

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Оснащения врачебно-сестринской бригады.
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Интересное:
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Система усиления ФАП включает в себя:
- грунтовки бетонных поверхностей;
- шпаклевочные составы;
- адгезивы;
- одно или двунаправленные ткани или ламинаты.
В отдельных случаях могут также использоваться защитные и противопожарные покрытия.
Грунтовки наносят на всю оклеиваемую поверхность для пропитки бетонного основания и обеспечения необходимого сцепления адгезива и пропитывающего ткань состава с бетонной поверхностью.
Шпаклевочные составы применяют для заполнения каверн и выравнивания поверхности.
Адгезивы - составы для пропитки и наклейки тканей и ламинатов на поверхность конструкции.
Как правило, для системы ФАП применяются эпоксидные, полиэфирные или винил-эфирные смолы (наиболее универсальными являются эпоксидные смолы).
Эти смолы должны обеспечивать достаточное сцепление (адгезию) с бетоном и с используемыми для усиления тканями или ламинатами.
Они должны быть долговечными, в т.ч. стойкими к воздействию влажности, экстремальных температур, различных агрессивных сред, соленой воды.
Смолы должны хорошо пропитывать используемые ткани.
Принципиальные схемы усиления основных типов конструкций
6.1.1. Усиление сжатых и внецентренно сжатых конструкций (колонны, простенки) осуществляется путем устройства вокруг сечения элементов бандажей с направлением волокон перпендикулярно продольной оси усиливаемой конструкции. Бандажи устанавливаются по всей высоте конструкции (рис. 6.1).
Рис. 6.1. Принципиальная схема усиления колонны
6.1.2. Усиление изгибаемых балочных конструкций осуществляется наклейкой ФАП на нижнюю поверхность ребра с направлением волокон вдоль оси усиляемой конструкции и вертикальных, либо наклонных хомутов в приопорной зоне с направлением волокон перпендикулярно продольной оси (Рис. 6.2).
|
|
Рис. 6.2. Принципиальная схема усиления балки
6.1.3. Усиление плитных конструкций осуществляется наклейкой на нижнюю поверхность накладок ФАП с направлением волокон вдоль оси конструкции и поверх них поперечных накладок с направлением волокон перпендикулярно продольных накладок (Рис. 6.3).
Подготовка основания под наклейку
6.2.1. Под основанием подразумевается поверхность бетона, на которую производится наклейка усиливающего элемента - ламината или ткани.
Основание должно отвечать определенным геометрическим, механическим и физико-химическим критериям.
До наклеивания усиляющих элементов (лент, ткани, ламинатов) поверхность основания должна быть выровнена, а локальные геометрические дефекты устранены.
6.2.2. На поверхность основания мелом наносятся линии разметки в соответствии с принятой проектом схемой наклейки элементов усиления.
6.2.3. Поверхность бетона должна быть очищена от краски, масла, жирных пятен, цементной пленки.
Рис. 6.3. Принципиальная схема усиления плит
Очистка поверхности осуществляется путем пескоструйной обработки или обработки металлическими щетками с последующей высоконапорной промывкой водой (под давлением не менее 100 атм.).
6.2.4. Для лучшего сцепления адгезива с бетоном, поверхность основания должна быть шероховатой. Это достигается обработкой поверхности бетона каменотесным долотом с последующей зачисткой металлической щеткой. Обработке должен подвергаться только поверхностный слой до обнажения на поверхности крупного заполнителя.
6.2.5. После очистки поверхность бетона обрабатывается грунтовочным составом с целью упрочнения основания и улучшения сцепления адгезива с бетонной поверхностью.
6.2.6. Неплоскостность поверхности должна быть меньше 5 мм на базе 2 м или 1 мм на базе 0,3 м. Мелкие дефекты (сколы, раковины, каверны) не должны быть глубже 5 мм и площадью не более 25 см2. Такие дефекты должны быть устранены с помощью полимерцементных ремонтных смесей с быстрым набором прочности. Выравнивание значительных (более 25 см2) участков поверхности производится с использованием полимерцементных ремонтных составов с наполнителем в виде песка и мелкого щебня.
|
|
6.2.7. В случае разрушения (отслоения) защитного слоя бетона в результате коррозии арматуры следует удалить его, очистить обнаженную арматуру от продуктов коррозии, обработать ее преобразователем ржавчины и после этого восстановить защитный слой специальными ремонтными составами.
6.2.8. Прочность основания является решающим фактором для тех случаев усиления, когда сцепление имеет определяющее значение, например, при усилении на изгиб или срез (поперечное армирование). В этих случаях прочность основания на сжатие должна быть не менее 15 МПа. Указанное значение минимальной прочности не относится к тем задачам, когда определяющим является контактная связь, например, при усилении колонн путем обертывания их усиляющей лентой. В этом случае минимальное значение прочности на сжатие бетона может быть равным 10,0 МПа.
6.2.9 При оборачивании конструкций в поперечном направлении лентой, на наружных углах конструкции необходимо выполнить фаски с катетом 1-2 см, либо скругления с радиусом 1-2 см, а на внутренних углах ремонтными смесями выполнить галтель радиусом не менее 20 см (Рис. 6.4).
6.2.10. Трещины с раскрытием более 0,3 мм должны быть отремонтированы низковязкими эпоксидными или полиуретановыми составами, трещины с меньшим раскрытием могут быть затерты полимерцементным раствором.
Рис. 6.4 Подготовка углов конструкции перед наклейкой углеродной ткани
Раскрой ленты или ламината
6.3.1. Раскрой ленты или ламината производится в соответствии с принятой проектом схемой наклейки и осуществляется на гладком столе (верстаке), покрытом полиэтиленовой пленкой. При использовании ленты стол должен быть снабжен приспособлением для разматывания ленты с бобины. Для резки ленты следует использовать ножницы или острый нож, для резки ламината - специальные отрезные диски.
6.3.2. Заготовки лент каждого размера нарезаются в требуемом количестве; ленты сматываются в рулон, снабжаются этикеткой с указанием номера, размера и количества заготовок и помещаются в мешок.
|
|
Приготовление адгезива
6.4.1. При приготовлении адгезива компоненты смешиваются в соотношении, рекомендованном инструкцией поставщика. Количество приготавливаемого адгезива в одной порции не должно превышать технологические возможности его использования в течение времени жизнеспособности..
6.4.2. Приготовление адгезива производится в чистой металлической, фарфоровой, стеклянной или полиэтиленовой емкости объемом не менее 3-х литров.
6.4.3 Дозирование компонентов А и Б осуществляется взвешиванием каждого компонента отдельно, также допускается объемное их дозирование.
6.4.4. В емкость для приготовления адгезива выливается дозированное количество компонентов. Компоненты тщательно перемешивают вручную деревянной или алюминиевой лопаткой, либо с помощью низкооборотной дрели с насадкой при оборотах до 500 в минуту (с целью ограничения аэрации смеси). Емкость с приготовленным адгезивом закрывают крышкой, снабжают этикеткой и передают к месту производства работ.
Наклейка лент (ткани)
6.5.1. Первый слой адгезива наносят на основание из расчета 0,7¸1,0 кг/м2 с помощью шпателя, кисти, валика с коротким ворсом.
Перед нанесением на бетонное основание слоя адгезива поверхность должна быть продута сжатым воздухом.
6.5.2. Ткань (лента) должна всегда укладываться на слой адгезива. Делается это тыльной стороной руки путем постепенного размещения ткани с одного края основания до другого. В процессе укладки необходимо следить, чтобы кромка полотнища была параллельна линии разметки на основании, либо кромке предыдущего полотнища. Лента может быть предварительно нарезана на отрезки проектной длины (заготовками), либо постепенно разматываться с бобины и обрезаться по месту в процессе наклейки.
Ткань (лента) должна укладываться без складок и без излишнего натяжения. После укладки осуществляется прикатка ткани (ленты), в процессе которой происходит ее пропитка. Пропитка осуществляется с помощью жесткого резинового валика или шпателя от центра к краям строго в продольном направлении (вдоль волокон). После пропитывания ткань должна быть слегка липкой на ощупь, но без явно видимого присутствия адгезива.
|
|
6.5.3. Перед укладкой второго слоя ткани (при многослойной конструкции усиления) на прикатанную ленту наносится слой адгезива из расчета 0,5¸0,6 кг/м2. Укладка и прикатка второго и последующих слоев производится аналогичным образом.
6.5.4. После укладки последнего слоя ленты на поверхность ленты наносится финишный слой адгезива из расчета 0,5 кг/м2.
6.5.5. При многослойной конструкции усиливающего элемента наклейку всех слоев ткани (ленты) предпочтительно выполнить в течение одной рабочей смены с последующим отверждением всего сечения. В случае, если указанное не возможно по условиям производства работ (например, усиление пространственных конструкций с разным направлением лент по слоям), следует выполнить наклейку одного слоя по всей площади усиления, дождаться отверждения его, после чего таким же образом наклеить 2-ой и последующие слои.
6.5.6. По специфике производства работ можно выделить:
- наклейку на горизонтальные поверхности сверху;
- наклейку на горизонтальные поверхности снизу (на поверхность плит, балок, потолка);
- наклейку на вертикальные поверхности (стен, колонн и др.).
6.5.7. При наклейке на горизонтальные поверхности сверху лента постепенно укладывается без натяжения от центра к краям, разглаживается руками (в резиновых перчатках) и прикатывается валиком или шпателем. Укладка осуществляется двумя рабочими (Рис. 6.5). Укладка каждого последующего слоя может начинаться сразу же после завершения прикатки предыдущего слоя. Технологических ограничений по количеству укладываемых слоев нет.
6.5.8. При наклейке на горизонтальные поверхности снизу (потолок) лента прижимается (фиксируется) с одного конца и затем постепенно разглаживается и фиксируется по всей длине (Рис. 6.6). В зависимости от вязкости адгезива (определяемой в значительной мере температурой окружающей среды), наклейка ленты производится непосредственно вслед за нанесением адгезива, либо после некоторой выдержки, за время которой вязкость адгезива возрастает и обеспечивается фиксация ленты на потолочной поверхности (лента не отваливается после прикатки).
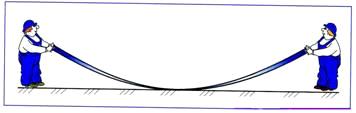
Рис. 6.5 Схема наклейки на горизонтальную поверхность сверху (пол)
Время выдержки определяется экспериментально. Продолжительность выдержки перед наклейкой каждого последующего слоя определяется аналогичным образом. Прикатка (прижатие) ленты осуществляется от центра к краям с целью предотвращения образования складок. Как правило, наклейка лент на потолочную поверхность осуществляется как минимум двумя рабочими.
|
|
6.5.9. При длине усиливающих элементов более 3-х метров, в целях облегчения процесса укладки, ленту можно наклеивать отдельными полосами, которые необходимо стыковать между собой внахлест по длине. При этом длина нахлеста должна составлять не менее 100 мм. Наклейка внахлест может осуществляться как на влажный слой адгезива, так и на уже отвердевший. В последнем случае зона покрытия должна быть обработана наждачной бумагой и протерта смоченной ацетоном ветошью.
Стыковка осуществляется всегда вдоль ленты, по направлению расположения волокон.
6.5.10. Стыковка многослойной конструкции усиления должна осуществляться в разбежку по длине (в разных сечениях).
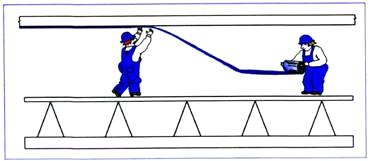
Рис. 6.6 Схема наклейки на горизонтальную поверхность снизу (потолок)
6.5.11. Ленту не желательно разрезать в продольном направлении, поскольку она распускается на отдельные пряди. При необходимости резки в продольном направлении (вдоль волокон) лента по линии разрезки должна быть предварительно обработана клеем БФ, предотвращающим распускание волокон в поперечном направлении.
6.5.12. При выполнении усиления на вертикальных поверхностях нанесение адгезива на основание производится сверху вниз. Наклейка вертикальных накладок осуществляется путем фиксации (прижатия) ленты в верхней части и постепенной укладки и разглаживания по высоте с последующей прикаткой (Рис. 6.7). Наклейка горизонтальных полос на вертикальные поверхности производится путем фиксации ленты в крайнем (левом или правом) положении с последующей укладкой, разглаживанием и прикаткой по длине. Прикатка производится от середины к краям. Время выдержки перед наклейкой каждого последующего слоя определяется опытным путем, обеспечивая отсутствие оползания ленты и нарушения ее фиксации. При многослойном элементе усиления на вертикальных поверхностях в горизонтальном и вертикальном направлениях ("сетка") производится последовательная послойная наклейка в 2-х направлениях.
6.5.13. Производство работ по устройству усиливающих накладок в значительной мере зависит от температуры и относительной влажности окружающей среды, температуры поверхности бетона и его влажности, соотношения температуры поверхности бетона и точки росы. Операции по наклейке лент могут выполняться при температуре окружающей среды в диапазоне +5°С ¸ +45°С; при этом температура основания бетона должна быть не ниже 5°С и выше температуры точки росы на 3°С. Если температура поверхности бетона ниже допустимого уровня, может произойти недостаточное насыщение волокон и низкая степень отверждения смолы, что отрицательно скажется на работе системы усиления. Для повышения температуры могут быть использованы дополнительные локальные источники тепла.
6.5.14. Грунтовочные и адгезивные составы нельзя наносить на мокрую поверхность. Открытая влага должна быть удалена, поверхность бетона вытерта и продута сжатым воздухом. Допустимая влажность поверхности - не более 5%.
6.5.15. Полное отверждение адгезивных составов в естественных условиях происходит в течение нескольких суток и в значительной мере зависит от температуры окружающей среды. Как правило, время отверждения должно составлять не менее 24 часов при температуре выше 20° С и не менее 36 часов при температуре от 5°С до 20° С.

Рис. 6.7 Наклейка на вертикальную поверхность (стена)
6.5.16. Для обеспечения безопасности (пожарной, защиты от вандализма) или по эстетическим соображениям элементы усиления на заключительной стадии работ могут быть дополнены различными покрытиями (полимерцементными, полиуретановыми, специальными огнеупорными составами, совместимыми с используемым адгезивом). Для лучшего сцепления этих покрытий с накладкой поверхность последней в процессе укладки финишного слоя присыпается (чипсуется) тонким слоем сухого песка крупностью 0,5¸1,5 мм.
Наклейка ламината
6.6.1. Ламинат может быть использован как для внешнего армирования (наклейка на поверхность конструкций), так и для внутреннего (с размещением узких полос ламината в предварительно подготовленных пазах).
При внешнем армировании подготовка поверхности осуществляется так же, как и в случае наклейки ленты или ткани (см. 6.2).
6.6.2. Перед наклейкой мерные заготовки ламината раскладываются на рабочем столе (верстаке) и тщательно протираются смоченной ацетоном ветошью. На протертую поверхность шпателем наносится тонкий (1-1,5 мм) слой адгезива (желательно, чтобы наносимый на ламинат слой адгезива имел бы скаты к краям полос). Аналогичный слой адгезива толщиной 1 мм наносится на предварительно подготовленное и обеспыленное основание. Затем ламинат укладывается на основание (клей к клею) и прикатывается валиком так, чтобы вытеснить избыток адгезива по обеим сторонам наклеиваемой полосы. Избыток адгезива убирается шпателем. В случае если проектом усиления предусматривается накладка из двух или нескольких слоев ламината, производится предварительное склеивание предусмотренного количества слоев на рабочем столе, выдержка в течение срока полимеризации и последующее приклеивание всего пакета к основанию.
6.6.3. Внешняя сторона усиливающего элемента может быть покрыта защитными красками или полимерцементным раствором.
6.6.4. В случае внутреннего армирования ламинат предварительно разрезается на узкие (шириной 10-30 мм) полосы.
В конструкции в соответствии со схемой армирования выполняются пазы шириной 3 мм и глубиной, равной ширине полос плюс 2 мм. Пазы заполняются на 2/3 адгезивом, затем в них погружаются заготовки ламината. Избыток адгезива выдавливается на поверхность и удаляется шпателем.
Приложение 1
|
|
|

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!