; Р аga - сила резания, учитывающая изменение толщины среза а, переднего угла g и заднего угла a; у - относительное смещение заготовки и инструмента в направлении, перпендикулярном поверхности резания.
Сила резания отстает по фазе от изменения толщины срезаемого слоя. Применительно к автоколебаниям при резании это означает, что сила резания совершает работу, идущую на возбуждение колебаний.
Упругая система станка
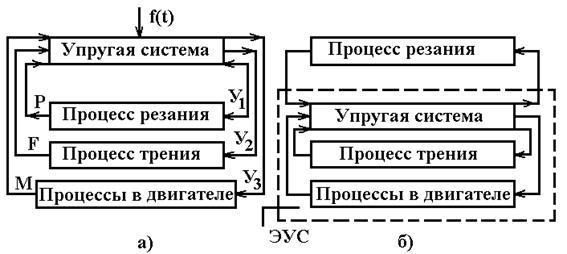
Основным исходным положением динамики станков является представление о замкнутости динамической системы станка. Эта замкнутость определяется взаимодействием элементов упругой системы (УС) станок-приспособление-инструмент-деталь (СПИД) с рабочими процессами, т.е. с процессами резания, трения, электромагнитными, гидродинамическими, тепловыми и т.п. (рис. 10.1, а).
Для анализа рабочих процессов пользуются разбиением замкнутой системы на эквивалентные элементы. В частности, для анализа динамики процесса резания эквивалентная упругая система ЭУС включает собственно упругую систему, процесс трения и процессы в двигателе (рис. 10.1, б).
Рис. 10.1. Схемы: а) замкнутой и б) одноконтурной динамической системы станка
Установлено, что частота колебаний мало зависит от режимов резания и геометрических параметров инструмента, а определяется в основном жесткостями и массами элементов системы СПИД. С увеличением жесткости и уменьшением массы частота колебаний увеличивается. Поэтому при увеличении вылета резца частота колебаний его режущей кромки уменьшается. Амплитуда колебаний зависит как от массы и жесткости колеблющегося элемента, так и от геометрии инструмента, режимов резания, физико-механических свойств обрабатываемого и инструментального материалов.
Система СПИД является многомассовой системой с большим числом степеней свободы. Поэтому в резании наблюдается очень широкий частотный спектр колебаний. Различают колебания низкочастотные, близкие по частоте к значениям собственных частот шпиндельной группы станка; и высокочастотные, по частоте близкие к собственным частотам колебаний инструмента. К первой группе относятся колебания с частотой 20-200 Гц, ко второй группе - 1000-4000 Гц. При использовании сборных инструментов с механически закрепляемыми режущими пластинами наблюдаются колебания с частотами 10 кГц и выше, близкими к собственным частотам колебаний режущих пластин и элементов их крепления. Наличие в резании широкого частотного спектра колебаний приводит к тому, что траектория реального относительного движения инструмента и детали является очень сложной. Поэтому при анализе колебательных явлений рассматривают колебания отдельных элементов системы СПИД в направлениях координатных осей Z, X и Y, совпадающих с направлениями составляющих сил резания.