

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
СОДЕРЖАНИЕ
| ВВЕДЕНИЕ | |
| 1 История образования и развития предприятия | |
| 2 Теоритический вопрос (Приемы и техника выполнения сварочных швов ручной электродуговой сварки) | |
| 3 Расчет режимов сварки | |
| 3.1 Эскиз сварного соединения | |
| 3.2 Расчет параметров режима сварки | |
| 3.3 Расчет нормы времени на выполнение сварочных операций | |
| 3.4 Определение химического состава и структуры стали в исходном состоянии | |
| 3.5 Технологические особенности сварки стали | |
| 3.6 Выбор сварочных материалов | |
| 3.7 Расчет расхода сварочных материалов | |
| 3.8 Расчет химического состава сварного шва и определение его структуры | |
| 3.9 Выбор сварочного оборудования | |
| 3.10 Расчет расхода электроэнергии | |
| 4 Инструкционно-технологическая карта процесса сварки | |
| 5 Организация труда и рабочего места сварщика ручной дуговой сварки | |
| ЗАКЛЮЧЕНИЕ | |
| СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ |
ВВЕДЕНИЕ
Сварка является одним из основных технологических процессов при изготовлении самых разнообразных металлических и пластмассовых конструкций в различных отраслях промышленности и строительства. Процесс сварки является неотъемлемой частью сборки любого элемента, а также сборочной единицы в целом. Диапазон применения сварки очень велик: от мельчайших соединений в микроэлектронике до многометровых толщин в тяжелом машиностроении.
В современном агропроизводстве широко применяется сварка. Ее применяют не только при производстве сельскохозяйственной техники, но и при ее ремонте, а также ремонте машин и оборудования животноводческих ферм (кормоприготовительные и кормораздаточные машины, оборудование для уборки навоза, оборудование доильных, холодильные установки и другое оборудование для первичной обработки молока, оборудование птицеводческих ферм и много другое).
|
|
Временем возникновения профессии сварщик можно считать 1802 год, когда В. Петров открыл эффект электрической дуги, при возникновении которой между двумя угольными электродами, создаётся высокая температура. Эта температура настолько высока, что позволяет расплавлять металлы. С момента этого открытия и до его промышленного применения прошёл немалый период времени. Но спустя десятилетия, метод соединения металлов электродуговым способом произвёл революцию в различных отраслях промышленности, строительства и стал массовой технологией соединения материалов.
Целью практики является закрепление и совершенствование знаний и профессиональных умений, полученных в процессе обучения по проф. модулю «Сварочное дело», и подготовка к получению квалификационного разряда по рабочей специальности «Электросварщик ручной сварки».
Задачи практики:
- адаптация к производственным условиям и к режиму работы;
- изучение нормативной, технической и технологической документации;
- освоение новых сварочных технологий;
- совершенствование навыков самоконтроля;
- формирование умений согласовывать свой труд в коллективе;
- накопление опыта самостоятельной работы по профессии электросварщика ручной сварки;
- закрепление и совершенствование проф. знаний и умений по профессии при соблюдении правил безопасности труда;
- формирование основных профессионально-значимых качеств личности рабочего.
1 История образования и развития предприятия
Начало своей истории развития и становления КПУП «Лельком» берет еще в 1950 году.
Общество является коммерческой организацией юридическим лицом, имеет самостоятельный баланс, печать, штампы, расчетный и текущие счета.
Основной целью деятельности Общества является получение прибыли.
|
|
Коммунальное производственное унитарное предприятие «Лельком» занимается следующими видами деятельности:
- подрядчики по строительству и обустройству водных источников, колодцев, орошению и водоснабжению;
- подрядчики по системам водоснабжения, водоочистки, водохозяйственным и гидротехническим сооружениям;
- подрядчики по установке, монтажу и техническому обслуживанию сантехнического оборудования, систем газоснабжения, водоснабжения, канализации, теплоснабжения, вентиляции и кондиционирования в строительстве;
- подрядчики по монтажу и ремонту внутренних водопроводных и канализационных систем, инженерных сетей и санитарно-технического оборудования жилых зданий;
- услуги сбора и рециклинга (переработки для повторного использования) отходов;
- подрядчики по сбору, удалению, вывозу, утилизации промышленных отходов;
- подрядчики по сбору и вывозу бытового мусора и отходов;
- подрядчики по переработке бытового мусора и отходов;
- гостиницы, отели и мотели;
- развитие, управление, купля-продажа собственности, девелоперские услуги;
- услуги сдачи в наем и аренды жилищной недвижимости;
- бюро ритуальных услуг;
- уборка снега в зимнее время с дорожек и тротуаров и посыпка их песком или иными средставами;
- покос травы, полив цветов и благоустройство населенного пункта и т.д.
Теоретический вопрос
Расчет режимов сварки
ГОСТ 5264-80-Н1-∆5-50/250
Толщина металла δ=4 мм, длина шва L=5 м,
Сталь 08Х22Н6Т
Ручная дуговая сварка. Соединение нахлесточное без скоса кромок односторонним прерывистым швом.
Эскиз сварного соединения


Рисунок 11 – Схема сварного шва ГОСТ 5264-80 Н1
K=5 мм
B=20 мм
S=4 мм
b=0 мм
Выбор сварочных материалов
В зависимости от способа сварки необходимо выбрать для сварки электрод. Изготовление металлических электродов для дуговой сварки сталей и наплавки осуществляется в соответствии с ГОСТ 9467-75 Сварочную проволоку применяют при изготовлении штучных плавящихся электродов для ручной дуговой сварки. В литературе для стали 08Х22Н6Т рекомендуется несколько марок проволоки: Св-07Х18Н9ТЮ и Св-06Х19Н9Т (ГОСТ 10052-75) которые соответствуют электродам типа ЦЛ-11.
Сварочная проволока Св-07Х18Н9ТЮ имеет в своем составе следующие элементы которые оказывают воздействие на структуру шва. Влияние легирующих элементов на свариваемость стали. Хром затрудняет сварку, так как усиливает окисление метала, образует химические соединения с углеродом, ухудшает коррозионную стойкость стали и резко повышающие твердость металла в зонах термического влияния. Хром также содействует образованию тугоплавких оксидов, затрудняющих процесс сварки. Молибден измельчает зерно, затрудняет сварку, способствует образованию трещин в наплавленном металле и зонах термического влияния, сильно окисляется и выгорает при сварке. Кремний с содержанием не более 0,8% затрудняет сварку, из-за высокой жидкотекучести стали, легкой ее окисляемости и образования тугоплавких оксидов. Влияние марганца на свариваемость связано с содержанием углерода в стали – чем выше содержание углерода в стали, тем отрицательнее влияние марганца на свариваемость. При содержании в сталях 0,09% С хорошей можно признать свариваемость сталей, содержащих до 2% Мn. Влияние марганца на свариваемость связано главным образом с повышением склонности к появлению элементов закалочных структур в зоне теплового влияния, повышением хрупкости в этих участках и вероятностью появления холодных трещин. Увеличение склонности к образованию структур закалки увеличивает также эффект изменения объема в зоне теплового влияния после сварки. При более высоком содержании никеля более 8-10% либо должно быть снижено содержание углерода в стали либо приняты специальные технологические меры для обеспечения надлежащего качества сварных соединений. Кроме того, никель увеличивает растворимость в стали водорода и благоприятствует тем самым повышению склонности к холодным трещинам при сварке. Плохо влияют на свариваемость элементы, дающие в стали устойчивые карбиды.
|
|
В сварочной проволоке Св-06Х19Н9Т кроме перечисленных легирующих элементов есть еще марганец, который не ухудшает свариваемость стали. Сера ухудшает свариваемость, вызывает появление горячих трещин. Фосфор ухудшает свариваемость, вызывает появление холодных трещин.
Поэтому выбираем сварочную проволоку Св-07Х18Н9ТЮ, так как в нем меньшее содержание вредных примесей, которые неблагоприятно влияют на структуру шва и околошовной зоны.
|
|
Таблица 2 – Химический состав сварочной проволоки Св-07Х18Н9ТЮ.
| Ni | Cr | Mn | Si | C | Ti | S | P |
| 8 - 10% | 17 – 19% | 2% | 0,8 % | 0,09% | 1–1,4% | 0,015% | 0,03% |
ЗАКЛЮЧЕНИЕ
По прибытию в КПУП «Лельком» для прохождения учебной практики, я ознакомился с предприятием, с условиями и охраной труда, техникой безопасности и противопожарными мероприятиями на данном предприятии.
В ходе практики я ознакомился с цехом, основными видами сварочных работ и порядком их выполнения а также самостоятельно выполнял некоторые сварочные работы с применением ручного и полуавтоматического сварочного оборудования.
Отработал навыки и приемы работы сварщика ручной сварки в соответствии с тарифно-квалификационной характеристикой электросварщика ручной сварки. Усвоил основные требования техники безопасности предъявляемые к рабочим перед началом работы, во время и по окончанию работы.
ЛИТЕРАТУРА
1. Куликов, В.П. Технология и оборудование сварки плавлением / В.П. Куликов. – Могилев, 1998. – 256 с.
2. Сорокин, В.Г. Марочник сталей и сплавов / В.Г. Сорокин, А.В. Волосни, С.А. Вяткин и др.; Под общ. ред. В.Г. Сорокина. – М.: Машиностроение, 1989. — 640 с.
3. Лупачев, В.Г. Ручная дуговая сварка: учеб.пособие / В.Г. Лупачев. – Минск: Выш.шк., 2000. – 496 с.: ил.
4. Пугачев, В.Г. Сварочные работы / В.Г. Пугачев. – Минск: Высш. шк., 1997 – 320 с.
5. Федин, А.П. Сварочное производство / А.П. Федин. – Минск: Высш. шк., 1992.
6. Виноградов, В.С. Оборудование и технология дуговой автомотической и механизированной сварки / В.С. Виноградов. – Минск: Высш. шк., Изд. центр «Академия», 1999. – 319 с.
7. Акулов, А.И. Технология и оборудование сварки плавлением / Акулов А.И., Бельчук Г.А., Демянцевич В.П. – М.: Машиностроение, 1977. – 432 с.
8. Колосков, М.М. Марочник сталей и сплавов / М.М. Колосков, Е.Т. Долбенко, Ю.В. Каширский и др.; под ред. А.С. Зубченко – М.: Машиностроение, 2001. – 672 с.
СОДЕРЖАНИЕ
| ВВЕДЕНИЕ | |
| 1 История образования и развития предприятия | |
| 2 Теоритический вопрос (Приемы и техника выполнения сварочных швов ручной электродуговой сварки) | |
| 3 Расчет режимов сварки | |
| 3.1 Эскиз сварного соединения | |
| 3.2 Расчет параметров режима сварки | |
| 3.3 Расчет нормы времени на выполнение сварочных операций | |
| 3.4 Определение химического состава и структуры стали в исходном состоянии | |
| 3.5 Технологические особенности сварки стали | |
| 3.6 Выбор сварочных материалов | |
| 3.7 Расчет расхода сварочных материалов | |
| 3.8 Расчет химического состава сварного шва и определение его структуры | |
| 3.9 Выбор сварочного оборудования | |
| 3.10 Расчет расхода электроэнергии | |
| 4 Инструкционно-технологическая карта процесса сварки | |
| 5 Организация труда и рабочего места сварщика ручной дуговой сварки | |
| ЗАКЛЮЧЕНИЕ | |
| СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ |
ВВЕДЕНИЕ
|
|
Сварка является одним из основных технологических процессов при изготовлении самых разнообразных металлических и пластмассовых конструкций в различных отраслях промышленности и строительства. Процесс сварки является неотъемлемой частью сборки любого элемента, а также сборочной единицы в целом. Диапазон применения сварки очень велик: от мельчайших соединений в микроэлектронике до многометровых толщин в тяжелом машиностроении.
В современном агропроизводстве широко применяется сварка. Ее применяют не только при производстве сельскохозяйственной техники, но и при ее ремонте, а также ремонте машин и оборудования животноводческих ферм (кормоприготовительные и кормораздаточные машины, оборудование для уборки навоза, оборудование доильных, холодильные установки и другое оборудование для первичной обработки молока, оборудование птицеводческих ферм и много другое).
Временем возникновения профессии сварщик можно считать 1802 год, когда В. Петров открыл эффект электрической дуги, при возникновении которой между двумя угольными электродами, создаётся высокая температура. Эта температура настолько высока, что позволяет расплавлять металлы. С момента этого открытия и до его промышленного применения прошёл немалый период времени. Но спустя десятилетия, метод соединения металлов электродуговым способом произвёл революцию в различных отраслях промышленности, строительства и стал массовой технологией соединения материалов.
Целью практики является закрепление и совершенствование знаний и профессиональных умений, полученных в процессе обучения по проф. модулю «Сварочное дело», и подготовка к получению квалификационного разряда по рабочей специальности «Электросварщик ручной сварки».
Задачи практики:
- адаптация к производственным условиям и к режиму работы;
- изучение нормативной, технической и технологической документации;
- освоение новых сварочных технологий;
- совершенствование навыков самоконтроля;
- формирование умений согласовывать свой труд в коллективе;
- накопление опыта самостоятельной работы по профессии электросварщика ручной сварки;
- закрепление и совершенствование проф. знаний и умений по профессии при соблюдении правил безопасности труда;
- формирование основных профессионально-значимых качеств личности рабочего.
1 История образования и развития предприятия
Начало своей истории развития и становления КПУП «Лельком» берет еще в 1950 году.
Общество является коммерческой организацией юридическим лицом, имеет самостоятельный баланс, печать, штампы, расчетный и текущие счета.
Основной целью деятельности Общества является получение прибыли.
Коммунальное производственное унитарное предприятие «Лельком» занимается следующими видами деятельности:
- подрядчики по строительству и обустройству водных источников, колодцев, орошению и водоснабжению;
- подрядчики по системам водоснабжения, водоочистки, водохозяйственным и гидротехническим сооружениям;
- подрядчики по установке, монтажу и техническому обслуживанию сантехнического оборудования, систем газоснабжения, водоснабжения, канализации, теплоснабжения, вентиляции и кондиционирования в строительстве;
- подрядчики по монтажу и ремонту внутренних водопроводных и канализационных систем, инженерных сетей и санитарно-технического оборудования жилых зданий;
- услуги сбора и рециклинга (переработки для повторного использования) отходов;
- подрядчики по сбору, удалению, вывозу, утилизации промышленных отходов;
- подрядчики по сбору и вывозу бытового мусора и отходов;
- подрядчики по переработке бытового мусора и отходов;
- гостиницы, отели и мотели;
- развитие, управление, купля-продажа собственности, девелоперские услуги;
- услуги сдачи в наем и аренды жилищной недвижимости;
- бюро ритуальных услуг;
- уборка снега в зимнее время с дорожек и тротуаров и посыпка их песком или иными средставами;
- покос травы, полив цветов и благоустройство населенного пункта и т.д.
Теоретический вопрос
Приемы и техника выполнения сварочных швов ручной электродуговой сварки
Наплавка валиков
Наплавка — процесс нанесения расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Выполняется с целью восстановления изношенных или изготовления новых деталей. При большинстве методов наплавки, так же как при сварке, образуется подвижная ванночка, состоящая из электродного и основного расплавленных металлов.
В головной части ванночки основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части на некотором расстоянии от источника тепла происходит кристаллизация расплавленного металла и образуется наплавленный валик.
Для создания единого слоя из нескольких рядом наплавленных валиков последующие валики должны перекрывать предыдущие на величину, равную 0,2—0,4 ширины одного валика (рисунок 1). Наплавленный слой имеет более ровную поверхность, когда указанное перекрытие близко к 0,4 ширины валика.

1 – валики наплавленных слоев; 2 – граница зоны термического влияния; 3 – основной металл
Рисунок 1 – Схема поперечных сечений наплавленных слоев
Наплавлять можно слои металла, одинаковые по составу, структуре и свойствам с основным металлом или значительно отличающиеся, например с повышенной износостойкостью, коррозионной стойкостью, жаропрочностью и жаростойкостью, с пониженной теплопроводностью или повышенной электропроводностью и другими свойствами. Обычно первый наплавленный слой вследствие растворения и перемешивания основного и электродного расплавленных металлов имеет средний между ними состав и свойства. С увеличением количества наплавленных один на другой слоев состав наплавленного металла все более приближается к составу электродного (присадочного) металла. Уже в третьем слое наплавленный металл по составу и свойствам очень близок к электродному (присадочному) металлу.
В соответствии с формой деталей наплавка выполняется на плоские и криволинейные (цилиндрические, конусные и другие) поверхности.
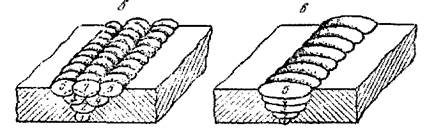
Наплавку на плоские поверхности можно выполнять двумя способами: а) отдельными валиками и б) челночным способом. При наплавке отдельными валиками каждый из них накладывается на всю длину на некотором расстоянии друг от друга, а затем заполняются промежутки между ними путем перекрытия одного валика другим (рисунок 2, а). Перед перекрытием последующими валиками с предыдущих должен быть очищен шлак. Если же шлак не очистить, на границах сплавления между соседними валиками внутри наплавленного слоя могут остаться шлаковые включения.
Применяют и иные способы наплавки отдельными валиками. Например, наплавку можно выполнять по схеме, в соответствии с которой вторым валиком непосредственно перекрывают первый и т. д. (рисунок 2, б). Челночным способом наплавляют непрерывно полосу шириной 40—80 мм (рисунок 2, в).
Наплавка на криволинейные поверхности тел вращения выполняется тремя способами: а) по образующим; б) по окружностям; в) по винтовой линии.

а, б – отдельными валиками; в – челночным способом; 1 – 4 – порядок наложения валиков; V – основное направление наплавки.
Рисунок 2 – Схема наплавки плоских поверхностей
По образующим наплавку ведут отдельными валиками так же, как при наплавке на плоские поверхности. Периодически по мере наложения валиков наплавляемая деталь поворачивается в такое положение, при котором предотвращалось бы стекание расплавленного металла и возникновение деформаций.
Наплавка по окружностям выполняется отдельными валиками. После наложения валика осуществляется смещение электрической дуги на расстояние 40 – 60 мм по образующей и накладывается следующий валик. За это время ранее наплавленный валик успевает охладиться, с него удаляют шлак и осуществляется перекрытие ею на 0,2 – 0,4 ширины следующим валиком и т. д. Как видно из изложенного, процесс протекает прерывисто. Возможна наплавка по окружностям со смещением электрической дуги на шаг, равный 0,8 – 0,6 ширины наплавленного валика. Тогда первый валик будет перекрываться непосредственно вторым валиком на 0,2 – 0,4 его ширины и т. д.
Если выполняется наплавка деталей, представляющих собой тела вращения, необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае целесообразно электрическую дугу (источник тепла) смещать с «зенита» в сторону, противоположную направлению вращения (рисунок 3).

1 – наплавляемая деталь, 2 – электрическая дуга, 3 – электродная проволока, 4 – наплавляемый валик
Рисунок 3 – Схемы смещения электрической дуги
Нередко термообработка (отжиг) после наплавки применяется для снижения твердости перед последующей механической обработкой. Например, наплавленные высокохромистые комплекснолегированные инструментальные стали подвергаются изотермическому отжигу, который весьма значительно снижает твердость. Он состоит в нагреве металла до температуры ИЗО – 1150° К с выдержкой при этой температуре в течение 14·10³ сек. Затем осуществляется охлаждение с печью до температуры 970 – 990° К со скоростью не более 0,014° за секунду (507ч) и выдержка при этой температуре в течение 21·10³ – 28 ·10³ сек. После этого металл охлаждается с печью до температуры 920° К с указанной выше скоростью. Дальнейшее охлаждение может выполняться с печью или на воздухе.
При выборе наиболее рационального метода наплавки следует учитывать условия эксплуатации наплавленного слоя (металла) и экономическую эффективность данного процесса восстановления изношенных или изготовления новых биметаллических изделий. Механические и другие свойства наплавленного слоя должны быть выше, чем свойства основного металла, а затраты на наплавку ниже, чем стоимость нового изделия.
Техника сварки стыковых швов
Стыковое соединение без скоса кромок, со скосом одной или двух кромок сваривают однослойными или многослойными швами. Сварку стыковых соединений при толщине металла до 6 мм производят за один проход, следя за постоянством зазора на всем протяжении сварного шва. Сварка сходна с наплавкой валика, важно только, чтобы расплавление обеих кромок было равномерным. Основная трудность при сварке стыкового соединения – правильное формирование обратной стороны шва.
При отступлении от нормального режима сварки могут возникнуть следующие дефекты: 1) непровар – при сварке на малой силе тока и малом зазоре; 2) прожоги – при сварке на большой силе тока и при большом зазоре.
При сварке стыковых соединений с двух сторон необходимо после выполнения первого шва тщательно зачистить корень шва от наплывов шлака и окалины, затем произвести подварку шва с обратной стороны.
Сварку коротких швов (длиной до 300 мм) выполняют сквозным швом напроход. Сварку швов средней длины (300... 1000 мм) производят от середины к концам шва или обратноступенчатым способом. Для сварки длинных швов (более 1000 мм) применяют обратноступенчатый способ от середины к краям шва.
Сущность способа состоит в том, что весь шов разбивают на участки длиной 100...350 мм с таким расчетом, чтобы каждый участок мог быть сварен целым числом электродов (двумя, тремя и т. д.). Переход от участка к участку при этом совмещается со сменой электрода. Данный способ применяется при однослойной сварке стыковых соединений с односторонним скосом двух кромок дугу возбуждают на краю скоса кромки, а затем, переместив электрод вниз, проваривают корень шва. На скосах кромок движение электрода замедляют, чтобы лучше проварить их. При переходе дуги с одной кромки на другую скорость движения электрода увеличивают для того, чтобы избежать прожога в месте зазора между кромками. При многослойной сварке (рисунок 4, б, в) стыковых швов, тщательно проваривают корень шва электродами диаметром 2...3 мм, а последующие слои – электродами диаметром 5 мм. Перед наложением последующих слоев поверхность предыдущих тщательно очищают от шлака, так как при недостаточной очистке между слоями могут оказаться шлаковые включения.
Сварку можно производить многослойными узкими (рисунок 4, б) и многослойными широкими (рисунок 4, в) швами. Последними проходами создается над поверхностью основного металла выпуклость (усиление).
б – многослойный узкими швами, в – многослойных широкими (цифры указывают последовательность наложения швов)
Рисунок 4 – Сварка стыковых швов
Чаще последний шов выполняется уширенным и перекрывает нижележащие. Швы с Х-образнои разделкой кромок сваривают аналогичным образом, обращая особое внимание на провар корня шва электродами диаметром не более 2...3 мм и на тщательную зачистку и проплавление корня шва с обратной стороны, чтобы не допустить непровар в центре сечения шва.
При сварке металла больших толщин выполнение каждого слоя напроход нежелательно, так как это может привести к значительным деформациям, а также к образованию трещин в первых слоях. Трещины возникают из-за того, что первый слой шва перед наложением второго успевает полностью (или частично) остыть, а также из-за, большой разницы в сечении наплавленного слоя и свариваемого металла.
Чтобы предотвратить это, следует заполнение разделки при сварке толстого металла производить так, чтобы каждый последующий слой накладывался на еще не остывший предыдущий. Для этого требуется обеспечить малый интервал времени между наложением отдельных слоев, что достигается при каскадном методе заполнения разделки, заполнении горкой и применении блочного метода.
Сварка горкой – разновидность каскадного способа и ведется двумя сварщиками одновременно, от середины к краям.
Эти два метода выполнения шва представляют собой обратно-ступенчатую сварку не только по длине, но и по сечению шва,
Блочный метод заключается в том, что весь шов по длине делится на равные участки длиной примерно в 1 м; каждый участок-блок выполняется определенным сварщиком, причем сварка начинается со среднего блока. Сразу же после выполнения первого прохода на первом участке сварку начинают еще два сварщика и т. д., пока все
участки по длине шва не будут закреплены за сварщиками. Такое одновременное выполнение многопроходного шва по длине и сечению обеспечивает наиболее равномерное распределение температуры, что значительно уменьшает общие остаточные деформации как в плоскости свариваемых листов, так и вне ее. Блочный метод успешно применяется для сварки толстолистовой закаливающейся стали.
Техника сварки угловых швов
Угловые швы применяют при сварке угловых, тавровых и нахлесточных соединений. Сварку углового шва начинают с горизонтальной полки, зажигая дугу в точке А (рис. 6, а), и перемещают к вершине шва, где несколько задерживают для лучшего провара кормя шва, затем поднимают вверх, проваривая вертикальную полку.
Траектория движения конца электрода показана на рисунок 5, а.
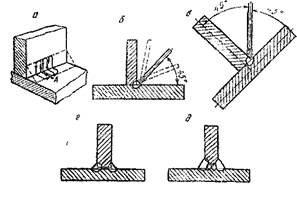
Рисунок 5 – Сварка угловых швов
Электрододержать под углом 0,78 рад (45°) к поверхности листов, слегка наклоняя его (показано пунктиром) в процессе сварки то к одной, то к другой полке в зависимости от того, на какой полке в данный момент горит дуга (рисунок 5, б). Нельзя начинать сварку на вертикальной полке, так как расплавленный металл будет натекать на холодный металл горизонтальной полки, ё результате чего образуется непровар горизонтальной полки, а на вертикальной будут подрезы. При многослойной сварке Корень шва пропаривают на большом токе электродами диаметром 2...3 мм без поперечных колебаний.
Сварку угловых швов можно производить «в лодочку» (рисунок 5, в) в случае, если изделие можно быстро повернуть и установить в удобное для сварки положение.
Применяют угловые швы без полного провара стенки (рисунок 5 г) и с полным (при сварке ответственных конструкций) (рисунок 5, д).
Техника сварки в нижнем положении.
Это пространственное положение (рисунок 6) позволяет получать сварные швы наиболее высокого качества, так как облегчает условия выделения неметаллических включений, газов из расплавленного металла сварочной ванны. При этом также наиболее благоприятны условия формирования металла шва, так как расплавленный металл сварочной ванны от вытекания удерживается нерасплавившейся частью кромок. При сварке назад, на подъем (а, в) достигается более глубокое проплавление. При сварке углом вперед, на спуск (б, д) – более широкое.
Стыковые швы сваривают без скоса кромок или с V-, Х- и U-образным скосом. Стыковые швы без скоса кромок в зависимости от толщины сваривают с одной или двух сторон. При этом концом электрода совершают поперечные колебания с амплитудой, определяемой требуемой шириной шва. Следует тщательно следить за равномерным расплавлением обеих свариваемых кромок по всей их толщине и особенно стыка между ними в нижней части (корня шва).

а, в – сварка назад, на подъем соответственно; б, д – сварка вперед, на спуск
Рисунок 6 – Способы выполнения сварки
Однопроходную сварку с V-образным скосом кромок обычно выполняют с поперечными колебаниями электрода на всю ширину разделки для ее заполнения так, чтобы дуга выходила со скоса кромок на необработанную поверхность металла. Однако в этом случае очень трудно обеспечить равномерный провар корня шва по всей его длине, особенно при изменении величины притупления кромок и зазора между ними.
При сварке шва с V-образным скосом кромок за несколько проходов обеспечить хороший провар первого слоя в корне разделки гораздо легче. Для этого обычно применяют электроды диаметром 3-4 мм и сварку ведут без поперечных колебаний. Последующие слои выполняют в зависимости от толщины металла электродом большего диаметра с поперечными колебаниями. Для обеспечения хорошего провара между слоями предыдущие швы и кромки следует тщательно очищать от шлака и брызг металла.
Заполнять разделку кромок можно швами с шириной на всю разделку или отдельными валиками. В многопроходных швах последний валик для улучшения внешнего вида иногда можно выполнять на всю ширину разделки (декоративный слой).
Сварку швов с Х- или U-образным скосом кромок выполняют в общем так же, как и с V-образным скосом. Однако для уменьшения остаточных деформаций и напряжений, если это возможно, сварку ведут, накладывая каждый валик или слой попеременно с каждой стороны. Швы с Х- или U-образным скосом кромок по сравнению с V-образным имеют преимущества, так как в первом случае в 1,6-1,7 раза уменьшается объем наплавленного металла (повышается производительность сварки). Кроме того, уменьшаются угловые деформации, а возможный непровар корня шва образуется в нейтральном по отношению к изгибающему моменту сечении. Недостаток U-образного скоса кромок - повышенная трудоемкость его получения.
Сварку стыковых швов можно выполнять различными способами. При сварке на весу наиболее трудно обеспечить провар корня шва и формирование хорошего обратного валика по всей длине стыка. В этом отношении более благоприятна сварка на съемной медной или остающейся стальной подкладке. В медной подкладке для формирования обратного валика делают формирующую канавку. Однако для предупреждения вытекания расплавленного металла из сварочной ванны необходимо плотное поджатие подкладок к свариваемым кромкам. Кроме того, остающиеся подкладки увеличивают расход металла и не всегда технологичны. При использовании медных подкладок возникают трудности точной установки кромок вдоль формирующей канавки.
Если с обратной стороны возможен подход к корню шва и допустимо усиление обратной стороны шва, целесообразна подварка корня швом небольшого сечения с последующей укладкой основного шва. В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушно-дуговой строжкой или механическими методами с последующим выполнением подварочного шва.
Сварку угловых швов в нижнем положении можно выполнять двумя приемами. Сварка вертикальным электродом в лодочку обеспечивает наиболее благоприятные условия для провара корня шва и формирования его усиления. По существу этот прием напоминает сварку стыковых швов с V-образным скосом кромок, так как шов формируется между свариваемыми поверхностями. Однако при этом способе требуется тщательная сборка соединения под сварку с минимальным зазором в стыке для предупреждения вытекания в него расплавленного металла.
При сварке наклонным электродом трудно обеспечить провар шва по нижней плоскости (ввиду натекания на нее расплавленного металла) и предупредить подрез на вертикальной плоскости (ввиду стекания расплавленного металла). Поэтому таким способом обычно сваривают швы с катетом до 6-8 мм. При сварке угловых швов наклонным электродом трудно также обеспечить глубокий провар в корне шва, поэтому в односторонних или двусторонних швах без скоса кромок может образоваться непровар, который при нагружении шва послужит началом развития трещин. Для предупреждения этого в ответственных соединениях при толщине металла 4 мм и более необходим односторонний скос, а при толщине 12 мм и более – двусторонний скос кромок.
При сварке наклонным электродом многопроходных швов первым выполняют шов на горизонтальной плоскости. Формирование последующего валика происходит с частичным удержанием расплавленного металла сварочной ванны нижележащим валиком. При сварке угловых швов применяют поперечные колебания электрода. Особенно важен правильный выбор их траектории при сварке наклонным электродом с целью предупреждения возникновения указанных выше дефектов.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рисунке 7.

Рисунок 7 – Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезо
|
|
|

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!