

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Инструментальная револьверная головка станка модели 16К20Т1.02 может занимать шесть позиций (номера позиций выбиты на торце головки). Поворот головки для установки необходимого инструмента в рабочую позицию осуществляется по команде функции Т с однозначным числом. Например, Т1, Т3, Т6.
Линейные перемещения программируют, как правило, в абсолютной системе, т.е. указывают координаты конечной точки участка траектории относительно нулевой точки детали с учетом дискретности 0,01. Например, обработка шейки пальца (рис. 3) диаметром 40 мм обеспечивается перемещением резца по оси Z из точки 1 в точку 2 с координатами X = 40 мм (на диаметр), Z = - 50 мм. В управляющей программе это перемещение записывается кадром:
N7 Z-5000.
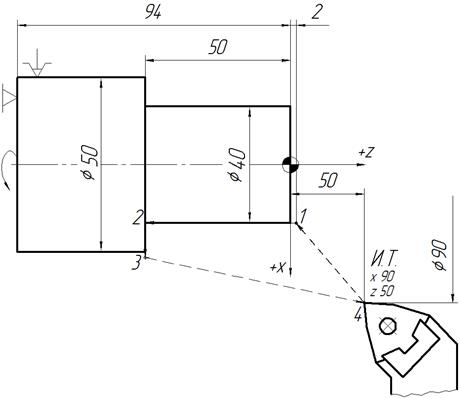
Рис. 3. Схема обработки детали палец
Знак направления движения + не указывается, так как воспринимается по умолчанию. Перемещение будет осуществляться только при условии, что в одном из предыдущих кадров задана подача F (N4 F25).
Перемещение на ускоренной подаче задают символом  (клавиша 21, см. рис. 1), который обычно располагают в конце кадра.
(клавиша 21, см. рис. 1), который обычно располагают в конце кадра.
Одновременное движение по двум координатам задают двумя кадрами. В конце первого кадра ставят «звездочку» (*). Этому символу соответствует клавиша 35 на пульте управления (см. рис. 1).
При быстром подходе к точке рекомендуется вначале задавать координаты Z, а затем – X. При отходе – наоборот.
Запись управляющей программы в абсолютной системе отсчета для однопроходного обтачивания детали палец (см. рис. 3) при подаче – 0,25 мм/об, числе оборотов шпинделя – 600 об/мин и координатах исходной точки (И.Т.) X = 90 мм, Z = 50 мм имеет следующий вид:
| N0 М40 | Третий диапазон частоты вращения шпинделя. |
| N1 МЗ | Левое вращение шпинделя. |
| N2 S600 | Частота вращения шпинделя n = 600 об/мин. |
| N3 F25 | Подача s = 0,25 мм/об. |
N4 Х9000  * *
| Подвод инструмента в точку исходного положения И.Т. ускоренно, одновременно по осям X и Z. |
| N5 Z5000
| |
| N6 T1 | Поворот револьверной головки в позицию Т1. |
| N7 Х4000 *
| Подвод инструмента к заготовке ускоренно, одновременно по осям X и Z. |
| N8 Z200
| |
| N9 Z-5000 | Обтачивание Ø 40 мм на длину 50 мм. |
| N10 Х5400 | Отвод на Ø 54 мм с подрезанием уступа. |
N11 Х9000  * *
| Отвод инструмента в точку И.Т. ускоренно, одновременно по осям X и Z. |
| N12 Z5000
| |
| N13 М5 | Останов шпинделя. |
| N14 M30 | Конец программы. |
Для программирования обработки деталей с последовательной простановкой размеров более рационально использовать относительную систему отсчета, при которой указываются не координаты конечных точек перемещения, а расстояние между точками начала и конца каждого участка движения.
Сразу после номера кадра или после геометрической информации (т.е. данных об отрезке траектории) при программировании в относительной системе отсчета указывается символ  , которому соответствует клавиша 20 на пульте управления с таким же символом (см. рис. 1).
, которому соответствует клавиша 20 на пульте управления с таким же символом (см. рис. 1).
Запись управляющей программы в относительной системе отсчета для обработки пальца (см. рис. 3) проходным упорным резцом, установленным в позиции револьверной головки Т1, имеет следующий вид:
| N0 М40 | Третий диапазон частоты вращения шпинделя. |
| N1 МЗ | Левое вращение шпинделя. |
| N2 S600 | Частота вращения шпинделя n = 600 об/мин. |
| N3 F25 | Подача s = 0,25 мм/об. |
N4 Х9000  * *
| Подвод резца в И.Т. ускоренно, одновременно по осям X и Z (в абсолютной системе отсчета). |
| N5 Z5000
| |
| N6 T1 | Поворот револьверной головки в позицию Т1. |
N7 X-5000  * *
| Подвод инструмента к заготовке ускоренно, одновременно по осям X и Z. |
N8 Z-4800 
| |
| N9 Z-5200
| Обтачивание Ø 40 мм на длину 50 мм. |
| N10 X1400
| Отвод на Ø 64 мм с подрезанием уступа. |
| N11 Х3600 *
| Отвод инструмента в точку И.Т. ускоренно, одновременно по осям X и Z. |
| N12 Z10000
| |
| N13 М5 | Останов шпинделя. |
| N14 M30 | Конец программы. |
Для составления управляющей программы обработки ступенчатого валика из заготовки диаметром 104 мм, длиной 140 мм (рис. 4, а) в абсолютной системе отсчета принимают координаты исходной точки (И.Т.) X = 150 мм, Z = 50 мм, т.е. точка И.Т. удалена на 23 мм от наружной поверхности заготовки и на 50 мм от ее торца. Это обеспечивает безопасность оператора при смене заготовки и не мешает повороту диска револьверной головки при смене инструмента.
Траектория перемещения вершины упорного проходного резца, установленного в позиции револьверной головки Т3, представлена на рис. 4, б. Обработка выполняется за три прохода, на каждом из которых припуск срезается по схеме «петля», а режимы резания составляют: частота вращения шпинделя n = 600 об/мин, подача s = 0,3 мм/об.

Рис. 4. Схема обработки ступенчатого валика (а)
и траектория перемещения резца (б)
Управляющая программа для обработки ступенчатого валика в абсолютной системе отсчета имеет вид:
| N0 М40 | Третий диапазон частоты вращения шпинделя. |
| N1 МЗ | Прямое направление вращения шпинделя. |
| N2 S600 | Частота вращения шпинделя n = 600 об/мин. |
| N3 F30 | Подача s = 0,3 мм/об. |
| N4 Х15000 *
| Подвод резца в И.Т. ускоренно, одновременно по осям X и Z. |
| N5 Z5000
| |
| N6 Т3 | Поворот револьверной головки в позицию Т3. |
| N5 Z100 *
| Подвод резца ускоренно, одновременно по осям X и Z в начальную точку рабочей траектории. |
| N6 X9400
| |
| N7 Z-12200 | Перемещение на рабочей подаче по оси Z (обтачивание третьей ступени вала Æ 94 мм). |
| N8 X10500 | Отвод резца на рабочей подаче от заготовки по оси X до Æ 105 мм (доработка уступа). |
| N9 Z100
| Отвод резца по оси Z ускоренно на 1 мм от торца заготовки. |
| N10 Х8900
| Подвод до Æ 89 мм для обработки второй ступени вала. |
| N11 Z-5000 | Перемещение на рабочей подаче по оси Z (обтачивание второй ступени вала Æ 89 мм). |
| N12 Х9500 | Отвод на рабочей подаче от заготовки по оси X до Æ 95 мм. |
| N13 Z100
| Отвод резца по оси Z ускоренно на 1 мм от торца заготовки. |
| N14 X8500
| Подвод до Æ 85 мм для обработки первой ступени вала. |
| N15 Z-2000 | Перемещение на рабочей подаче по оси Z (обтачивание первой ступени вала Æ 85 мм). |
| N16 X9000 | Отвод на рабочей подаче от заготовки по оси X до Æ90 мм. |
| N17 X15000 *
| Отвод резца в исходную точку ускоренно, одновременно по осям X и Z. |
| N18 Z19000
| |
| N19 М5 | Останов шпинделя. |
| N20 М30 | Конец программы. |
|
|
|

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

