В условиях единичного и мелкосерийного производства широко используются универсальные консольно-фрезерные станки: горизонтально-фрезерные без поворотного стола; горизонтально-фрезерные с поворотным столом; вертикально-фрезерные.
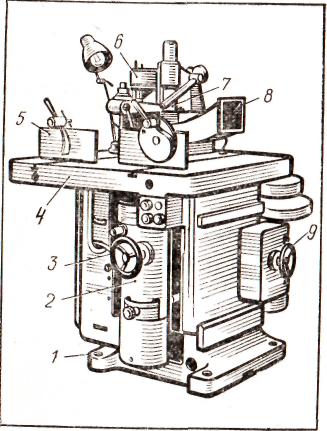
На фрезерном станке выполняют профильную и контурную обработку заготовок, сборочных единиц, выбирают пазы, проушины, зарезают шипы. Фрезерный станок (рис. 52) состоит из станины 1, рабочего стола 4, суппорта 2, шпинделя-вала 7, вставного шпинделя, режущего инструмента и механизма подачи. Суппорт 2 расположен под рабочим столом и представляет собой плиту, которая по направляющим салазкам станины 1 может перемещаться в вертикальном направлении маховичком. На суппорте находится шпиндель-вал, верхний его конец выступает над поверхностью стола. Шпиндель-вал при помощи суппорта можно поднимать, опускать и в нужном положении закреплять стопорным винтом. В верхний конец шпинделя-вала вставлен рабочий вставной шпиндель, на котором укрепляется режущий инструмент. Ре- Рис- 52- Схема Фрезерного станка: передачу на суппорт, шпиндель-вал, рабочий вставной шпиндель.
Основным рабочим инструментом фрезерного станка является фреза (рис. 53). Фрезы бывают цельные и составные. Цельные фрезы по сравнению с составными имеют ряд преимуществ: они быстро устанавливаются на шпинделе, обеспечивают относительную безопасность в работе из-за отсутствия вставных ножей, резцы их дольше сохраняют постоянный профиль, не требуют балансировки, обеспечивают лучшее качество обработки и большую производительность.
Технологическая оснастка, применяемая при фрезеровании. Для закрепления режущего инструмента применяются различные оправки. На рис. 7.19, а показана короткая оправка для закрепления торцевых и дисковых фрез. Оправка 3 устанавливается в коническое отверстие шпинделя 2 и зажимается винтом 1. Фреза 5 устанавливается на цилиндрической поверхности оправки и зажимается гайкой 6. Крутящий момент передается с помощью призматической шпонки 4.
Для установки концевых фрез применяются оправки, показанные на рис. 7.19, б. Фреза 5 с помощью переходных конических втулок 7 устанавливается в шпинделе 2 и зажимается винтом 1
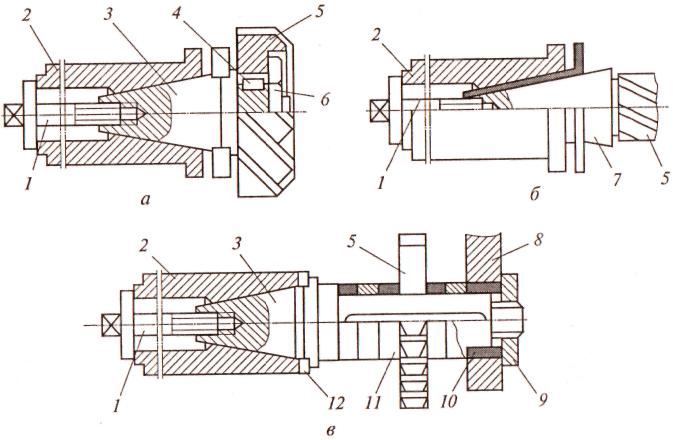
Рис. 7.19. Оправки к фрезерным станкам:
а — для торцевых фрез; б — для концевых фрез; в — для цилиндрических фрез; 1 — винт; 2 — шпиндель; 3 — оправка; 4 — шпонка; 5 — фреза; 6, 9 — гайки; 7 — коническая втулка; 8 — серьга; 10 — подшипник; 11 — цилиндрическая втулка; 12 — сухари
На горизонтально-фрезерных станках фрезы устанавливаются на длинных оправках с коническим хвостовиком (рис. 7.19, в). Оправка 3 вставляется коническим хвостовиком в отверстие шпинделя 2 и зажимается винтом 1. Цилиндрический конец оправки через подшипник 10 устанавливается в серьге 8 и зажимается гайкой 9. Фреза 5 устанавливается на цилиндрической поверхности оправки, и ее осевое положение определяется втулками 11. Крутящий момент фрезе передается силами трения или с помощью призматической шпонки. Крутящий момент от шпинделя к оправке передается сухарями 12.
Для установки, базирования и закрепления заготовок применяются универсальные приспособления: прихваты, угольники, призмы, машинные тиски. При обработке большой партии заготовок проектируются и изготавливаются специальные приспособления.
Для периодического точного поворота заготовки на заданный угол (деление заготовки) применяют механические или оптические делительные головки.
Основными размерными характеристиками круглошлифовальных станков являются наибольший диаметр обрабатываемой заготовки и ее наибольшая длина, наибольшее поперечное перемещение шлифовальной бабки.
19. Назначение и устройство делительной головки УДГ-200, способы ее настройки для нарезания зубчатых колес (разобрать пример)
Делительная головка предназначена для различных фрезерных, зубофрезерных, расточных, сверлильных, разметочных и других работ, связанных с поворотом детали на заданную величину.
Делительная головка УДГ-Д-200 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
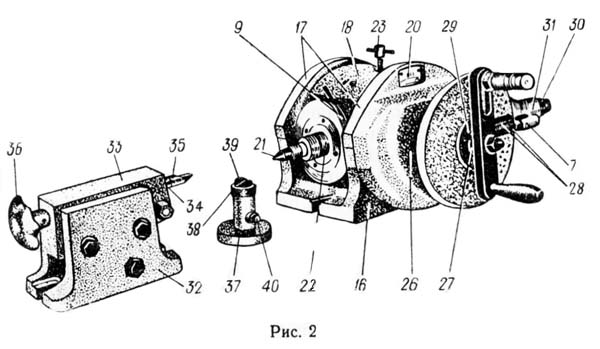

Рис.3
Абразивные материалы
Абразивная обработка осуществляется твердыми и термостойкими зернами, имеющими острые кромки. В абразивных инструментах (шлифовальных и заточных кругах, брусках и шкурках) зерна находятся в связанном состоянии. Применяется также обработка свободными зернами в виде порошков, суспензий и паст. К естественным абразивным материалам относятся наждак, корунд и природные алмазы. Однако их применяют сравнительно редко — первые в связи с неоднородностью и недостаточной стабильностью своих свойств, а алмазы — из-за дефицитности и высокой стоимости. Среди искусственных материалов наибольшее использование нашел электрокорунд, получаемый электродуговой плавкой глинозема. Нормальный электрокорунд, который может быть трех видов и обозначается марками 13А, НА и 15А, содержит 91—96 % кристаллической окиси алюминия А1203. Инструменты из него обычно имеют светло-коричневый цвет. В электрокорунде белом (23А—25А) всего 1—3 % примесей, благодаря чему выше режущие свойства. Его применяют для чистовой обработки материалов с высокой прочностью на разрыв (сталь, ковкий чугун, мягкая бронза). Разновидность электрокорунда — монокорунд (43А—45А), получаемый в виде отдельных кристаллов или их осколков. Его используют для окончательного шлифования труднообрабатываемых сталей и сплавов. Для повышения производительности обработки применяют электрокорунды, легированные хромом, титаном, цирконием. Карбид кремния SiC (карборунд) получают сплавлением в электропечах кремнезема, содержащегося в кварцевом песке, с углеродом (коксовым порошком). Он бывает двух видов: менее качественный черный (53С—55С) и зеленый (63С, 64С), для изготовления которого используют более чистые исходные материалы. J Карбид бора В4С по твердости приближается к алмазу, но обладает еще большей хрупкостью, чем карбид кремния. Поэтому его обычно применяют в свободном состоянии для доводки различных твердых материалов и сплавов. В качестве абразивных материалов в последнее время широко используют также эльбор и синтетические алмазы, описанные в 8.7. Чистота обработанной поверхности при абразивной обработке в значительной степени зависит от размеров зерен, которые принято делить на четыре основные группы: шлифзерно, шлиф-порошки, микрошлифпорошки и тонкие микрошлифпорошки. Зернистость, характеризующая размеры зерен, обозначается для первых двух групп в сотых долях миллиметра и определяется по размеру стороны квадратной ячейки сита в «просвете», через которые не проходят зерна при просеивании. Например, при зернистости 80 зерна задерживаются на сите с ячейками 0,8 х 0,8 мм Важная характеристика абразивных инструментов — твердость, под которой понимают способность связки удерживать абразивные зерна от выкрашивания под действием внешних сил. Чем мягче инструмент, тем легче из него выкрашиваются зерна, прежде всего затупившиеся.