Обработка конических поверхностей осуществляется одновременным перемещением резца по осям X и Z. Для этого задают координаты конечной точки образующей конической поверхности, т.е. диаметр по оси X и длину по оси Z, причем первый кадр этого перемещения записывают со звездочкой (*). Резец предварительно подводят по управляющей программе к точке начала обработки конуса (рис. 5).
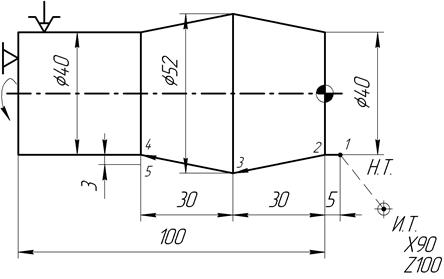
Рис. 5. Схема обработки конических поверхностей
Запись управляющей программы в абсолютной системе отсчета для обработки конических поверхностей при s = 0,25 мм/об, n = 600 об/мин имеет вид:
| N0 M40
| Третий диапазон частоты вращения шпинделя.
|
| N1 M3
| Прямое направление вращения шпинделя.
|
| N2 S600
| Частота вращения шпинделя – 600 об/мин.
|
| N3 F25
| Подача – 0,25 мм/об.
|
N4 Х9000  * *
| Выход инструмента в И.Т. ускоренно, одновременно по двум координатам.
|
N5 Z10000 
|
| N6 T1
| Поворот револьверной головки в позицию Т1.
|
| N7 X4000 *
| Подход резца к начальной точке (Н.Т.) ускоренно, одновременно по двум координатам.
|
| N8 Z500
|
| N7 Z0
| Подвод инструмента к торцу детали на рабочей подаче.
|
| N8 X5200 *
| или
| Z-3000*
| Обработка прямого конуса.
|
| N9 Z-3000
| X5200
|
| N10 X4000 *
| или
| Z-6000*
| Обработка обратного конуса.
|
| N11 Z-6000
| X4000
|
N12 X5400 
| Отвод инструмента по оси Х ускоренно.
|
| N13 X9000 *
| Отвод резца в И.Т. ускоренно, одновременно по двум координатам.
|
| N14 Z10000
|
| N15 M5
| Останов шпинделя.
|
| N16 M30
| Конец программы.
|
При задании управляющей программы обработки конусов в относительной системе отсчета кадры с N8 по N11 имеют следующий вид:
N8 X1200  *
*
N9 Z−3000
N10 X−1200 *
N11 Z−3000
Если вершина резца закруглена по радиусу r, то при переходе от цилиндрической поверхности к конической (или наоборот) следует ввести коррекцию на координату опорной точки конца конического участка.
При переходе от цилиндрической поверхности к конической поверхности с углом α = 60° резцом с радиусом при вершине r = 1 мм, К = 0,423 мм. В случае перехода от торцовой поверхности к конической с углом α = 35°, r = 2 мм, K х = 0,958 мм. На диаметр величина коррекции составит 0,958×2 =1,916 мм.
2.5. Программирование снятия фасок под углом 45°
Для программирования снятия фаски под углом 45° вначале задают подвод резца по управляющей программе к начальной точке фаски, а затем – координату Х или Z конечной точки фаски и записывают символы со знаком +45° или со знаком –45°. Знак определяется по той координате, адрес которой отсутствует в кадре. Запись управляющей программы для снятия фаски под углом 45° при работе с подачей по координате X от оси детали (рис. 6) резцом 1 имеет следующий вид:

Рис. 6. Пример программирования снятия фасок
| N0 M40
| Третий диапазон частоты вращения шпинделя.
|
| N1 M3
| Прямое направление вращения шпинделя.
|
| N2 S600
| Частота вращения шпинделя – 600 об/мин.
|
| N3 F30
| Подача – 0,3 мм/об.
|
| N4 Х15000 *
| Выход инструмента в И.Т. ускоренно, одновременно по двум координатам.
|
| N5 Z5000
|
| N6 T1
| Поворот револьверной головки в позицию Т1.
|
| N7 X5600 *
| Подвод резца к фаске ускоренно, одновременно по двум координатам.
|
| N8 Z-2600
|
| N9 Z-2800
| Подвод резца к торцу детали по оси Z.
|
| N10 X6000 −45°
| Обработка фаски 2×45°.
|
| N11 X15000 *
| Отвод резца в И.Т. ускоренно, одновременно по двум координатам.
|
| N12 Z5000
|
| N13 M5
| Останов шпинделя.
|
| N14 M30
| Конец программы.
|
В относительной системе запись кадра N10 выглядит следующим образом:
N10 X400 −45° или N10 Z−200  +45°.
+45°.
При обработке фаски резцом 2 с подачей по координате X к оси детали фрагмент управляющей программы имеет следующий вид:
| …N7 Z-300 *
| Подвод резца к фаске ускоренно, одновременно по двум координатам.
|
| N8 X4200
|
| N9 X4000
| Подвод резца к фаске по оси Х.
|
| N10 X3400 +45° (или Z0 −45°)
| Обработка фаски 3×45°.
|
В относительной системе отсчета отличие будет в кадре N10:
...N10 Х-600 +45° или N10 Z300 −45°.
Фаски под углом, не равным 45°, программируют как обработку конических поверхностей.






