В управляющей программе для обработки сферических поверхностей указывают перемещение резца по дуге, представляющей собой не более четверти окружности. Направление движения резца задается функцией G.
Если дуга охватывает полную четверть окружности (угол 90°), то движение по часовой стрелке (скругление) задается функцией G12, движение против часовой стрелки (галтель) – функцией G13. Аналогично для дуги, охватывающей угол меньше 90°, движение по часовой стрелке задается функцией G2, а против часовой стрелки – функцией G3.
Для обработки полной четверти окружности резец подводят по программе к начальной точке дуги. Затем задают функцию G12 (G13) и координаты конечной точки дуги по осям X и Z (либо приращения по осям X и Z в относительной системе отсчета). Во всех кадрах циклов G2, G3, G12 и G13 кроме последнего ставят «звездочку», которая объединяет их в цикл.
Например, управляющая программа для обработки скругления на детале со сферической поверхностью R20 в четверть окружности (рис. 7, а) в абсолютной системе отсчета имеет следующий вид:
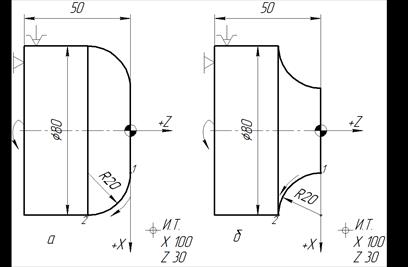
Рис. 7. Примеры программирования обработки по дуге
окружности в пределах 90° скругления (а) и галтели (б)
| N0 M40
| Третий диапазон частоты вращения шпинделя.
|
| N1 M3
| Прямое направление вращения шпинделя.
|
| N2 S600
| Частота вращения шпинделя – 600 об/мин.
|
| N3 F30
| Подача – 0,3 мм/об.
|
N4 Х10000  * *
| Выход инструмента в И.Т. ускоренно, одновременно по двум координатам.
|
| N5 Z3000
|
| N6 T1
| Поворот револьверной головки в позицию Т1.
|
| N7 X4000 *
| Подвод резца к заготовке ускоренно, одновременно по двум координатам.
|
N8 Z50 
|
| N9 Z0
| Подвод резца к торцу заготовки по оси Z.
|
| N10 G12 *
| Цикл G12 для обработки скругления (движение против часовой стрелки), включающий обозначение цикла и координаты X и Z конечной точки перемещения.
|
| N11 X8000 *
|
| N12 Z-2000
|
| N13 X8500
| Отвод резца от заготовки по оси Х ускоренно.
|
N14 X10000  * *
| Отвод резца в И.Т. ускоренно, одновременно по двум координатам.
|
| N15 Z3000
|
| N16 M5
| Останов шпинделя.
|
| N17 M30
| Конец программы.
|
В относительной системе отсчета запись кадров с N10 по N12 выглядит следующим образом:
N10 G12 *
N11 X4000  *
*
N12 Z-2000
В случае обработки вогнутой сферы (галтели) (рис. 7, б) управляющая программа имеет вид:
| N0 M40
| Третий диапазон частоты вращения шпинделя.
|
| N1 M3
| Прямое направление вращения шпинделя.
|
| N2 S600
| Частота вращения шпинделя – 600 об/мин.
|
| N3 F30
| Подача – 0,3 мм/об.
|
N4 Х10000  * *
| Выход инструмента в И.Т. ускоренно, одновременно по двум координатам.
|
N5 Z3000 
|
| N6 T1
| Поворот револьверной головки в позицию Т1.
|
| N7 X4000 *
| Подвод резца к заготовке ускоренно, одновременно по двум координатам.
|
| N8 Z50
|
| N9 Z0
| Подвод резца к торцу заготовки по оси Z.
|
| N10 G13 *
| Цикл G13 для обработки галтели (движение по часовой стрелке), включающий обозначение цикла и координаты X и Z конечной точки перемещения.
|
| N11 X8000 *
|
| N12 Z-2000
|
| N13 X8500
| Отвод резца от заготовки по оси Х ускоренно.
|
| N14 X10000 *
| Отвод резца в И.Т. ускоренно, одновременно по двум координатам.
|
| N15 Z3000
|
| N16 M5
| Останов шпинделя.
|
| N17 M30
| Конец программы.
|
В относительной системе отсчета запись кадров с N10 по N12 выглядит следующим образом:
N10 G13 *
N11 X4000 *
N12 Z-2000
Обработку по дуге, лежащей в пределах угла меньше 90°, задают циклами G2 или G3 и четырьмя кадрами, включающими: координаты X и Z конечной точки дуги; параметр Р1, определяющий проекцию на ось X радиуса, проведенного из центра дуги О до точки начала дуги (задается на сторону); параметр Р2 – то же на ось Z. Знаки параметров Р1 и Р2 определяются направлением движения по координатным осям Х и Z соответственно (рис. 8).

Рис. 8. Способы задания дуг, охватывающих менее четверти окружности:
а, б – движение по часовой стрелке (цикл G2); в, г – против нее (цикл G3)
При составлении управляющей программы для обработки сферической поверхности радиусом R = 46,1 мм (рис. 9) при движении резца по дуге 1–2 по часовой стрелке определяют параметры Р1 и Р2, которые равны координатам начальной точки дуги относительно ее центра. По оси X параметр Р1 составляет 35 мм, по оси Z параметр Р2 – 30 мм.
Знак параметра Р1 положительный, так как при движении по дуге 1–2 координата Х увеличивается. Знак параметра Р2 отрицательный, так как при движении по дуге 1–2 координата Z уменьшается.

Рис. 9. Пример программирования обработки сферической
поверхности в пределах угла меньше 90°
Фрагмент управляющей программы, относящийся к движению резца по дуге 1-2, в абсолютной и относительной системе отсчета имеет следующий вид:
| Абсолютная система отсчета
| Относительная система отсчета
|
| N6 G2 *
| N6 G2 *
|
| N7 X4000 *
| N7 X2000  * *
|
| N8 Z-2000 *
| N8 Z-2000 *
|
| N9 P3500 *
| N9 P3500 *
|
| N10 P-3000…
| N10 P-3000…
|
Если вершина резца закруглена, то обработанный профиль будет иметь погрешность из-за того, что различные участки поверхности резец обрабатывает разными точками режущей кромки. Поэтому при программировании должна вводиться коррекция координат конечной точки дуги по расчетам или данным замеров пробной детали или задаваться траектория перемещения инструмента по эквидистанте.
ПОСТОЯННЫЕ ЦИКЛЫ ОБРАБОТКИ






