Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
РЕЗАНИЕ МАТЕРИАЛОВ
Часть 2
Учебное пособие
(Издание 2-е дополненное и переработанное)
Допущено Учебно-методическим объединением вузов по образованию в области автоматизированного машиностроения (УМО АМ) в качестве учебного пособия для студентов высших учебных заведений, обучающихся по направлению подготовки бакалавров и магистров «Технология, оборудование и автоматизация машиностроительных производств» и направлению подготовки дипломированных специалистов «Конструкторско-технологическое обеспечение машиностроительных производств».
Учебное пособие «Резание материалов» является составной частью общего учебно-методического комплекса по данной дисциплине. Оно предназначено для студентов машиностроительных вузов по направлениям:
«Технология, оборудование и автоматизация машиностроительных производств» и «Конструкторско-технологическое обеспечение машиностроительных производств».
Часть 2 пособия логически продолжает и дополняет первую часть. В ней собран материал, отражающий современное представление по разделам науки о резании материалов, обозначены перспективы и пути развития этой дисциплины.
Учебное пособие построено по принципу структурирования предмета. Каждая глава посвящается одному из изучаемых разделов дисциплины.
Учебное пособие содержит список рекомендуемой литературы по курсу «Резание материалов» и список контрольных вопросов для подготовки к экзамену или зачету по дисциплине.
ã ЕТИ МГТУ «Станкин», 2017
| Оглавление | ||
| Введение | ||
| Глава 9. | Силы резания при точении, сверлении и фрезеровании | |
| Глава 10. | Вибрации в процессе резания | |
| Глава 11. | Тепловые явления в процессе резания | |
| Глава 12. | Износ и стойкость режущих инструментов | |
| Глава 13. | Качество поверхности деталей машин | |
| Глава 14. | Обзор принципиальных кинематических схем обработки | |
| Глава 15. | Режимы резания | |
| Глава 16. | Оптимизация режимов резания | |
| Глава 17. | Основные понятия теории планирования экспериментов. Математические модели при автоматизированном проектировании технологических процессов | |
| Глава 18. | Экономические критерии эффективности процесса резания | |
| Глава 19. | Абразивная обработка | |
| Глава 20. | Обработка резанием неметаллических материалов: дерева, пластмасс, стекла и керамики, камня | |
| Контрольные вопросы по курсу резания материалов | ||
| Библиографический список |
Введение
Настоящее учебное пособие состоит из двух частей и содержит основной теоретический материал по дисциплине «Резание материалов», изложенный в свете современных представлений о процессах обработки резанием.
Во вторую часть пособия вошли темы, посвященные силам резания, мощности и работе резания, природе вибраций в резании, тепловым явлениям, износу и стойкости режущих инструментов, способам достижения заданного качества обработанной поверхности, режимам резания и их оптимизации, экономическим критериям обработки материалов резанием, абразивной обработке и особенностям резания неметаллических материалов.
В основе изложения материала лежит принцип общей взаимной связи всех тем. С целью достижения наилучших производственных результатов в промышленном производстве необходимо взаимное применение знаний, изложенных в различных разделах учебного пособия. Они могут служить базисом для дальнейшего формирования умения у студентов самостоятельно разрабатывать технологические процессы обработки деталей в ходе изучения дисциплины «технология машиностроения».
Учебное пособие «Резание материалов. Часть 2» является неотъемлемой частью учебно-методического комплекса по дисциплине, состоящей из всех методических пособий, содержащих теоретический материал и учебного пособия для самостоятельной работы студентов и факультативных практических занятий. Указанные три пособия взаимно дополняют друг друга и помогают студентам, изучающим дисциплину, наиболее полно сформировать необходимые специалисту теоретические и практические знания и умения.
Учебное пособие может быть рекомендовано в качестве лекционного материала, а так же к самостоятельному изучению студентами.
Глава 9
Работа и мощность резания
Минутная работа Е, затрачиваемая на резание, состоит из трех составляющих: минутной работы деформирования срезаемого слоя Ed, минутной работы трения на передней поверхности Erf и минутной работы трения на задней поверхности Eff, т.е.
Е = Ed + Erf + Eff (9.15)
Силы, действующие на задней поверхности, в стружкообразовании не участвуют, поэтому сумму можно назвать минутной работой стружкообразования Е с.
Удельные работы равны минутным работам, деленным на объем слоя, срезаемого за минуту, равный произведению abv.
Тогда
е = ed + erf + eff (9.16)
Сумму ed + erf называют удельной работой стружкообразования. Если известна составляющая силы резания Рz, совпадающая по направлению с вектором скорости резания, то работа резания
Е = Рz v (9.17)
Удельная работа резания
 (9.18)
(9.18)
Работа деформирования срезаемого слоя есть работа сдвига на условной плоскости сдвига
Ed = P t v t. (9.19)
Для определения работы резания и ее составляющих необходимо экспериментально определить коэффициент усадки стружки, по которому находится угол сдвига b или относительный сдвиг e, а также измерить составляющие силы Рz и Рх, по которым определяется угол действия.
Работа деформирования составляет главную часть работы резания и стружкообразования. Работа трения на поверхности в среднем не превышает 30-35 %, а работа трения на задней поверхности 5-10 % работы резания. При обработке материалов, склонных к наростообразованию, изменение работы резания при увеличении скорости следует такому же закону, как и изменение коэффициента усадки стружки.
Работа резания определяет мощность, затраченную станком на выполнение данной операции, поэтому непосредственно влияет на затраты электроэнергии, а следовательно, и на себестоимость обработки.
Для ориентировочного расчета силы резания и потребляемой мощности используется понятие так называемой удельной силы резания р, т.е. силы, приходящейся на 1 м2 площади f срезаемого слоя.
Рz = pf = pab (9.20)
Для сталей p =2 × 107
Тогда мощность резания будет равна
 , (9.21)
, (9.21)
где v - скорость резания, м/мин.
Глава 10
Вибрации в процессе резания
1. Природа колебательных процессов в резании
Рассмотренные ранее физические явления, характерные для процесса резания, наблюдались в стационарных условиях или при условиях, близких к стационарным. Однако реальный процесс резания, как совокупность процессов деформации, трения и разрушения, характеризуется наличием колебательных явлений. Эти явления проявляются в колебательном движении режущего инструмента и заготовки, в циклическом изменении силовой и тепловой нагрузок на режущую кромку, в формировании периодического профиля обработанной поверхности, наличии характерного звука при резании и т.д. Частоты и амплитуды этих колебаний зависят от конкретных условий резания, поэтому не всегда колебания в системе СПИД заметны по их внешнему проявлению (свисту, следам на обработанной поверхности и т.п.). Тем не менее, колебания в процессе резания существуют всегда, а возможность их регистрации зависит от разрешающей способности измерительных приборов и методов измерения. Колебания влияют на интенсивность износа и прочность режущего инструмента, на точность и шероховатость обработанных поверхностей. В одних случаях из-за появления интенсивной вибрации обработка становится невозможной, в других случаях наложение колебаний положительно сказывается на выходных характеристиках процесса резания.
Вибрации, наблюдаемые в процессе резания, подразделяют на вынужденные и самовозбуждающиеся автоколебания. Причины вынужденных колебаний могут быть следующими: а) прерывистый характер процесса резания; б) дисбаланс вращающихся частей; в) погрешности зубчатых передач и пульсация жидкости в гидросистеме станка; г) передача вибраций через фундамент от других станков. Для всех указанных случаев характерно наличие периодически действующей на систему СПИД возмущающей силы. Устранение этих вибраций обычно не представляет трудностей - необходимо определить и ликвидировать источник периодической силы.
Значительно сложнее природа самовозбуждающейся вибрации, которая может возникнуть и при отсутствии видимых внешних причин. При автоколебаниях переменная сила, их поддерживающая, создается и управляется самими колебаниями. Частоты этих колебаний определяются жесткостями и массами элементов системы СПИД, а амплитуды зависят от величины энергии, поддерживающей колебания, и энергии, рассеиваемой в системе.
Существует несколько различных гипотез о природе автоколебаний в процессе резания. Н.А. Дроздов показал, что первичные колебания, возникающие из-за неравномерности сил резания и трения, оставляют волны на обработанной поверхности, а при следующем обороте заготовки резец, траектория вершины которого сдвинута по фазе на некоторый угол по отношению к предыдущему проходу, срезает слой переменной толщины.
А.И. Каширин выдвинул гипотезу о том, что вибрации начинаются в таком диапазоне скоростей резания, в котором наблюдается уменьшение радиальной составляющей силы Р у (или силы трения на передней поверхности) при изменении скорости резания. А.И. Соколовский экспериментально доказал, что причиной, поддерживающей автоколебания, является переменная величина радиальной силы Р у при периодическом сближении и удалении детали и инструмента. При врезании режущая кромка срезает слабо деформированные слои металла, а при отходе она срезает слои металла с повышенной твёрдостью, прилегающие к стружке. Кроме того, на величину силы Р у влияет инерционность установления деформированного состояния срезаемого слоя и изменение фактических значений переднего и заднего углов.
Наиболее полное экспериментальное подтверждение получила гипотеза, согласно которой первичным источником энергии возбуждения автоколебаний является запаздывание изменения силы резания при изменении толщины срезаемого слоя. При стационарном процессе резания имеет место равновесие внешних и внутренних сил, действующих на стружку. Определенной величине этих сил соответствует определенная ширина площадки контакта на передней поверхности, и в том числе определенная ширина участка пластического контакта, в пределах которого формируется заторможенная зона обрабатываемого материала. Формирование заторможенной зоны и установление соответствующей ширины площадки контакта происходит в результате пластических деформаций в этой зоне, и, следовательно, для установления равновесия сил требуется определенное время.
Как только автоколебательная система выведена из равновесия, мгновенная толщина срезаемого слоя непрерывно и периодически изменяется, в результате чего установление равновесного состояния заторможенной зоны и ширины площадки контакта не поспевает за изменением толщины срезаемого слоя. При увеличении толщины срезаемого слоя ширина площадки контакта достигает несколько меньшей величины, а при уменьшении толщины срезаемого слоя - несколько большей величины по сравнению с той шириной контакта, которая была бы при резании с неизменной толщиной срезаемого слоя. Поскольку изменение ширины площадки контакта однозначно связано с изменением силы резания (при врезании инструмента в деталь толщина срезаемого слоя возрастает, а при отталкивании - уменьшается), то сила резания при врезании должна быть меньше, чем при отталкивании.
Развивая эту гипотезу, В.А. Кудинов ввел понятие о динамической характеристике резания, которая представляет собой зависимость изменения силы резания от вызвавшего это изменение относительного смещения детали и инструмента:
 , (10.1)
, (10.1)
где W p - характеристика резания; Р аga - сила резания, учитывающая изменение толщины среза а, переднего угла g и заднего угла a; у - относительное смещение заготовки и инструмента в направлении, перпендикулярном поверхности резания.
Сила резания отстает по фазе от изменения толщины срезаемого слоя. Применительно к автоколебаниям при резании это означает, что сила резания совершает работу, идущую на возбуждение колебаний.
Упругая система станка
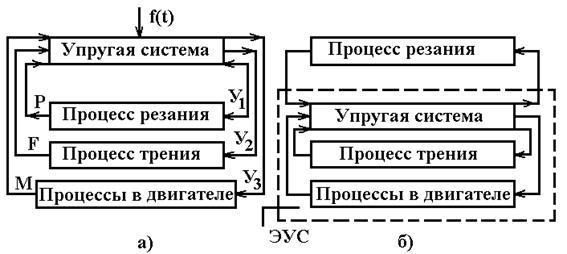
Основным исходным положением динамики станков является представление о замкнутости динамической системы станка. Эта замкнутость определяется взаимодействием элементов упругой системы (УС) станок-приспособление-инструмент-деталь (СПИД) с рабочими процессами, т.е. с процессами резания, трения, электромагнитными, гидродинамическими, тепловыми и т.п. (рис. 10.1, а).
Для анализа рабочих процессов пользуются разбиением замкнутой системы на эквивалентные элементы. В частности, для анализа динамики процесса резания эквивалентная упругая система ЭУС включает собственно упругую систему, процесс трения и процессы в двигателе (рис. 10.1, б).
|
Рис. 10.1. Схемы: а) замкнутой и б) одноконтурной динамической системы станка
Установлено, что частота колебаний мало зависит от режимов резания и геометрических параметров инструмента, а определяется в основном жесткостями и массами элементов системы СПИД. С увеличением жесткости и уменьшением массы частота колебаний увеличивается. Поэтому при увеличении вылета резца частота колебаний его режущей кромки уменьшается. Амплитуда колебаний зависит как от массы и жесткости колеблющегося элемента, так и от геометрии инструмента, режимов резания, физико-механических свойств обрабатываемого и инструментального материалов.
Система СПИД является многомассовой системой с большим числом степеней свободы. Поэтому в резании наблюдается очень широкий частотный спектр колебаний. Различают колебания низкочастотные, близкие по частоте к значениям собственных частот шпиндельной группы станка; и высокочастотные, по частоте близкие к собственным частотам колебаний инструмента. К первой группе относятся колебания с частотой 20-200 Гц, ко второй группе - 1000-4000 Гц. При использовании сборных инструментов с механически закрепляемыми режущими пластинами наблюдаются колебания с частотами 10 кГц и выше, близкими к собственным частотам колебаний режущих пластин и элементов их крепления. Наличие в резании широкого частотного спектра колебаний приводит к тому, что траектория реального относительного движения инструмента и детали является очень сложной. Поэтому при анализе колебательных явлений рассматривают колебания отдельных элементов системы СПИД в направлениях координатных осей Z, X и Y, совпадающих с направлениями составляющих сил резания.
Источники тепловыделения
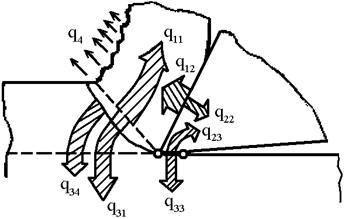
Экспериментально доказано, что при резании конструкционных материалов более 99,5 % работы резания превращается в тепло. В зоне стружкообразования можно выделить зоны, в которых в результате контактного взаимодействия и деформаций обрабатываемого материала происходит генерирование теплоты. Таких зон четыре.
Почти вся механическая работа, затраченная на пластическую деформацию и разрушение металла в процессе стружкообразования, составляет первый источник выделения теплоты Q1. Область генерирования этой теплоты охватывает зону наибольших пластических деформаций, т.е. плоскость скалывания.
Работа сил трения на передней поверхности лезвия резца является вторым источником выделения теплоты Q2. Область генерирования этой теплоты - контактирующие друг с другом прирезцовая поверхность стружки и передняя поверхность лезвия инструмента.
Работа сил трения по задней поверхности лезвия инструмента является третьим источником теплоты Q3, выделяющейся при резании.
|
Рис. 11.1. Источники теплообразования
Ql - в плоскости скалывания,
Q2 - на передней поверхности лезвия,
Q3 - на задней поверхности лезвия,
Q4 - впереди плоскости скалывания
Работа, затраченная на пластическую деформацию металла перед плоскостью скалывания, является четвертым источником теплоты Q4.
Отвод тепла из зоны резания
Образовавшееся тепло распространяется из очагов теплообразования к более холодным областям, перераспределяясь между стружкой, деталью, инструментом и окружающей средой. При этом устанавливаются следующие тепловые потоки.
Большая часть выделяющейся в плоскости скалывания теплоты Q1 и часть выделяющейся на передней поверхности теплоты Q2 идет на нагрев стружки и уносится ею из зоны резания. Эта часть отводимой теплоты обозначается q1.
Часть теплоты, выделяющейся на передней Q2 и на задней Q3 поверхностях, нагревает материал режущей части инструмента и постепенно распространяется по всей массе его корпуса. Резец является проводником второго потока отводимой теплоты q2.
Часть выделяющейся в плоскости скалывания теплоты Q1, некоторая часть теплоты Q4 и часть теплоты, выделяющейся на задней поверхности лезвия инструмента Q3, проникает в металл обрабатываемой заготовки и нагревает ее. Эта отводимая теплота обозначается q3.
Часть общего количества теплоты отводится из зоны резания в окружающую среду. При резании всухую эта теплота q4 отводится в окружающую воздушную среду излучением. Если работа ведется с поливом зоны резания струей охлаждающей жидкости, то кроме излучения часть теплоты q4 отводится за счет нагрева и парообразования охлаждающей жидкости.
|
Рис. 11.2. Тепловые потоки в процессе резания
ql - в стружку,
q2 - в резец,
q3 - в заготовку,
q4 - в окружающую среду.
Тепловой баланс
Под тепловым балансом резания понимается равенство теплоты, выделяющейся в зоне резания, и теплоты, удаляемой из нее за тот же промежуток времени. Таким образом, при резании должно иметь место равенство приходной и расходной частей:
Q1+Q2+Q3+Q4= q1+q2+q3+q4 (11.1)
Выражение 11.1 называется уравнением теплового баланса. Изменение условий резания приводит к изменению соотношения составляющих приходной и расходной частей уравнения теплового баланса.
Распределение тепла между стружкой, деталью и инструментом зависит главным образом от теплофизических свойств материалов и скорости резания. Чем выше теплопроводность обрабатываемого материала, тем больше тепла переходит в стружку при одной и той же скорости резания.
При обработке стали в стружку переходит от 60 до 85 % общего количества тепла, в деталь - 20-30 %, в инструмент - 1-4 %. Малое количество тепла, отводимого в инструмент, объясняется сравнительно низкой теплопроводностью инструментальных материалов. При обработке хрупких материалов в стружку и инструмент переходит меньше тепла, чем при обработке пластичных материалов, что объясняется элементным характером стружки и отсутствием ее постоянного контакта с передней поверхностью. С увеличением скорости резания увеличивается доля тепла, отводимого в стружку, и уменьшаются потоки тепла в деталь и в инструмент. Это вызвано изменением соотношения между скоростью резания и скоростью теплопередачи из зоны деформации. С увеличением скорости резания режущий инструмент все быстрее пересекает тепловой поток из зоны деформации, тепло не успевает переходить в деталь и большая его часть уносится со стружкой. Кроме того, увеличение скорости резания приводит к уменьшению площадки контакта инструмента со стружкой, поэтому доля тепла, переходящего в инструмент со стороны передней поверхности, уменьшается. Однако средняя температура на передней поверхности инструмента всегда выше, чем средняя температура стружки. Теплота, отводимая в окружающую среду, занимает относительно остальных составляющих второе место в расходной части баланса, но её значимость уменьшается с возрастанием скорости резания. Так, достигая при низких скоростях резания в среднем 24% общего количества теплоты, удельное значение её уменьшается при средних скоростях до 12,5 %, а при скоростях свыше 250 м/мин - до 9 %.
Температура резания
Значение температуры в разных точках площадок контакта инструмента со стружкой и заготовкой неодинаковы. На передней поверхности максимальная температура (температура резания) соответствует точке, лежащей примерно на половине ширины площадки контакта. Распределение температур во всех точках рассматриваемого участка стружки или инструмента принято называть температурным полем. При работе с постоянными режимами после некоторого времени резания устанавливается постоянство температур отдельных точек, и такое температурное поле называется стационарным.
Рис. 11.8. Измерение температуры резания оптическим пирометром
Пирометр обладает большим быстродействием и малой инертностью, что позволяет регистрировать быстро изменяющиеся во времени процессы. К недостаткам пирометра следует отнести то, что он регистрирует только часть общего потока излучения из зоны резания. Фактически он улавливает только составляющую q4 и то не полностью, а лишь частично. Поэтому оценка температуры в зоне резания осуществляется путем пересчёта по температурным зависимостям, что не всегда приводит к достоверному результату.
Формы очагов износа
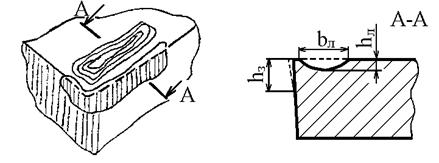
Износ по передней поверхности в виде лунки (рис. 12.1) образуется при обработке пластичных сталей с устойчивым наростом, защищающим режущую кромку. Чаще всего этот вид износа наблюдается при работе с большими сечениями среза, а также при завышенных скоростях резания. Лунка износа характеризуется шириной b л и глубиной h л, размеры которых увеличиваются с течением времени работы инструмента. Точка максимального износа на передней поверхности инструмента располагается на расстоянии половины площадки контакта инструмента со стружкой. Это соответствует максимальной температуре резания и максимальной адгезии в застойной зоне контакта. Между краем лунки и главной режущей кромкой существует ленточка f, которая постоянно сокращается по мере роста лунки.
Износ по задней поверхности (рис. 12.2) образуется в виде площадки на главной задней поверхности, выходящей на вершину и вспомогательную заднюю поверхность. Площадка часто имеет четко выраженный рельеф в виде зубчиков и неравномерную высоту h 3. В условиях окислительного износа максимальная высота площадки износа h ¢3 соответствует расстоянию от вершины, равному ширине среза. Износ в виде фаски на задней поверхности чаще всего образуется при обработке хрупких материалов, а также вязких сталей обладающих большим упругим последействием.
|
Рис. 12.1. Износ резца по передней поверхности
Износ по передней и задней поверхности (сбалансированный износ) (рис.12.3) имеет место при обработке сталей, обладающих истирающей способностью и склонностью к наклепу. В этом случае размеры лунки на передней поверхности и высота фаски на задней поверхности увеличиваются одновременно. Ширина ленточки f на передней поверхности постепенно уменьшается, при чрезмерно большой глубине лунки возникает опасность поломки режущей кромки.
|
Рис. 12.2. Износ резца по задней поверхности
Радиальный износ. С увеличением высоты фаски h 3 износа по задней поверхности фактическое положение вершины резца смещается от оси заготовки (рис. 12.4). Соответственно фактический диаметр обработанной поверхности становится больше расчетного. При чистовых операциях допустимое смещение вершины (радиальный износ) должно быть регламентировано по условиям точности обработки.
|
Рис. 12.3. Износ резца по передней и задней поверхностям
|
Рис. 12.4. Радиальный износ резца
Шероховатость поверхности
Прежде всего, величина микронеровностей влияет на условия трения, смазки и износа трущихся поверхностей. С точки зрения износостойкости при трении наилучшими являются условия гидродинамического трения, при которых трущиеся поверхности разделены слоем смазки. Слишком малая шероховатость не позволяет смазке удерживаться на поверхности, а при слишком высокой шероховатости масляные пленки разрываются выступающими неровностями.
Шероховатость поверхности оказывает влияние и на величину контактных деформаций поверхностей, коррозионную стойкость, герметичность и прочность соединений, концентрацию напряжений, усталостную прочность деталей, электросопротивление, магнитные, тепловые и другие свойства поверхностей.
При изучении шероховатости поверхности рассматривают расчетные и действительные микронеровности, которые можно определить геометрически с учетом следующих допущений: 1) обрабатываемый материал считается абсолютно недеформируемым; 2) система «станок-приспособление-инструмент-деталь» - абсолютно жесткой; 3) режущие кромки инструмента представляют собой геометрические линии.
Шероховатость поверхности это совокупность неровностей обработанной поверхности с относительно малыми шагами.
Шероховатость поверхности принято определять по ее профилю, который образуется в сечении этой поверхности плоскостью, перпендикулярной к нормальной поверхности. При этом профиль рассматривается на длине базовой линии, используемой для выделения неровностей и количественного определения их параметров.
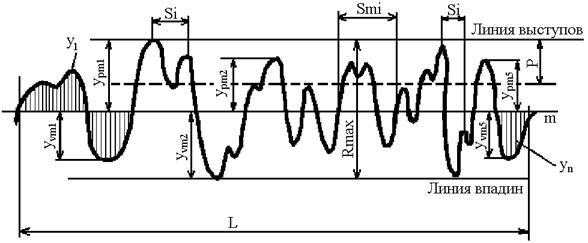
При стандартизации шероховатости поверхности за основу принята система отсчета, в которой в качестве базовой линии служит средняя линия профиля. Средняя линия профиля - это базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины L среднее квадратичное отклонение профиля до этой линии минимально.
Линия, эквидистантная средней линии и проходящая через высшую точку профиля в пределах базовой длины, называется линией выступов профиля. Линия, эквидистантная средней линии и проходящая через низшую точку профиля в пределах базовой длины, называется линией впадин профиля.
Шаг неровностей профиля - это длина отрезка средней линии профиля, содержащая выступ профиля и сопряженную с ним впадину профиля (рис. 13.3). Средний шаг неровностей профиля Sm - это среднее значение шага неровностей профиля по средней линии в пределах базовой длины.
|
Рис. 13.3.Шероховатость обработанной поверхности
Для оценки шероховатости поверхности в машиностроении получил большое распространение высотный критерий Rz. Высота неровности профиля по десяти точкам Rz представляет собой сумму средних абсолютных значений высот пяти наибольших выступов профиля и глубин наибольших впадин профиля в пределах базовой длины L, т.е.
 , (13.2)
, (13.2)
где Ypm i - высота i-го наибольшего выступа профиля;
Yvm i - глубина i-й наибольшей впадины профиля.
Столь же большое значение в машиностроении при оценке шероховатости поверхности имеет и критерий Ra. Среднее арифметическое отклонение Ra профиля - есть среднее арифметическое абсолютных значений отклонение профиля в пределах базовой длины L, т.е.
 (13.3)
(13.3)
или приближенно  , (13.4)
, (13.4)
где: Y - отклонение профиля, определяемое расстоянием между любой точкой профиля и средней линией; L - базовая длина; n - число выбранных точек на базовой длине.
На многие эксплуатационные свойства поверхности (износостойкость, контактную жесткость и др.) большое влияние оказывает фактическая поверхность соприкосновения детали с сопряженными деталями изделия. Эта величина с известным приближением может быть частично отражена критерием hр.
Опорная длина hр профиля определяется суммой длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии (рис.13.3).
Для сопоставления размеров опорных поверхностей, обработанных различными методами, удобно пользоваться понятием относительной опорной линии t p профиля, определяемой отношением опорной длины профиля к базовой длине, т.е.
t p = hр / L (13.4)
Относительная опорная длина t p профиля устанавливается на требуемом уровне сечения р профиля, который определяется расстоянием между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля; она выражается в процентах от Rmax.
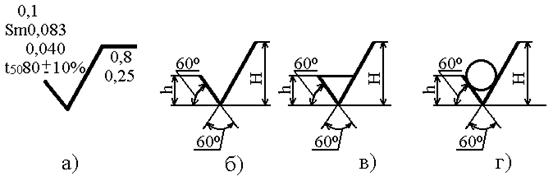
Для указания шероховатости поверхности на чертежах используют условные обозначения (рис.13.4 и 13.5).
|
Рис. 13.4. Обозначение шероховатости на машиностроительных чертежах
|
Рис. 13.5. Обозначение шероховатости:
а) в общем случае
б) без указания вида обработки
в) с удалением наружного слоя материала
г) без удаления наружного слоя материала
При этом среднее арифметическое отклонение указывают цифрой без дополнительного символа, например 0,5. Численные значения остальных параметров проставляют после соответствующих символов, например:
Rz =3,2; Rmax =6,3; Sm =0,63; S =0,032; t (50)=70, т.е. относительная опорная длина tp профиля равна 70 % при уровне сечения профиля Р =50 %.
Для обозначения шероховатости поверхности, вид обработки которой конструктором не устанавливается, служит знак, показанный на рисунке 13.5, б. При обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, применяют знак, представленный на рисунке 13.5, в. В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала (например, литьем, ковкой, объемной штамповкой, прокаткой, волочением и т.п.) применяют знак, показанный на рис.13.5, г. Этим же знаком обозначают поверхности, не обрабатываемые по данному чертежу.
На шероховатость поверхности, обработанной резанием, оказывает влияние большое число факторов, связанных с условиями изготовления за готовки. В частности, высота и форма неровностей, а также характер расположения и направление обработочных рисок зависят от принятого вида и режима обработки; условий охлаждения и смазки инструмента; химического состава и микроструктуры обрабатываемого материала; конструкции, геометрии и стойкости режущего инструмента; типа и состояния используемого оборудования, вспомогательного инструмента и приспособлений.
3. Упрочнение поверхностногослоя
При обработке заготовок резанием под действием прилагаемых сил в металле поверхностного слоя происходит пластическая деформация, сопровождающаяся его деформационным упрочнением (наклепом). Интенсивность и глубина распространения наклепа возрастают с увеличением сил и продолжительности их воздействия и с повышением степени пластической деформации металла поверхностного слоя.
Одновременно с упрочнением (под влиянием нагрева зоны резания) в металле поверхностного слоя протекает отдых (разупрочнение, возврат), возвращающий металл в его первоначальное ненаклепанное состояние. Конечное состояние металла поверхностного слоя определяется соотношением скоростей протекания процессов упрочнения и разупрочнения, зависящим от преобладания действий в зоне резания силового или теплового фактора.
Степень и глубина распространения наклепа изменяются в зависимости от вида и режима механической обработки и геометрии режущего инструмента. Всякое изменение режима резания, вызывающее увеличение сил резания и степени пластической деформации, ведет к повышению степени наклепа. Рост продолжительности воздействия сил резания на металл поверхностного слоя приводит к увеличению глубины распространения наклепа. Изменение режимов обработки, приводящее к возрастанию количества теплоты в зоне резания и продолжительности теплового воздействия инструмента на металл в зоне резания, усиливает интенсивность отдыха, снимающего наклеп поверхностного слоя.
С этих общих позиций может быть оценено влияние режимов резания на наклеп поверхностного слоя, однако на практике картина значительно усложняется влиянием сил трения, изменением условий отвода теплоты из зоны резания, структурными изменениями металла и некоторыми другими явлениями, трудно поддающимися предварительному учету и искажающими ожидаемые закономерности возникновения наклепа.
В процессе обработки точением наклеп поверхностного слоя повышается при увеличении подачи и глубины резания в связи с возрастанием радиуса округления режущего лезвия и при переходе от положительных передних углов резца к отрицательным. Во всех указанных случаях увеличение наклепа связано с усилением степени пластической деформации в связи с ростом сил резания.
Влияние скорости резания чаще всего проявляется через изменение теплового воздействия и продолжительности воздействия сил и нагрева на металл поверхностного слоя. Для металлов, не претерпевающих при резании структурных изменений, при повышении скорости резания следует ожидать снижение наклепа (рис. 13.6) вследствие сокращения продолжительности воздействия деформирующих сил на металл, что
|
|
|
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!