Зенкеры, зенковки и развертки — это многолезвийные размерные осевые режущие инструменты, предназначенные для предварительной или окончательной обработки отверстий, полученных на предшествующих операциях.
Общим конструктивным элементом этих режущих инструментов является рабочая часть 3 (рис. 7.7 а, ё) и присоединительная часть. Присоединительная часть выполняется в виде цилиндрического или конического хвостовика (концевой инструмент) либо конического или цилиндрического отверстия с поперечной канавкой на торце (насадной инструмент).
По конструктивному исполнению и инструментальному материалу эти инструменты делятся на цельные из быстрорежущей стали; оснащенные напайными пластиками из твердого сплава; сборные с механическим креплением быстрорежущих или твердосплавных ножей; с механическим креплением многогранных твердосплавных пластин.
С помощью зенкеров (см. рис. 7.7, а) обрабатывают цилиндрические отверстия, полученные сверлением, литьем, ковкой, штамповкой, с целью придания им более правильной геометрической формы, повышения размерной точности и уменьшения шероховатости поверхности. В зависимости от точности исполнения зенкеры подразделяются на № 1 и 2, предназначенные соответственно для промежуточной обработки перед развертыванием и для окончательной обработки отверстий точностью по 8 —10-му квалитетам.
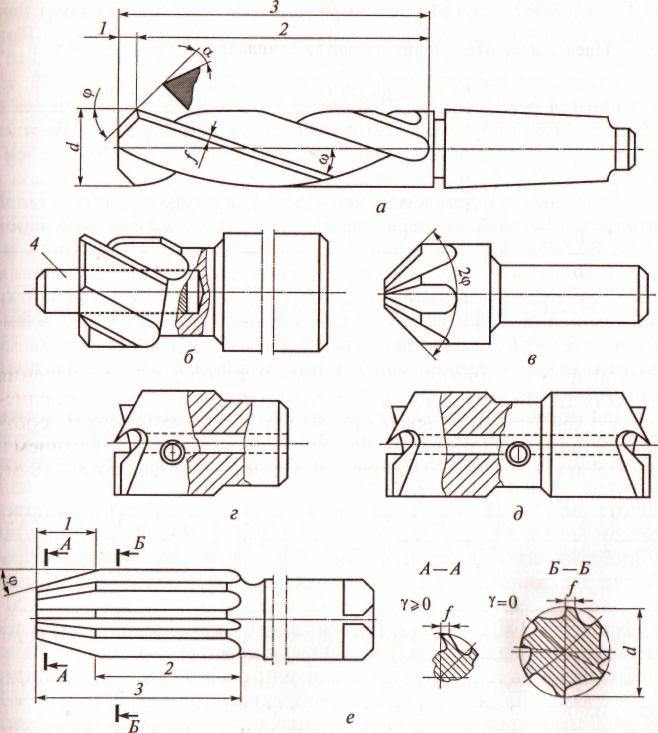
Рис. 7.7. Зенкеры, цековки, зенковки и развертки:
а — зенкер; б, в — зенковка; г — односторонняя обратная цековка; д — двусторонняя цековка; е — развертка; 1 — режущая часть; 2 — калибрующая часть; 3 — рабочая часть; 4 — цапфа; d — истинный диаметр развертки; f — ширина ленточки; α, γ, φ, ω — углы резания
Зенкерованием (рис. 7.4, в) также увеличивают диаметр отверстия, но по сравнению с рассверливанием зенкерование позволяет получить большую точность и производительность обработки. Зенкерованием можно обрабатывать отверстия, полученные в заготовке литьем или давлением. Развертывание (рис. 7.4, г) — чистовая операция, обеспечивающая высокую точность отверстия. Развертыванием обрабатывают цилиндрические и конические отверстия после зенкерования или растачивания. Зенкованием (рис. 7.4, д, е) обрабатывают цилиндрические и конические углубления под головки болтов и винтов. Для обеспечения перпендикулярности и соосности обработанной поверхности основному отверстию режущий инструмент (зенковку) снабжают направляющим цилиндром (рис. 7.4, д). Цекованием (рис. 7.4, ж, з) обрабатывают торцевые опорные плоскости для головок болтов, винтов и гаек. Перпендикулярность обработанной торцевой поверхности основному отверстию обеспечивает направляющий цилиндр режущего инструмента (цековки). Центровочным сверлом (рис. 7.4, и) обрабатывают центровые базовые отверстия в валах. Внутреннюю резьбу обрабатывают метчиками (рис. 7.4, к). При этом скорость движения подачи должна быть равна шагу резьбы (S0 = h). Сложные поверхности обрабатывают комбинированным инструментом (рис. 7.4, л). Схема обработки точного конического отверстия следующая: сверление цилиндрического отверстия; зенкерование ступенчатым коническим зенкером (рис. 7.5, а); развертывание конической разверткой со стружкоразделительными канавками (рис. 7.5, б); развертывание гладкой конической разверткой (рис. 7.5, в).
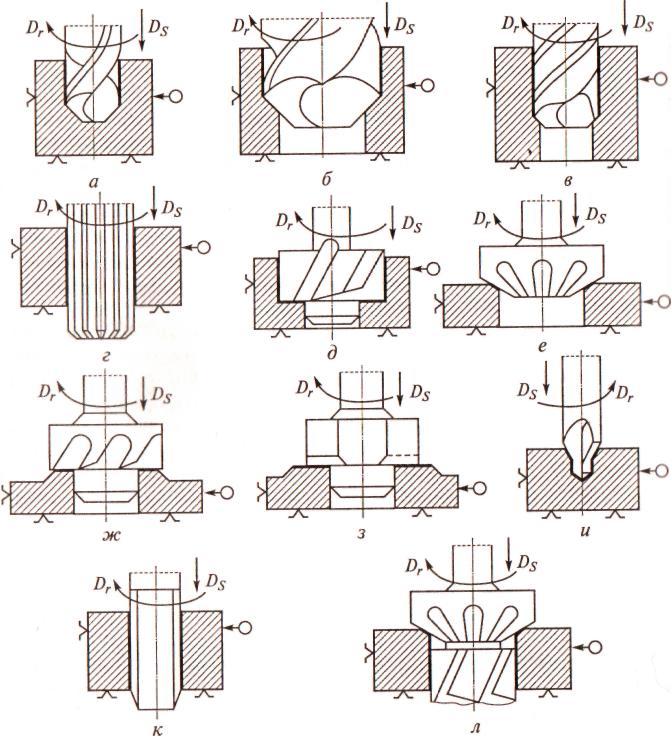
Рис. 7.4. Схемы обработки поверхностей на сверлильных станках:
а — сверление; б — рассверливание; в — зенкерование; г — развертывание; д, е -зенкование; ж, з — цекование; и — обработка базовых центровых отверстий; к — нарезание внутренних резьб; л — обработка сложных поверхностей; Dr— движение резания; Ds — движение подачи

Рис. 7.5. Обработка точных конических отверстий:
а — зенкерование ступенчатым зенкером; б — черновое развертывание; в — чистовое развертывание;
Dr — движение резания; Ds — движение подачи








